Изобретение относится к области термообработки.
Известен станок для термообработки изделий с нагревом токами высокой частоты, содержащий станину с приводным гидроцилиндром и механизмами поворота и фиксации, систему охлаждения, индуктор для нагрева, держатели для крепления изделий в процессе обработки.
Такой станок выполняет только одну операцию (закалку), так как изделия после термообработки сразу ладают в тару.
Предлагаемый станок отличается от известных тем, что в станине станка установлены стойки с кулачками, имеющие общий привод с механизмами ловорота и фиксации .поворотного стола. Это способствует последователь.ному выполнению нескольких операций на различных режимах без выгрузки изделий.
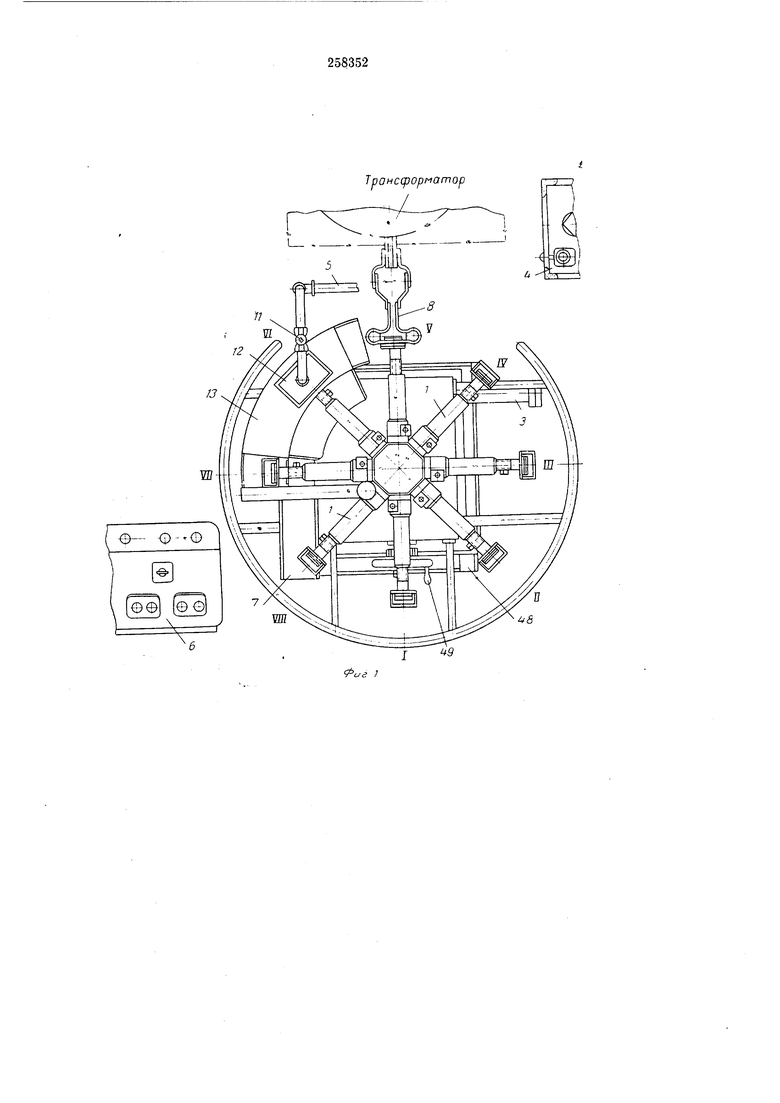
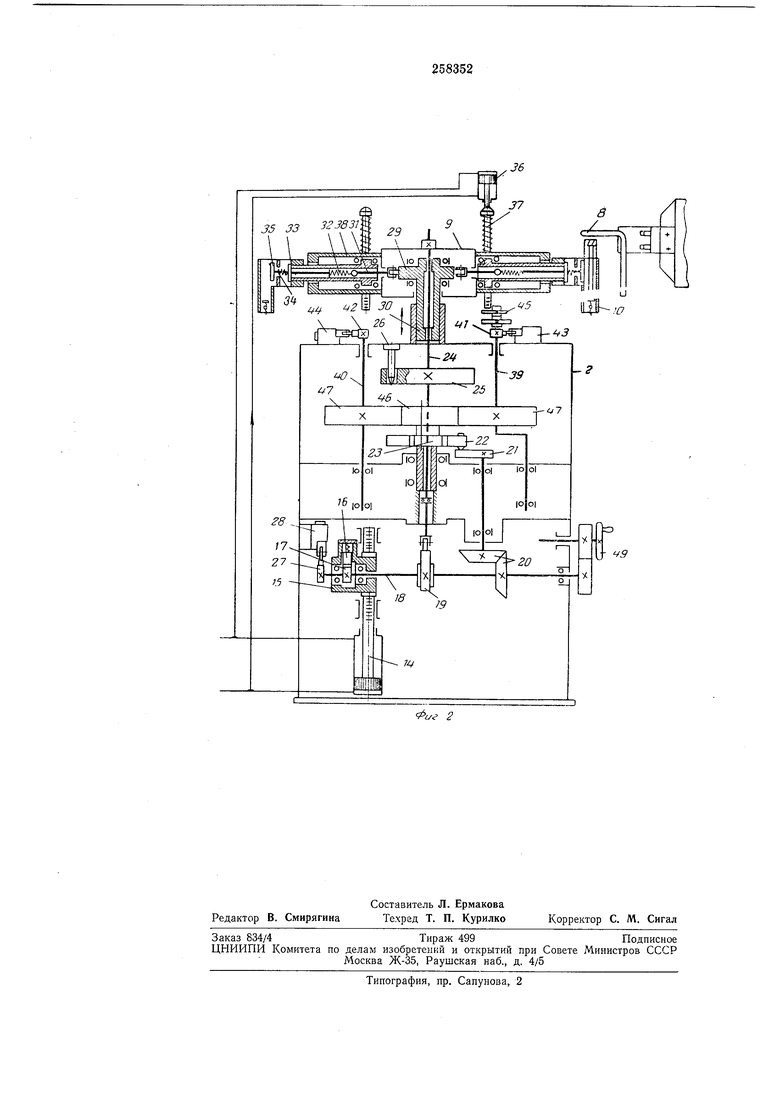
Па фиг. 1 изображен предлагаемый станок, вид сверху; на фиг. 2 - его кинематическая схема.
Станок включает манипулятор /, станину 2 с приводным гидроцилиндром 3, насосную установку 4, систему охлаждения 5, пульт управления 6, лоток 7 для выгрузки изделий и индуктор 8.
Система охлаждения включает в себя кран 11 для регулировки расхода воды, спрейер 12 и охладительную камеру 13.
Механизм опускания и iпoдъeмa манипулятора состоит из Н1тока-рейки 14 приводного гидроцилиндра 3, шестерни 15, подпружиненного зуба 16, храповика 17, распределительного вала 18 с установленным на нем кулачком 19.
