ГчЭ
со
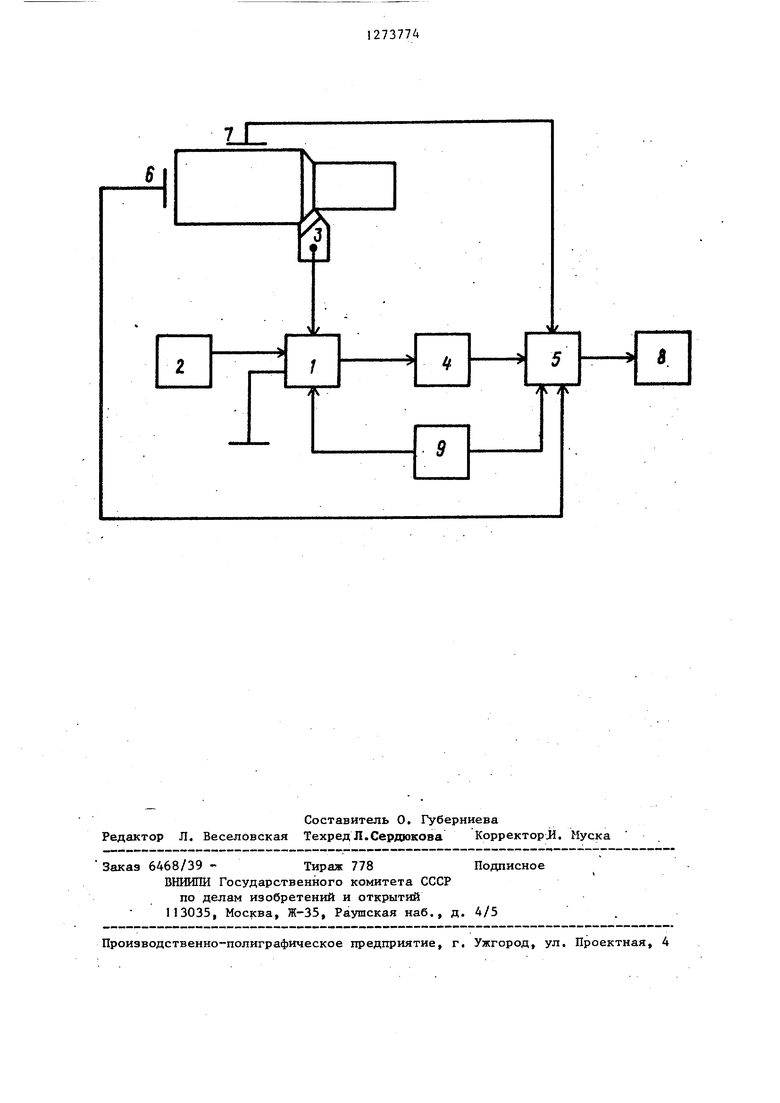
4:: « Изобретение относится к автоматическому управлению процессом резания, а именно к измерению скорости износа режущего инструмента. Цель изобретения - повышение точности путем отстройки от аддитивной и мультипликативной составляющих погрешности измерения. На чертеже изображена блок-схема устройства. Устройство содержит коммутатор 1, входы которого соединены с общей шиной, генератором 2 гфямоугольных импульсов стабильной амплитуды и частоты и естестйенной термопарой 3 инструмент - деталь, а выход - с входом блока 4 селективных усилителей. Выход блока 4 селективных усилителей соединен с одним из входов решающего блока 5,два других входа которого соединены соответственное датчиком6 угловой скорости детали и датчиком 7 ее диаметра, а выход - с регистратором 8. Управляющие входы коммутатора 1 и решающего блока 5 соединены с блоком 9 управления. Устройство работает следующим образом. Измерение скорости износа осуществляется в четыре такта. В первом такте измерения по сиг налу с блока 9 управления коммутатор 1 подключает вход блока 4 селективных усилителей к общей шине и в решающем блоке 5 фиксируется значение Uj,j , равное аддитивной составляющей погрешности измерения й , обусловленной напряжениями смещения в блоке 4 селективных усилителей. Во втором такте коммутатор 1 подключает к входу блока 4 селективных усилителей выход генератора 2 прямоугольных импульсов стабильной амплитуды и частоты и в решающем блоке 5. формируется значение (l + где и g - образцовое значение сигна ла с генератора прямоуголь ных импульсов на определен ной частоте; У - мультипликативная составляющая погрешности измере ния, обусловленная температурной нестабильностью блока селективных усилите лей, В третьем., к входу блока 4 селективных усгшителей подключается 4 3 и фиксируется значеермопараие иц,„,%ег +,11,АаЭ. где и, - истинное значение термоИстЭДС на определенной частоте. В последнем такте измерения решающий блок 5 вычисляет истинное значение величины термо-ЭДС, в значение которого не входит аддитивная и мультипликативная составляющие погрешности JflLiyaaLiyttsnJuL. п, Далее вычисленное истинное значение термо-ЭДС естественной термопа- ры 3 решающий блок 5 корректирует по скорости резания за счет сигна лов, поступающих на его входы с датчика 6 угловой скорости детали и датчика 7 ее диаметра. Выходной сигнал решающего блока 5, пропорциональный скорости износа режущего инструмента, поступает, на регистратор 8. Предлагаемое устройство позволяет получить более точный результат