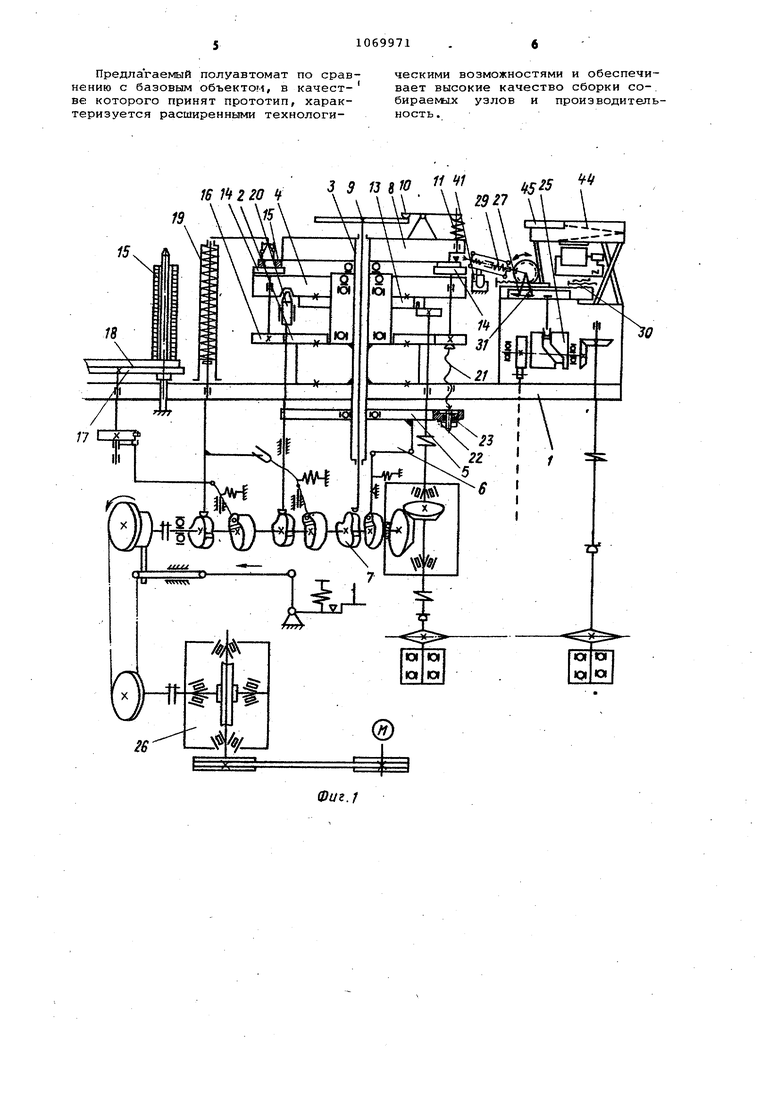
Изобретение относится к механосборочному производству, в частно ти к устройствам для сборки узлов преимущественно типа вал-втулка, и может быть использовано для сборки плат с контактами роторного переключателя, например, в радиотехнической и электрюнной прогФашленност Наиболее близким решением к предлагаемому, является станок для сборки узлов типа вал-втулка, содержащий смонтирова нные на станине приводной поворотный стол с устано ленными на нем базирунлцими приспособлениями-спутниками собираемых деталей, а также механизмы контрол подачи, кернения, выполненными с базовыми упорами, .и съема собираем узлов, установленные вокруг стола l. . . Однако указанное устройство не обеспечивает качественного соедине изделий типа галетных переключател вследствие отсутствия базирования бираемого узла к механизмам кернен и надежной подачи контактцых пластин в зону Сборки. . Цель изобретения - расширение номенклатуры собираемых узлов, повышение качества сборки и произв дительности. Поставленная цель достигается тем, что полуавтомат для сборки изделий, типа галетных переклюг чателей, содержащий смонтированные на станине приводной поворотный стол с установленньвлр на нем базирующими приспособлениями-спутникам корпусов переключателей, смонтированные вокруг стола механизмы конт роля установки корпусов переключателей, подачи контактных пластин в зону сборки и механизм кернения пластин к корпусу, выполненный с базовым упором а также механизмсъема собранного узла, снабжен механизмами подъема приспособлений спутников к базовому упору механиз ма кернения, выполненными в виде винтовых домкратов, кинематически связанных с приводом стола, а также равномерно расположенными во руг стола дополнительньвии механизмами подачи контактных пластин в зону сборки и кернения пластин к корпусу, причем каясдый механизм подачи контактных пластин выполнен в виде полой приводной поворотной штанги, внутри которой смонтирован ные две последовательно сопряженные подпружиненные втулки, связанн с захватами для фиксации контактны пластин. . Привод поворотной штанги механизма подачи контактных пластин выполнен в виде кинематически связанных между собой вала-шестерни, клинообразного штока и толкателя. Кроме того, базирующие приспо- собления-спутники выполнены планетарными , На фиг.1 представлена кинематическая схема предлагаемого полуавтомата; на фиг.2 - полуавтомат, вид в плане; на фиг.З - разрез А-А на фиг.2. Полуавтомат состоит из станины 1, на которой неподвижно закреплены зубчатое колесо 2 и соосно с ним полая стойка 3, на которой смонтированы на подшипниках поворотный стол 4 и зубчатое колесо 5, связанное через рычаг б с главным распределительным кулачковым валом 7, и неподвижный базовый упор 8. В отверстии ПОЛОЙ стойки 3 установлен толкатель 9 для силового воздействия через систему рычагов 10 на жестко закрепленные на базовом упоре 8 и равномерно расположенные по окружности на сборочных позициях механизмы 11 и 12 кернения и контроля (фиг.2). На поворотном столе 4, жестко закреплена крестовина мальтийского креста 13 и смонтированы равномерно по окружности во втулках базирующие приспособления -спутники 14 в виде валов, на верхних концах которых имеются базирующие поверхности для установки корпусов 15 переключателей, а на нижних концах жест-ко закреплены планетраные шестерни 16, сопряженные с неподвижным зубчатым колесом 2. Кроме