Предлагается полуавтомат для приварки стеклянных штабиков к оптическим системам электронно-лучевых трубок, позволяющий механизировать трудоемкие работы при сварке штабика с дерл ателем. До последнего времени эта операция осуществлялась вручную. Применение предлагаемого полуавтомата позволяет значительно повысить производительность труда на указанных работах.
В полуавтомате применен механизм приварки штабиков, состоящий из зубчатой рейки, входящей в зацепление с шестерней для поворота оправки с деталями во время ее подъема, и толкателя, опускающего оправку вместе с механизмом приварки.
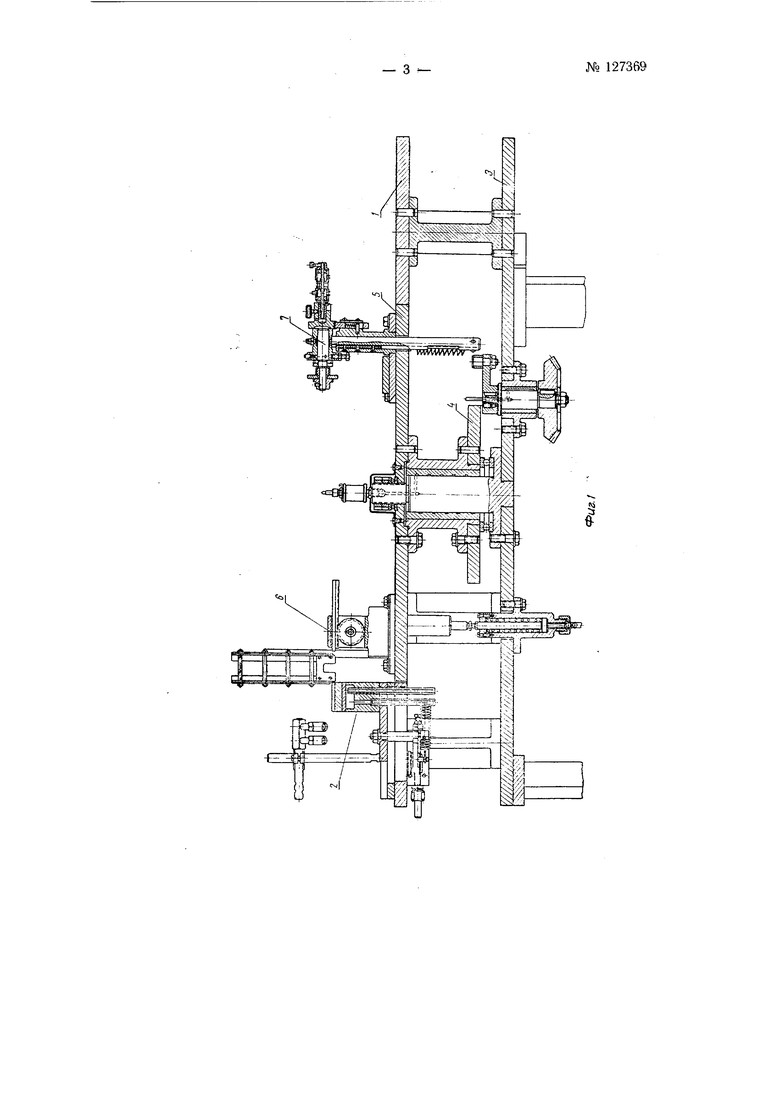
На фиг. 1 изображен полуавтомат в продольном разрезе; на фиг. 2- механизм приварки штабиков.
Полуавтомат состоит из двух неподвил ных плит. На верхней плите / укреплены три механизма 2 разогрева штабиков, на нижней плите размещены распределительный вал с механизмом 4 мальтийского креста, приводящий в движение карусель 5 полуавтомата. На врашаюшейся карусели установлены четыре механизма 6 подачи и четыре механизма 7 приварки штабиков.
Механизм приварки щтабиков состоит из зубчато рейки 8, входящей в зацепление с шестерней 9 для поворота оправки с деталями во время ее подъема, и толкателя W, опускающего оправку, вставленную в отверстие //, вместе с механизмом приварки.
Полуавтомат работает следуюшим образом. Готовая оправка с собранными на ней деталями вставляется в отверстие // .механизма 7 приварки штабиков и закрепляется в нужном положении заи имным винтом J2.
Из бункера, расположенного на вращающейся карусели 5, на призму механизма 2 разогрева при помощи рейки 8 с толкателем Ю подает№ 127369
ся стеклянный штабик. Затем призма подходит под огни горелок, где штабик размягчается и подается к механизму 7 приварки.
Оправка с собранной линзой, закрепленная в механизме 7 приварки, быстро опускается и держатели цилиндра входят в разогретый штабик. Далее оправка с приваренным штабиком поднимается и поворачивается.
Опускание оправки с линзой (рабочий ход) производится толкателем 10 от кулачка распределительного вала, а подъем (холостой ход) осуществляется возвратной пружиной 13.
Описанный процесс повторяется, в результате чего происходит последовательная приварка всех штабиков и собранная линза вместе с оправкой снимается со станка.
Предмет изобретения
Полуавтомат для приварки стеклянных штабиков к оптическим системам электронно-лучевых трубок, содержащий механизм загрузки, механизм разогрева, механизм подачи штабиков и механизм мальтийского креста с центральным распределительным кулачковым валом, отличающийся тем, что, с целью механизации трудоемких ручных работ при сварке щтабика с держателем, в нем применен механизм приварки штабиков, состоящий из зубчатой рейки, входящей в зацепление с шестерней для поворота оправки с деталями во время ее подъема, и толкателя, опускающего оправку вместе с механизмом приварки.
INI
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм для автомата приварки держателей к цилиндрам, входящих в оптическую систему электронно-лучевых трубок | 1961 |
|
SU145288A1 |
| Установка для закрепления прожектора электронно-оптической системы на штабиках | 1979 |
|
SU789442A1 |
| Полуавтомат для сборки изделий типа галетных переключателей | 1981 |
|
SU1069971A1 |
| Машина для изготовления поддерживающих нить накала крючков и вплавления их в ламповые штабики | 1930 |
|
SU24035A1 |
| Установка для обработки деталей | 1976 |
|
SU603675A1 |
| Полуавтомат для получения сборных изделий | 1972 |
|
SU442037A1 |
| СТАНОК ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1970 |
|
SU258352A1 |
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |
| Полуавтомат для закладки клиньев в пазы статора электрической машины | 1984 |
|
SU1354349A1 |
| Полуавтомат для формования обуви изнутри | 1959 |
|
SU127921A1 |