Известны полуавтоматы для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий, выиолненные в виде швейной raшииы с механизмом пуска и останова и верхней нити, кассеты для установки обрабатываемых деталей н узлов с прижимом, опорной плитой, снабженной пазом и рейкой, сцепляемымп с цапфой и шестерней швейной машины, устройство для транспортирования кассеты по замкнутому контуру, снабженное рольгангами для направления плит кассет, и управляющее устройство, снабженное замыкаемыми кассетами контактами, включающими и выключающими электромагниты исполнительных механизмов.
Однако указанные полуавтоматы по своему устройству весьма сложны, трудоемки и не обеспечивают хоропгего качества обработки мелких деталей.
Предлагаемый полуавтомат отличается применеппе.м в нем двух кассет, наличием в кассете электромагнита для удерлуания ее прижима, а также конструкцией транспортирующего кассеты устройства. Благодаря снижению трудоемкости и повышению качества выполняемой работы полуавтомат является полезным при нанесении стачивающих н отделочных строчек.
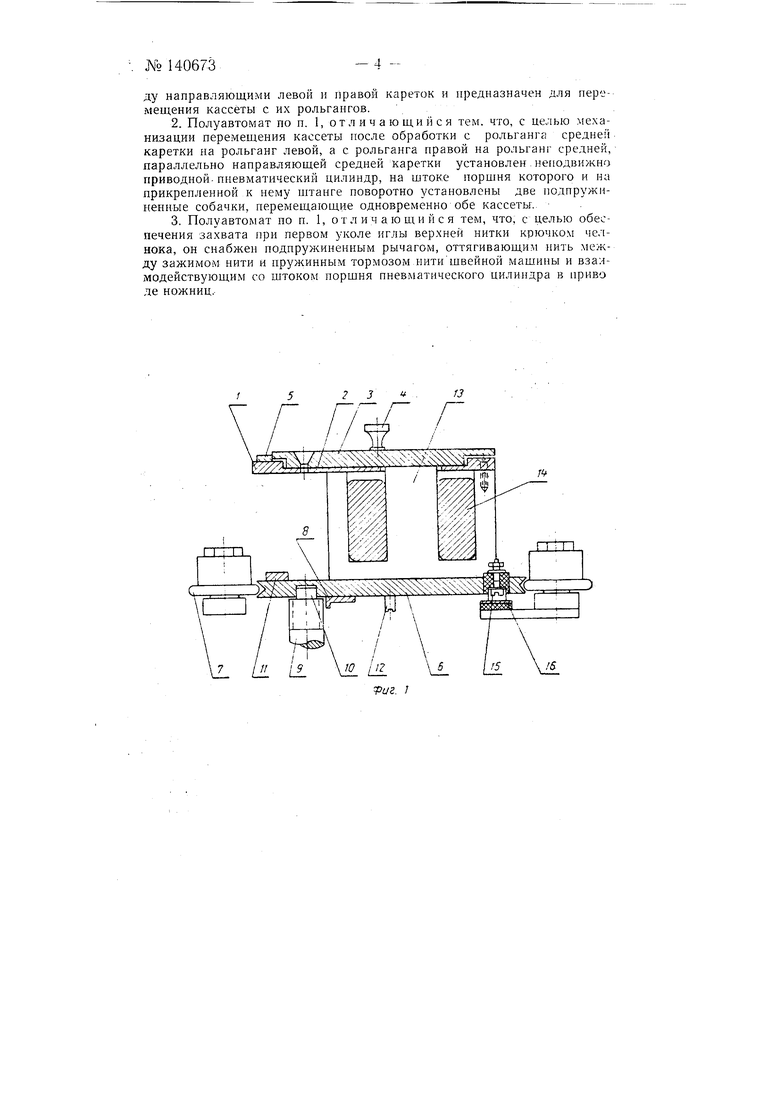
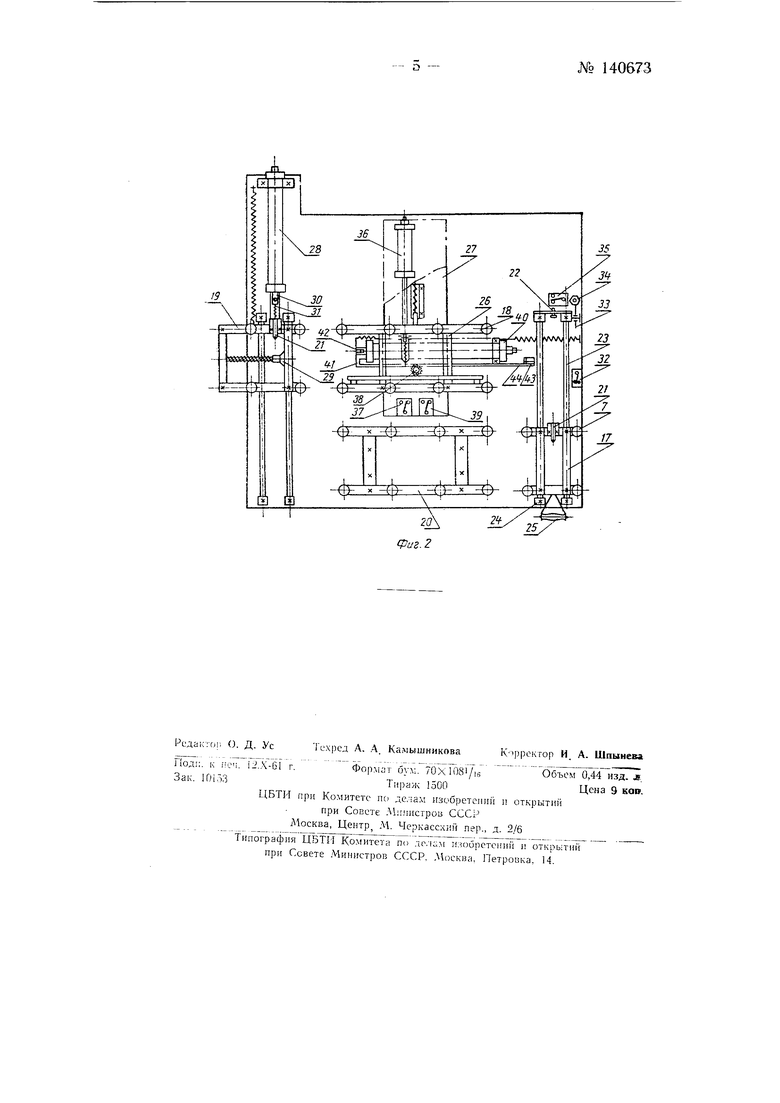
На фиг. 1 изображена кассета полуавтомата в поперечном разрезе; на фиг. 2 - схема транспортера в плане.
Конструкция предлагаемого полуавто.мата выполнена такил; образом, что изменение в известных пределах формы и размеров обрабатываемых деталей и узлов не требует изменения формы известного полуавтомата, а связана лишь с изготовлением новых кассет.
Кассета представляет собой сборную конструкцию, предназначенную для автоматического перемещения уложенного в нее полуфабрикаль 140673
та под шьющим механизмом и годную на один типоразмер. Верхняя часть кассеты состоит из плиты-кронштейна J, имеющей впадину 2 для укладки полуфабриката, съемной прижимной рамки 3, с двумя ручками 4 и трех установочных планок 5. В месте работы иглы верхняя члсть кассеты имеет сквозной профильный паз. Нижняя часть кассеты представляет собой прямоугольную плиту 6, две боковые грани которой имеют V-образные направляющие для передвижения кассеты по роликам 7 транспортера. Снизу плита 6 имеет профильную