измерения путем исключения влияния на него аддитивной и мультипликативной составляющих погрешности, которые обусловлены нестабильностью измерительной схемы, Формула изобретения Устройство для измерения скорости износа режущего инструмента в процессе резания, содержащее термопару, образуемую режущим инструментом и обрабатываемой деталью, датчики угловой скорости и диаметра обрабатываемой детали, последовательно соединенные блок селективных усилителей, решающий блок и регистратор, входы решающего блока соединены с датчиками угловой скорости и диаметра обрабатываемой детали, о т ч а ю щ е р с я тем, что, с целью повьшхения точности, оно снабжено блоком управления, последова- .. тельно соединенными генератором прямоугольных импульсов и коммутатором, выход последнего связан с входом блока селективных усилителейу а входы - с термопарой и блоком управления, выход которого соединен с входом решающего блока.
LJT
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для исследования процесса резания | 1983 |
|
SU1249393A1 |
| Устройство для диагностики состояния процесса резания | 1983 |
|
SU1122476A1 |
| Устройство для измерения износа режущего инструмента | 1983 |
|
SU1113217A2 |
| Устройство контроля износа режущего инструмента | 1987 |
|
SU1446539A1 |
| Устройство для измерения температуры | 1986 |
|
SU1339413A1 |
| Устройство для измерения температуры | 1984 |
|
SU1268970A1 |
| Устройство для контроля износа режущей кромки инструмента | 1986 |
|
SU1371786A1 |
| Устройство для регулирования температуры электропечей | 1979 |
|
SU954968A1 |
| Способ определения температуры | 1985 |
|
SU1280338A1 |
| Устройство для определения информации о параметрах процесса резания | 1983 |
|
SU1119825A1 |
Изобретение относится к автоматическому управлению процессой реза.ния, а именно к измерению скорос,ти износа режущего инструмента.Цель изобретения - повьшение точности за Счет отстройки от аддитивной и муль типлккативной составляющих погрешности измерения. Решающий блок вычисляет истинное значение величины термо-ЭДС, в значение которого не входят аддитивная и мультипликативная составляющие погрешности U ист J где .5 (%„ -и,,)/и,,„ -и,,„ , ,. и - образцовое значение сигнала с генератора прямоугольных импульсов, - значение сигнала от общей шины, U,iv,2 значение сигнала от генератора прямоугольных импульсов, поступающее в решающий блок, и значение сигнала с термопары. . 1 ил.
L.
t r
S L.
| Устройство для измерения скорости износа режущего инструмента | 1974 |
|
SU523331A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
