го
оо
4:
Изобретение относится к текстильной промышленности, а именно к обработке поверхности набора эластичных валов машин красильно-отделочного оборудования.
Целью изобретения является новышение нроизводительности путем сокраш,ения времени на обработку.
На фиг. 1-3 изображена схема осуществления обработки поверхности покрытия вала.
Способ осуш,ествляют следующим образом.
Уплотнение покрытия ведут в три стадии, на первой стадии металлический вал 1 и наборный вал 2 с покрытием устанавливают в буксах на рамах остова машины и подвергают уплотнению путем введения покрытия в контакт с приводным обогреваемым металлическим валом 1 и приложения к валу 2 с покрытием осевого усилия не свыше 20 кгс/п.см. Затем валы вращают с одинаковой окружной скоростью, равной 1/4 рабочей скорости. Угловая скорость металлического вала равна s , а наборного -(фиг. 1ээ). В момент вывода вала с покрытием осевое давление в жале валов Р и угловая скорость вала с покрытием стремятся к нулю. На первой стадии покрытие увлажняют чистой водой в течение 0,5-1,6 ч с температурой 40-50°С, свободной от солей щелочи и прочих примесей, которые могут осесть на поверхности вала. Для увлажнения используют конденсат с добавлением в него 5-10 г на на литр олеинового мыла. Необходимость смачивания вала в течение 0,5-1,6 ч обусловлена тем, что под действием тепла и влаги происходит более интенсивное набухание волокон и распаривание набора, в результате чего его поверхность лучще выравнивается и уплотняется. От обильного смачивания валы несколько увеличиваются но диаметру и резкое увеличение давления в жале валов может привести к их повреждению. Дальнейшее повышение скорости вращения валов и давления в жале валов производится постепенно до 1/2 их рабочих величин с длительностью цикла увлажнения поверхности набора вала 10-15 мин с последуюндей подсущкой металлическим валом при 75-80°С на первой стадии в течении 2-3 ч.
На второй стадии (фиг. 2) уплотнение осуществляют пиклично путем вывода вала с покрытием из контакта с металлическим валом и ввода их в контакт за счет изменения осевого давления на вал с покрытием.
На этой стадии устраняют следы щвов и вмятин. Уплотнение осуществляют без увлажнения с постепенным увеличением рабочей скорости и осевого давления в жале валов до рабочих величин.
На второй стадии покрытие уплотняют до твердости 36-37 ед. по прибору ТБП-4.
Вывод вала с покрытием из контакта с. металлическим валом приводит к снижению окружной скорости его вращения , , поэтому ввод сопровождается фрикцией между валами и уплотнением поверхности покрытия вала от действия касательных сил.
Вращение наборного вала должно совпадать с направлением стрелки на его торце, соответствующей направлению прикатки волокон покрытия в процессе его изготовления. Указанное условие необходимо для сохранения гладкости и целостности поверхности покрытия.
На третьей стадии (фиг. 3) вал с покрытием вращают с окружной скоростью, равной окружной скорости металлического вала, и уплотнение осуществляют до твердости 38-40 ед HS по прибору ТБП-4 при давлении в жале валов 140-150 кгс/п.см.
Угловая скорость металлического вала 12 Q павна л), а вала 2 с покрытием (наборного) - . В момент вывода вала 2 с покрытием осевое усилие в жале валов Р и угловая скорость сйг вала с покрытием стремятся к нулю.
Параметры физико-механической обработ5 ки поверхности набора эластичного вала приведены в таблице.
Время обра- Нагрузка в Твердость ботки набо- жале валов, покрытия наQ ра вала, ч кгс/п см бора валов,
ед.Н S
Формула изобретения
1. Способ обработки поверхности эластичного покрытия вала отделочной машины, заключающийся в том, что покрытие вала подвергают уплотнению путем введения этого покрытия в контакт с приводным обогреваемым металлическим валом и приложения к валу с покрытием осевого давления, отличающийся тем, что, с целью повыщения производительности путем сокращения времени на обработку, уплотнение покрытия ведут в три стадии, на первой и последней из которых вал с покрытием вращают с окружной скоростью, равной окружной скорости металлического вала, а на промежуточной стадии - уплотнение осущест5 вляют циклично путем вывода вала с покрытием из контакта с металлическим валом и ввода их в контакт за счет изменения осевого давления на вал с покрытием.
2. Способ по п. 2, отличающийся тем, что при выполнении покрытия из волокнистого материала на первой стадии уплотнения покрытие увлажняют, на второй стадии покрытие уплотняют до твердости 36-37 ед. HS, а на последней стадии - до твердости 38-40 ед. HS при давлении в жале валов 140-150 кгс/п.см.