того, -на станине 1 установлены связанные системой рычагов с распределительным валом поворотный храповый механизм 17с установленной на нем кассетой 18, механизм 19 съема собранных узлов в кассету с базовых приспособлений, фиксатор 20 поворотного стола 4, механизмы подъема приспособлени -спутников с собранными корпусами 15 к базовому упору 8 в виде домкратов 21, на нижних концах которых соосно установлены шестерни 22 с возможностью их относительного поворота по углу при закручивании компенсаторных пружин 23 для передачи крутящих моментов домкратов от зубчатого колейа 5. Механизмы 24 подачи (фиг.2) контактных пластин на сборку на каждой позиции содержат кулачковый вал 25 (фиг.1 и 3), связанный с распределительным кулачковым валом 7 и приводом 26 системой зубчатых и цепных передач. Подвижная каретка 27 (фиг.1-3) имеет смонтированную на ней вал-шестерню 28 (фиг.З), кинематически связанную с подвижной удерживаемой пружиной 29 сжатия на упоре 30 (фиг.1 и 2) зубчатой рейкой 31 (фиг.1-3). Механическая рука механизма 24 подачи (фиг.З)
выполнена в виде связанных шлицевым соединением и смонтированных на шта ге 32 втулок 33 и 34 и тяг 35 и одним концом закреплена на валешестерне 28 перпендикулярно, ее оси. Пружина 36 установлена между шлицевыми втулками 33 и 34, связанными тягами 35 с захватами 37 контактных пластин. Пружина 38 сжатия расположена между концом штанги 32 и втулкой 34 для компенсирования погрешности базирования собираемых деталей. Пружина 39 разворота механической руки на штанге 32 взаимодействует с путевым упором 40 (фиг.2).
Полуавтомат содержит также регулируемый откидной упор 41 (фиг.1) ограничения поворота штанги с механической рукой в вертикальной плоскости подачи, клинообразный шток 42 (фиг.З) и толкатель 43 для раскрытия захаатов, 37,смонтированные в вале-шестерне 28, и вибрационные устройства 44 ориентации и подачи (фиг.1) с приемником 45, установленные на каждом механизме. подачи пластин.
Полуавтомат работает следуквдим образом.
После включения привода 26 в заданной последовательности вступают в работу связанные с главным распределительным кулачковым валом 7 все механизг/ш полуавтомата.
Для перемещения с позиции на позицию планетарных базирукицих приспособлений-спутников 14 стол 4 периодически поворачивается мальтийским крестом 13 и фиксируется фиксатором 20. В зоне загрузки в периоды его ортановки на приспособление-спутник 14 укладывается подлежащий сборке корпус переключателя, который при последующем повороте стола 4 подается в механизм 12 контроля для проверки на точность установки и его присутствия на приспособлении.
Затем установленные на приспособления-спутники 14 корпуса с периодическими остановками для сборки последовательно перемещаются с позиции на позицию и одновременно при перемещении поворачиваются планетарными шестернями 16, связанными с неподвижным зубчатым колесом 2 установленным на станине 1.
После остановки поворотного стола 4 смонтированные на каждой сборочной позиции механизмы подъема базирукяцих приспособлений-спутников 14 приводятся в движение шестернями 22 от зубчатого колеса 5 совершающего повороты от кулачкового вала 7 рычагом 6 на угол, не-, обходимый для зажима деталей для кернения на базойом упоре 8. Крутящие моменты от шестерен 22 к винтовым домкратам 21 передаиотся через пружины 23, которые-обеспечивают компенсацию по углу поворота винтовых домкратов 21 из-за различия
5 корпусов по допуску.
