(2J) 4251186/25-28.
(22) 29.05.87
(46) 23.12.88. Бюл. 1 47
(72) С.В.Коптяев и В,С.Плотников
(53)620.178.16(088.8)
(56)Кретинин О.В., ЕлепинА.П., Кварталов А.Р., Владимиров В.В. Сис- контроля работоспособности инструментов в процессе точения. Вопросы судостроения. - сер. Технология и организация судового машиностроения. 1983, вып. 32, с. 81.
(54)УСТРОЙСТВО КОНТРОЛЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА
(57)Изобретение относится к обработке металлов резанием, в частности к определению Износа режущего инструмента. Устройство содержит широкопо- лосный усилитель 1 взсод которого соединен -с естественной термопарой 2 инструмент - обрабатываемая детальs
а выход через блок 3 полосовых фильтров, блок 4 детекторов, блок 5 ключей, управляемьк блоком 6 управления, многоканальный АЦП 7 - с входом блоки 8 вычислений. Блок 6 управления выполнен в виде детектора 9, двух интеграторов 10 и 11, постоянные времени которых отличаются на порядок, и
.узла 12 сравнения. Сигнал (переменная составляющая термо-ЭДС естественной термопары 2 инструмент - обрабатъшае- мая деталь) усиливается широкополосным усилителем I, поступает на блок 3 полосовых фильтров для выделения гармоничных составляюйсих. Далее сигналы преобразуются в блоке 4 детекторов и через блок 5 ключей поступают на многоканальный АЦП 7, который служит для передачи информации об амплитуде гармоничных составляющих в цифровой форме в блок 8 вычислений. Блок 8 в соответствии с заложенным алгоритмом формирует сигнал, пропор- циональньп износу режущего инструмента. Блок 6 управления в моменты ручного изменения значений термо-ЭДС формирует сигнал, запирающий блок 5 ключей, и на входах блока 8 вычислений остаются предьздущие значения сигналов с блока 4 детекторов, которые хранятся в многоканальном АЦП 7. В установившемся режиме сигналЬ на выходах интеграторов 10 и П одинаковы, и блок 6 управления вьщает сигнал,
.разрешающий прохождение информации через блок 5 ключей с выхода блока 4 детекторов на вход многоканального АЦП 7. 2 ил.
с
4iDi
Ob
СП
со
CD
Изобретение относится к обработке металлов резанием, в частности определению износа режущего инструмента, и может быть использовано на любых типах металлорежущих станков.
Цель изобретения - повышение точности контроля.
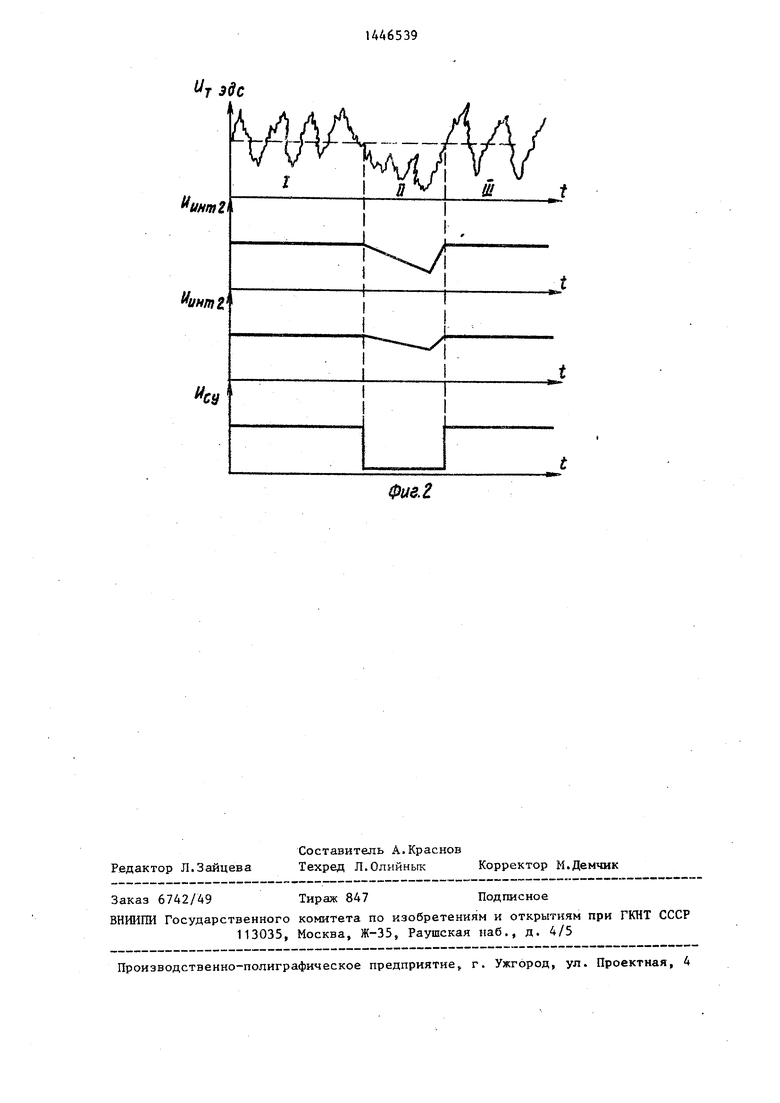
На фиг.1 показана структурная схема устройства контроля износа режущего инструмента; на фиг.2 - временные диаграммы, поясняющие работу блока управления.