канавку, вдоль которой расположены зубчатые рейки 8 и секторы для приема движения от ведущей щестерни 9. Цилиндрический выступ 10, входящий в канавку, обеспечивает точное расположение кассеты относительно иглы. На нижней части кассеты укреплены два кулачка // для фиксирования кассеты в каретках транспортера и установлены три пальца 2, с помощью которых кассета перемещается на отдельных участках транспортера. Стойки J3, соединяющие верх и низ кассеты, являются одновременно сердечниками катущек 14, т. е. электромагнитами, которыми обеспечивается зажатие материала во впадине 2 во время прошивки между плитой 1 и прижимной рамкой 3. Постоянный электрический ток низкого напряжения поступает к катущкам 14 через корпус кассеты и изолированную от него щетку 15, скользящую во время работы по токоподводящей шине 16. Роликовый транспортер состоит из правой каретки 17, средней каретки 18, левой каретки 19 и рольганга 20. Правая каретка 17 предназначена для приема обработанной кассеты и перемещения ее после перезарядки в исходное положение. Кассета в правой каретке удерживается четырьмя роликами 7 и фиксатором 21, который в конце хода правой каретки наталкивается на упор 22 и отключается. Возвратно-поступательное перемещение каретки по дву.м круглым направляющим 23, укрепленным на стойках 24, осуществляется вручную с помощью рукоятки 25.
Средняя (рабочая) каретка 18 обеспечивает кассете заданный криволинейный путь под иглой. Каретка имеет салазки 26 для перемещения каретки вместе с кассетой вдоль платформы 27 и два ряда роликов, по которым кассета перемещается поперек платформы 27. Левая каретка 19 служит для автоматического передвижения обработанной кассеты в правую каретку 17 для перезарядки. Левая каретка в отличие от правой имеет пневматический цилиндр 28 и оснащена пружинным толкателем 29, который взводится кассетой при перемещении ее со средней каретки 18. Когда в цилиндр 28 поступит сжатый воздух, каретка 19 вместе с кассетой переместится в крайнее полол.ение, поршень 30 сожмет пружину 31 и отведет фиксатор 21, удерживающий кассету, толкатель 29 заставит кассету по рольгангу перекатиться в каретку 17.