Механизм поворота и фиксации манипулятора содержит коническую передачу 20, механизм мальтийского креста 21, диск 22 мальтийского креста, шестерню 23, вал 24, фиксирующий диск 25 и фиксатор 26.
Па распределительном валу 18 установлен кулачок 27, который налсимает на концевой выключатель 28 и через реле времени переключает золотник, установленный на насосной установке 4.
Па позиции зажима установлен кулачок 29, неподвижно установленный на на1прав.г1яюшей гильзе 30, толкатель 31, пружш а 32, ось 33 с прижимом 34 и резиновой губкой 35.
Механизм выгрузки изделий состоит из гидроцилиндра 36, рейки 37 и вала-шестерни 38.
В станине 2 смонтированы две стойки 39 и 40 с кулачками 41 и 42 для переключения концевых выключателей 43 и 44 и кулачком 45. Вращение стойки получают от вала 24 через зубчатые колеса (шестерни) 46 и 47.
Правильная установка манипулятора 1 относительно индуктора 8 осуществляется при -помощи винта, перемеща ощего станину в направляющих подставкн 48. Поворачивается и поднимается манипулятор вручиую маховнком 49.
Нагреваются изделия, например инструмент, индуктором, выполненным по форме загрузочных стаканов.
Работает станок следующим образом. Перед inycKOM настраивают реле времени «а время, соответствующее режимам закалки и отпуска. Термообрабатываемый инструмент загружают 1при ПОМОЩИ кассет пли специального загрузочного устройства в два или три ряда в загрузочный стакан 10. Загрузка производится на .позициях /, // и ///, при этом манипулятор поднимают вверх.
