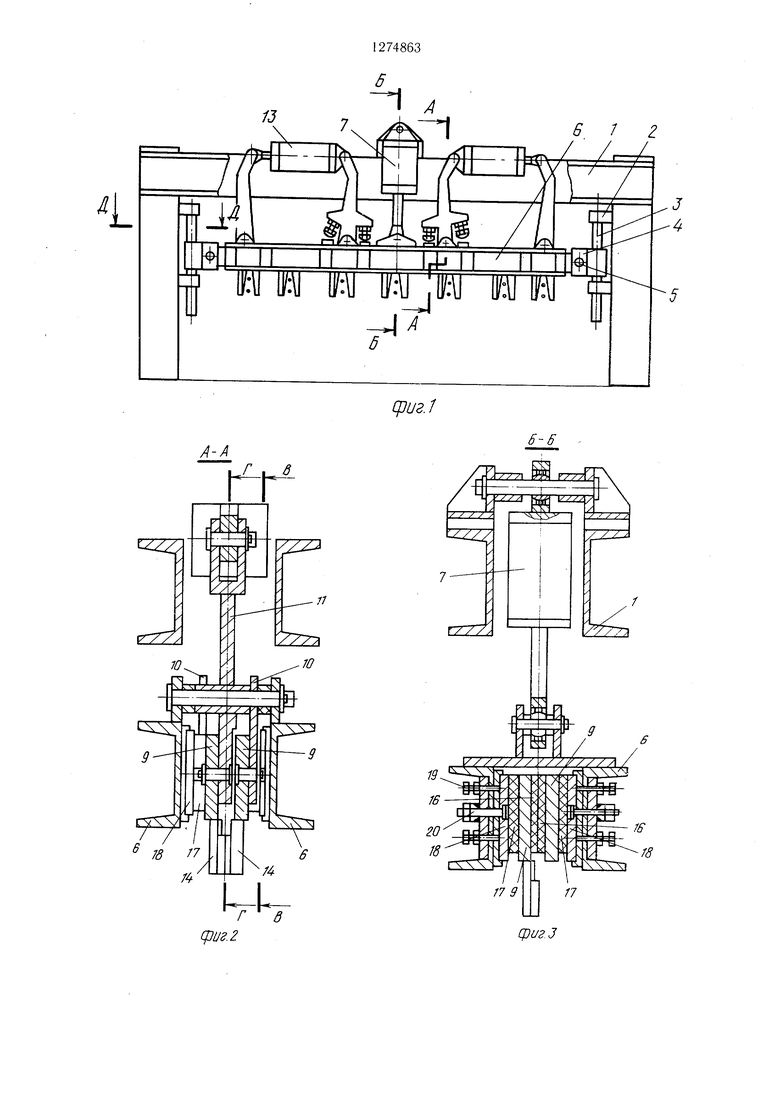
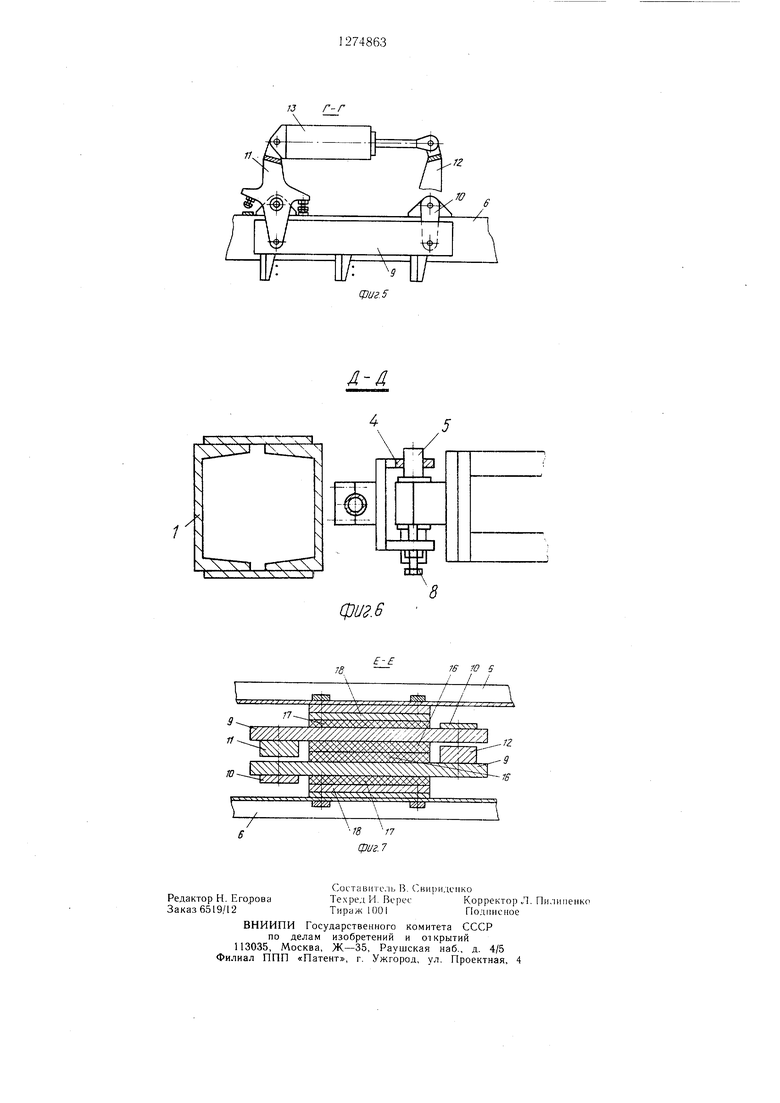
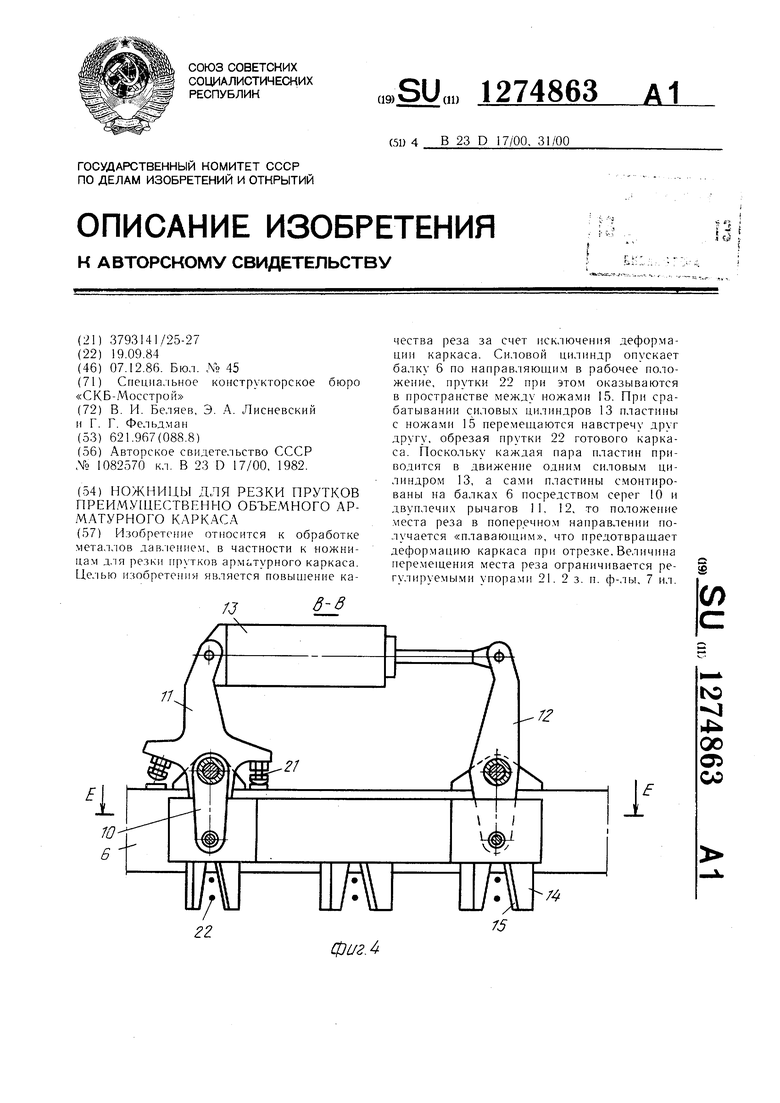
Изобретение относится к обработке металлов давлением, в частности к ножницам лля резки прутков арматурного каркаса. ЦелЕоЮ изобретения является повышение качества реза за счет исключения деформации каркаса. На фиг. 1 схематично изображены ножницы для резки объемного арматурного каркаса, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б - Б на фиг. 1; на фиг. 4 - разрез В - В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - разрез Д-Д на фиг. I; на фиг. 7 - разрез Е-Е на фиг. 4. Ножницы для резки объемного армаTypiioro каркаса содержат П-образную станину 1, на которой посредством вертикальны.х направляющих 2 и скалок 3, а также горизонтальных направляюш,их 4 в виде проушин и скалок 5 установлены две параллельные горизонтальные несущие балки 6. Балки 6 перемешаются по вертикали посредством установленного на станине I СИ/1ОВО1Ч) цилиндра 7, а по горизонтали - посредством болтов 8. балками 6 с одной стороны силового цилиндра 7 и с другой его стороны попарно и параллельно установлены п.пастины 9, одна из которых с одной стороны шарнирно соединена с балкой 6 посредством серьги 10, а .