Полуавтомат работает: по следующей схеме. Оператор закладывает полуфабрикат в кассету, находящуюся в правой каретке 17 транспортера, и вручную перемещает эту каретку на исходную позицию до упора. К этому времени вторая кассета заканчивает обработку и выключает шьющий механизм. На своем пути каретка 17 последовательно нажимает на микропереключатель 32, затем через рычаг 33 на пневмоклаиан 34 и на микропереключатель 35, которыми приводятся в действие силовые цилиндры 28 и 36 и промежуточное реле РПТ. Происходит смена кассет на рабочей позиции и подготовка электросхемы к включению мащины от микропереключателя 37. Освободивщаяся правая каретка 17 возвращается вручную, снимая давление с микропереключателя 32 н рычага 33. Поршни цилиндров 28 и 36 также возвращаются в исходное положение. Пружинный толкатель перемещает рабочую каретку 18 по направляющим платформы 27 и вводит кассету в зацепление с ведущей
лиестерней 38. При этом замыкается микропереключатель 37, включающий магнитный зажим полуфабриката в кассете машины и шьющего механизма. Несколько позже начала обработки замыкается переключатель 39, которым отключается первое и включается второе промежуточное реле, обеспечивающее питание пускового магнита и дающее команду силовому цилиндру 28, который поршнем 30 перемещает левую каретку /9 с обработанной кассетой вперед н, дойдя до конца, выводит фиксатор 21. Под действием пружинного толкателя 29 кассета перемешается с левой каретки 19 по рольгангу 20 в правую каретку 17, на которой оператор перезарядит кассету. Машина автоматически остано-. вится, оператор переместит правую каретку с очередной кассетой на исходную -позицию, сработает механизм смены кассе : , представляющий собой пневматический силовой цилиндр 40, шток 41 которого снабжен двумя собачками 42 и 43. Собачка 42 перемещает обработанную кассету со средней каретки 18 в левую каретку 19. Одновременно собачка 43, расноложенная с помощью рейки 44 с другой стороны цилиндра 40, снимает перезаряженную полуфабрикатом кассету с правой каретки 17 и вдвигает ее на рабочее место. Сработает также механизм обрезки ниток с удержанием верхней нити в игле, представляющий собой систему взаимодействующих рычагов с приводом от цилиндра 36. Рабочий цикл повторится.
Техническое управление Мосгорисполкома в своем заключении отмечает, чтопредложение представляет практический интерес, для щвейной промышленности является новым и что изготавливается опытный образец предложенного полуавтомата.
Предмет изобретения
1. Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий, включающий швейную машину с механизмом пуска и останова и зажимом верхней нити, кассеты для установки обрабатываемых деталей и узлов с прижимом, опорной плитой, снабженной пазом и рейкой, сцепляемыми с цапфой и шестерней швейной машины, устройство для транспортирования кассеты по замкнутому контуру, снабженное рольгангами для направления плит кассет, и управляющее устройство, снабженное замыкаемыми кассетами контактами, включающими и выключающими электромагниты исполнительных механизмов, отличающийся тем, что, с целью повыщения надежности работы и упрощения конструкции путем использования лишь двух кассет, каждая кассета снабжена удерживающим прижим электромагнитом, питаемым через массу полуавтомата, изолированную токоподводящую шину и изолированный скользящий контакт на кассете, а рольганги устройства для транспортирования размешены перпендикулярно к направлению головки швейной машины по сторонам прямоугольника, из которых три рольганга установлены на трех каретках, перемещаемых но направляющим, направленным параллельно направлению головки швейной машины и снабженным подпружиненными фиксаторами кассет, причем одна из кареток установлена под шьющим механизмом швейной машины и предназначена для перемешения кассеты во время шитья, другая каретка, перемещаемая вручную, установлена справа от средней, предназначена для смены на ней в кассете обрабатываемых деталей и узлов, третья каретка - слева от средней - поалружинена и снабжена отодвигаемым отработанной кассетой толкателe кассеты, а также пневмоприводом для ее перемещения и освобождения ее фиксатора, а четвертый рольганг ус ановлен неподвижно меж- 3 -№ 140673
ду направляющими левой и правой кареток и предназначен для перемещения кассеты с их рольгангов.
2.Полуавтомат по п. 1, отличающийся тем. что, с целью механизации перемещения кассеты после обработки с рольганга средней каретки на рольганг левой, а с рольганга правой на рольганг средней, параллельно направляющей средней Каретки установлен , неподвижно приводной, пневматический цилиндр, на штоке поршня которого и на прикрепленной к нему штанге поворотно установлены две подпружиненные собачки, перемещающие одновременно обе кассеты.,
3.Полуавтомат по п. 1, отличающийся тем, что, с целью обеспечения захвата при первом уколе иглы верхней нитки крючком челнока, он снабжен подпружиненным рычагом, оттягивающим нить между зажимом нити и пружинным тормозом нитищвейной машины и взаимодействующим со щтоком порщня пневматического цилиндра в приво де ножниц.


г
J9
-
I I I 1i
- EZZ3 ZZ3lE
2 Фиг.2