При ходе штока-рейки 14 приводного гидроцилиндра 5 шестерня 15 нри ломощи подиружиненного зуба 16 и храповика 17 поворачивает раонределительный вал 18 «а один оборот. За это Бремя манипулятор опускается, поворачивается яа Vs часть оборота и поднимается, т. е. хвостовики инструмента подаются в индуктор 8, и манипулятор фиксируется.
Опускается и поднимается манипулятор при помощи кулачка 19, установленного на распределительном валу 18, а поворачивается на 1/8 часть оборота механизмом мальтийского креста 21 через коническую передачу 20.
Диск мальтийского креста вместе с шестерней 25 поворачивает вал 24, на конце которого жестко закреплена головка 9. При подъеме манипулятора благодаря наличию фиксирующего диска 25 и фиксатора 26 осуществляется фиксация манипулятора. В конце рабочего хода штока-рейки 14 кулачок 27, установленный на распределительном валу 18, нажимает на концевой выключатель 28 и через реле времени переключает золотник, установленный на насосной установке 4.
При срабатывании реле времени золотник переключается, и цикл повторяется.
На позиции IV загруженные в стаканы 10 изделия зажимаются с помощью Кулачка 29, неподвижно установленного на направляющей гильзе 30. Зажим необходим вследствие втягивания нагреваемых изделий в индуктор.
При обкатывании по кулачку 29 толкатель 31 посредством пружины 32 воздействует на ось 33 с пр1ижимом 34 и резиновой губкой 35.
Для переналадки на другой размер инструмента прижим и губка могут перемещаться
благодаря наличию резьбы и шлица на конце оси 33.
На позиции У при подъеме манипулятора хвостовики инструмента попадают в индуктор 8, в этот момент Включается установка ТВЧ, и хвостовики инструмента нагреваются в течение времени, на которое настроено реле. При опускании манипулятора установка токов высокой частоты сразу же отключается.
На позиции VI спрейером 12 инструменты охлаждаются, на позиции VU разжимаются и на :позиции VUI выгрул аются.
Выгружается готовый инструмент гидроцилиндром 36, шток которого при ходе поршня
вниз нажимает на рейку 37, входящую в зацепление с валом-шестерней 38, на конце которой жестко закреплен загрузочный стакан 10. При повороте последнего на 180° готовый инструмент выгруж;ается в лото-к 7.
Возвращается загрузочный стакан в исходное положение пружиной.
Для обеспечения последовательности закалки инструмента и отпуска его в станине 2 смонтированы две стойки 39 и 40 с кулачками 41 и 42 для переключения концевых выключателей 43 и 44.
Стойки поворачиваются в два раза медленнее вала 24, от которого оси получают вращение через шестерни 46 и 47.
Кулачок 45, установленный на стойке 39, позволяет производить выгрузку обработанных деталей при каждом обороте манипулятора или через оборот, т. е. при отпуске. Во 1время закалки конец рейки 37 упирается в торец кулачка 45, и инструмент не выгружается, а после отпуска конец рейки проходит мимо кулачка, и готовый инструмент выгружается. Пульт управления 6 имеет как наладочный,
так и автоматический режимы работы.
Предмет изобретения
Станок для термообработки изделий с нагревом токами высо1кой частоты, содержащий
станину, поворотный стол с приводным гидроцилипдром и механизмами поворота и фиксации, систему охлаждения, индуктор, держатель для крепления изделий в процессе обработки, отличающийся тем, что, с целью возможности последовательного выполнения нескольких операций на различных режимах без выгрузки изделий, в станине станка установлены стойки с кулачками, имеющие общий привод с механизмами поворота и фиксации
поворотного стола.
Транссрорматор
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ ПОДРЕЗКИ КРУГЛЫХЗАГОТОВОК | 1969 |
|
SU251402A1 |
| ТРАНСПОРТНОЕ УСТРОЙСТВО | 1973 |
|
SU379999A1 |
| Станок для изготовления электрических катушек | 1983 |
|
SU1220021A1 |
| Манипулятор | 1989 |
|
SU1673430A1 |
| Автомат для сборки и сварки элементов электрических разъемов | 1978 |
|
SU780999A1 |
| Установка для обработки деталей | 1979 |
|
SU866392A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Автомат для сортировки подшипников качения по времени выбега | 1984 |
|
SU1185152A1 |