с другой стороны - посредством двуплечего рычага 11. Другая пластина 9, параллельная первой, также соеди11ена с балкой 6 с одной стороны посредством серьги 10, а с другой стороны - посредством двуплечего рычага 12. Двуплечие рычаги 11 и 12 каждой пары параллельных пластин 9 соединены между собой силовым цилиндром 13, обеспечивающим перемешение пластин 9 по горизонта ли относительно друг друга. В нижней части пластин 9 смонтированы кронштейны 14 с ножами 15, направленные своими режушими кромками навстречу друг другу, т. е. на одной пластине 9 ножи 15 ориентирова111 1 своими режушими кро.мками в одну сторону, а на другой пластине 9, параллельной первой, ножи 15 ориентированы своими режунхими кромками в другую сторону, навстречу режущим кромкам ножей 15 на первой пластине 9. С каждой стороны каждой пластины 9 смонтированы направляюшие п/шстины 16 и 17 и регулируемые пласти1п 1 18. Регулировка зазора между пластинами 17 и 18, а также установка ножей 15 в вертикальной плоскости осуил,ествляется упорными болтами 19 и стяжными болтами 20. На двуплечем рычаге 11 смонтировапы регулируемые упоры 21. Работа ножниц для резки объемного арматурного каркаса, состояшего из продольных прутков 22 и поперечных (не показаны), осуществляется следующим образом. В конце линии для изготовления каркаса готовый объемный каркас подается в зону резания. Силовой цилиндр 7 опускает балку 6 на скалках 3 по направляющи.м J в рабочее положение, прутки 22 при этом оказывают-. ся в пространстве между ножа.