3. Способ по п. 2, отличающийся тем, что вал с покрытием в процессе уплотнения вращают в направлении прикатки волокон покрытия.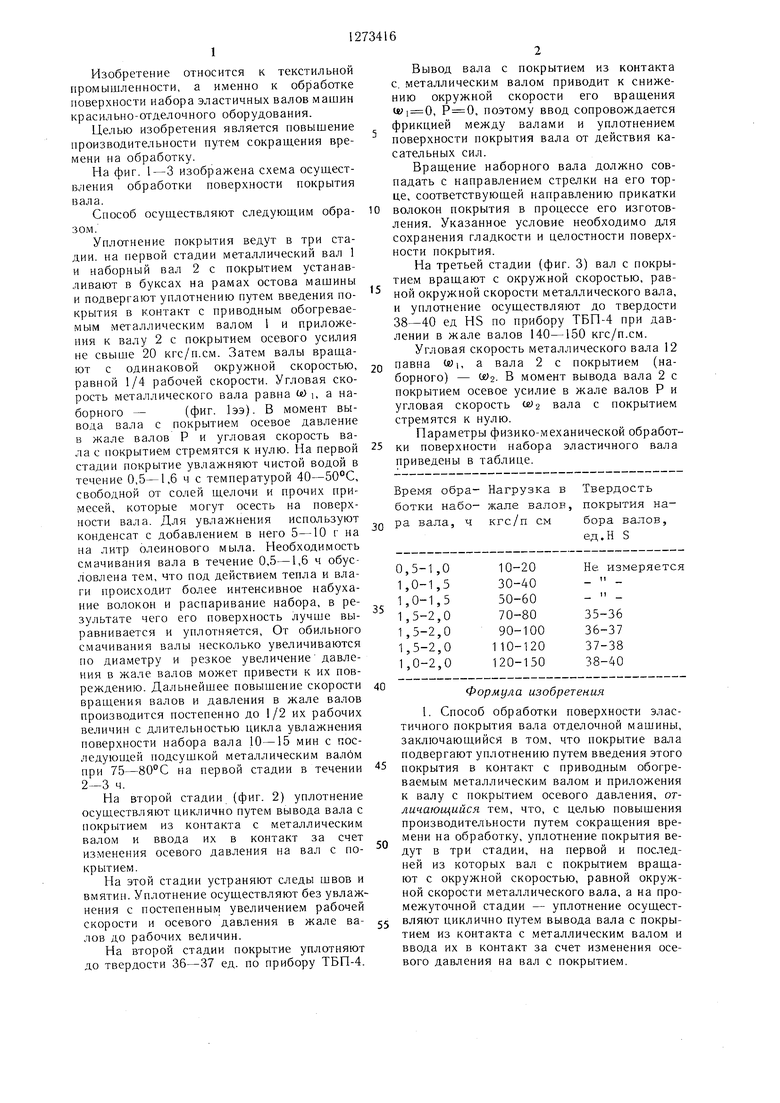
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ЭЛАСТИЧНОГО ПОКРЫТИЯ ВАЛА ОТДЕЛОЧНОЙ МАШИНЫ | 2011 |
|
RU2484190C1 |
| Устройство для обработки давлением текстильного материала | 1986 |
|
SU1366568A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ БОЧЕК ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2455093C2 |
| Способ отделки ткани | 1978 |
|
SU715671A1 |
| СПОСОБ УСАДКИ ТКАНИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2090681C1 |
| ВАЛ КАЛАНДРА | 1992 |
|
RU2045591C1 |
| Способ изготовления наборного покрытия отжимного вала | 1987 |
|
SU1497309A1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЕФОРМАЦИИ ВАЛОВ | 2013 |
|
RU2528557C2 |
| Способ подготовки поверхности деталей | 1989 |
|
SU1758082A1 |
| ТЕПЛООБМЕННИК | 1991 |
|
RU2062963C1 |
Изобретение относится к текстильной промышленности, а именно к обработке поверхности эластичного покрытия валов машин красильно-отделочного оборудования, и позволяет повысить производительность путем сокраш.ения времени на обработку. Способ состоит в том, что уплотнение покрытия ведут в три стадии. На первой и последней стадиях вал с покрытием вращают с окружной скоростью, равной окружной скорости металлического вала. На первой стадии покрытие увлажняют. На промежуточной стадии уплотнение осуш,ествляют циклично путем вывода вала с покрытием из контакта с металлическим валом. Затем валы вводят в контакт за счет изменения осевого давления на вале с покрытием. На второй стадии покрытие уплотняют до твердости 36-37 ед. HS, а на третьей - до твердости 38-40 ед. HS при давлении в жале валов 140-150 кгс/п.см. 2 з. п. ф-лы, 3 ил., 1 табл. сл
О) О)
cpus.j
| Выравнивающее приспособление для буровых установок с вращательным действием | 1929 |
|
SU32407A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