Устройство содер кит широкопол о сньш усилитель 1, вход которого соединен с естестненной термопарой 2, инструмент - обрабатываемая деталь, а выход - через блок 3 полосовых фильтров, блок 4 детекторов, блок 5 ключей 9, управляемых блоком 6 управле- ния, многоканальньй АЦП 7 - с входом блока 8 вьгаислений. Причем блок 6 управления выполнен в виде детектора 9 двух интеграторов 10 и 11, постоянные времени которых отличаются иа порядок, и узла 12 сравнения, выход которого соединен с управляющим входом блока 5 ключей, а входы через интеграторы Ш и 11 - с выходом детектора 9, вход которого соединен с выходом широкополосного усилителя 1,
Устройство работает следующим образом.
Сигнал (переменная составляющая термо-ЭДС естественной термопары 2 инструмент обрабатываемая деталь), усиленный широкополосным усилителем 1, поступ-ает на вход блока 3 полосовых фильтров, где происходит вьщеле- ние отдег ьнь1Х гармонических состав- ляющих. Полученные сигналы преобразуются в блоке 4 детекторов и через блок 5 ключей поступают на многоканальный /ЩИ 7, который служит передает пнформации об амплитуде rap моиических составляющих з 1,ифровой форме в блок 8 вычислений, который в соответствии с за,1юже. в него алгоритмом формирует сигнал, пропор- циональь ый износу режущего инструмен та.
Сигнал термо-ЭДС с выхода широкополосного усилителя 1 проходит через
детектор 9, уср ёдняется интеграторами JO и 1 1 с различными постоянными времени. Выходные сигналы интеграторов равны в установившемся режиме - участки I и III и имеют существенные различия в моменты схода - участок II (фиг.2). Выходные сигналы интеграторов сравниваются узлом 12 сравнения.
При равенстве этих сигналов сравнивающий узел 12 формирует сигнал управления блоком 5 ключей и подключает выход блока 4 детекторов через многоканальный АЦП 7 к блоку 8 вычислений, где определяется текущее значение износа инструментов.
В случае неравенства сигналов интеграторов 10 и 11 блок 5 ключей запирается сигналом со сравнивающего узла 12, и на входах блока 8 вычислений остаются предыдущие значения сигналов с блока 4 детекторов, которые хранятся в многоканальном АЦП 7,
Формула изобретения
Устройство контроля износа режущего инструмента в процессе обработки детали, содержащее последовательно соединенные широкополосный усилитель блок полосовых фильтров, блок детекторов, многоканальный аналого-цифровой преобразователь (АЦП) и блок вы- числен ий, о т л и ч а ю щ е е с я тем, что, с целью повышения точности контроля, оно снабжено блоком ключей информационные входы которого соединены с выходами блока детекторов, а выходы - с входами многоканального АЦП, и блоком управления, вылолнен- ным в виде детектора, двух интеграторов с различной постоянной интегрирования и узла сравнения, выход которого соединеп с управляющим входом блока ключей, а входы через интеграторы соединены с выходом детектора, вход которого соединен с выходом широкополосного усилителя, который предназначен для соединения с естественной термопарой, образованной режущим инструментом и обрабатываемой деталью.