От привода 26 через цепные и зубчатые передачи приводятся в движение все кулачковые валы 25 механизмов 24 подачи.
o В момент остановки зубчатой подвижной рейки 31 на упоре 30, а каретки 27 в крайнем заднем положении происходит закрытие захватов 37 и подача на сборку контактов из
5 приемников 45 вибрационных устройств 44, при этом кулачковые вгшы 25 через рычаги воздействуют на клинообразные штоки 42, толкатели 43, втулки 33 и 34 и тяги 35.
л Последукяцее перемещение кареток 27 в направлении подали воздействует на смонтированные на каретках валы-шестерни 28, которые поворачивают связанные с ними механические руки с контактами и доводят их
5 до откидных упоров 41. При этом одновременно с поворотом механические руки выходят из зонг путевых . упоров 40 и разворачиваются на штангах пружинами 39 на угол 90° Пос0ле поворота механических рук дооткидных упоров 41 начинают поступательна двигаться вместе с каретками зубчатые рейки 31, сжимая установленные с ними по ходу пружины 29,
5 при этом механические руки перемещаются поступательно, падая с откидных упоров 41, с усилием сопрягают собираемые детали и удерживают уложенные детали до подхода при0 жимов механизмов 11 кернения. Потом захваты 37 раскрываются, каретки 27 и механические руки возвращаются за новыми контактными пластинами. Далее цикл работы механизмов
5 24 подачи повторяется.
Для закрепления на корпусах уложенных механизмами подачи контактных пластин приводится в по0 ступательное движение главным распределительной кулачковым валом 7 смонтированный в стойке 3 толкатель 9, который воздействует через рычаги 10 на механизмы 11 кернения,
5 расположенные на каждой сборочной позиции.
После сборки готовое изделие 15 снимается с планетарного базирующего приспособления-спутника 14 ме0 ханизмом 19 съема, приводимым в движение распределительным кулачковым валом 7 через рычаги, и автоматически укладывается в кассету 18, установленную на поворотном храпо5 механизме 17.
Предлагаемый полуавтомат по сравнению с базовым объектои, в качестне которого принят прототип, характеризуется расширенными технологическими возможностями и обеспечивает высокие качество сборки со-. бираемы { узлов и производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки узлов деталей типа вал-втулка | 1976 |
|
SU580080A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1983 |
|
SU1176395A1 |
| УСТРОЙСТВО для СБОРКИ ШАЙБ БАРАБАНА ПЕРЕДАЧИ ДЕСЯТКОВ | 1973 |
|
SU386754A1 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| Автоматическая сборочная машина для сборки узла ушка ручных часов | 1958 |
|
SU116751A1 |
| ПОЛУАВТОМАТ ДЛЯ УПАКОВКИ МОРОЖЕНОГО | 1955 |
|
SU101653A1 |
| Устройство для графаретной печати | 1989 |
|
SU1694419A1 |
| АВТОМАТ ДЛЯ СБОРКИ ПЛАСТИН МАСЛОФИЛЬТРА | 1972 |
|
SU340507A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |

1.ПОЛУАВТОМАТ ДЛЯ СБОРКИ ИЗДЕЛИЙ ТИПА ГАЛЕТНЫХ ПЕРЕКЛЮЧАТЕЛЕЙ, содержсцций смонтированные на станине приводной поворотный стол с установленными на нем базирующими приспособлениями-спутниками корпусов переключателей, смонтированные вокруг стола механизмы контроля установки корпусов переключателей, подачи контактных пластин в зону сборки и механизм кернёния пластин к корпусу, выполненный с базовым упором, а также механизм съема собранного узла, отличающийся тем, что, с целью расширения номенклатуры собираемых узлов, повышения качества сборки и производительности, он снабжен механизмами подъш4а приспособлений-спутников к базовспку упору механизма кернёния, выполненными в виде винтовых домкратов,, кинематически связанных с приводом стола, а также равномерно расположенными вокруг стола дополнительными механизмами подачи контактных пластин в зону сборки и кернёния пластин к корпусу причем каяцщй механизм подачи контактных пластин выполнен в виде полой приводной поворотной штанги,внутри которой смонтированы две последовательно сопряженные подпружиненные втулки, связанные с захватами для фиксации контактных пластин. 2.Полуавтомат по nil, о т л и чающийся тем, что привод поворотной штанги механизма подачи контактных пластин выполнен в виде кинематически связанных между собой вала-шестерни/ клинообразного штока и толкателя. 3.Полуавтомат по п.1, о т л и чающийся тем, что базирующие приспособления-спутники выполнены планетарными. да СО ;о 
2 о f я 7 W Jmo /f «Г . 527 ТГ i/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для сборки узлов деталей типа вал-втулка | 1976 |
|
SU580080A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