тздс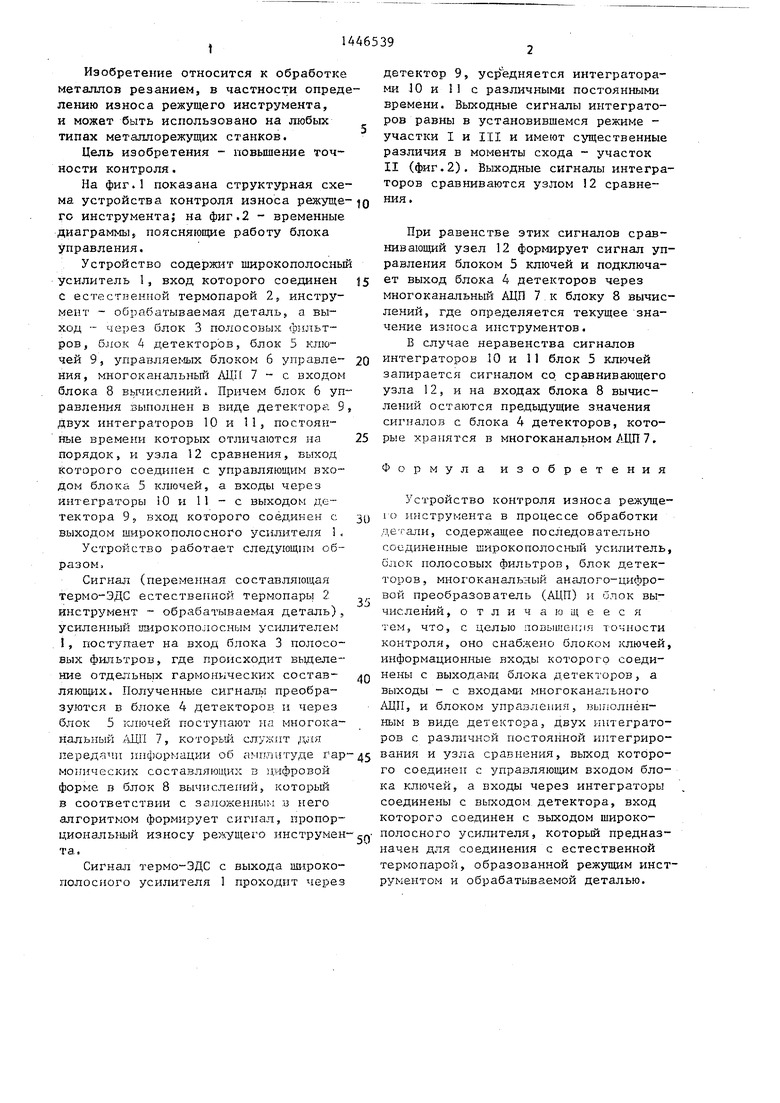
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для диагностики состояния процесса резания | 1983 |
|
SU1122476A1 |
| Устройство контроля затупления режущего инструмента | 1989 |
|
SU1753361A1 |
| Устройство для измерения износа режущего инструмента | 1983 |
|
SU1113217A2 |
| Устройство для измерения скорости износа режущего инструмента в процессе резания | 1985 |
|
SU1273774A1 |
| МНОГОКАНАЛЬНЫЙ ПРИЕМНИК ДЛЯ РАДИОТЕРМОМЕТРИЧЕСКОЙ ДИАГНОСТИКИ | 2020 |
|
RU2754287C1 |
| Устройство для управления металлорежущими станками | 1986 |
|
SU1364438A1 |
| Устройство для исследования процесса резания | 1983 |
|
SU1249393A1 |
| Многоканальное устройство для измерения температуры вращающегося объекта | 1980 |
|
SU924522A1 |
| Многоканальное устройство для измерения температуры вращающегося объекта | 1983 |
|
SU1163164A1 |
| Способ акустико-эмиссионного контроля процесса точечной контактной сварки и устройство для его осуществления | 1989 |
|
SU1773640A1 |
tiHmZ
UMIDt
Фае. 2