ми 15. При срабатывании силовых цилиндров 13 пластины 9 с ножами 15 перемещаются павстречу друг другу, обрезая прутки 22 готового каркаса. Поскольку каждая пара пластин 9 приводится в движение одним силовым цилиндром 13, а са.ми пластины 9 смонтированы на балках 6 посредством серег 10 и двуплечих рычагов 11 и 12, то положение места реза в поперечном направлении получается «плавающим, что предотвращает деформацию каркаса при отрезке. Величина перемещения места реза ограничивается регулируемыми упорами 21. Для получения возможности пере.мещения плоскости реза в продольном направлеНИИ балки 6 можно передвинуть по горизонтали посредством болтов 8. Формула изобретения 1. Ножницы для резки прутков преимущественно объемного арматурного каркаса, содержащие станину с закрепленными на ней горизонтально двумя параллельными несущими балками, установленными с возможностью рабочего вертикального и рерулировочного горизонтального перемещений, расположенные между ними пары рабочих инструментов и привод, отличающиеся тем, что, с целью повьциения качества реза за счет исключения деформации каркаса, они снабжены парами пластин, а также двуплечими рычагами и серьгами, шарнирно установленными па несущих балках, и регулируемыми упорами, пары пластин расположены между иесуииши ба,1ками, на них смонтированы рабочие инструменты. концы каждой из пластин шарнирио соединены соответственно с плечом двуплечего рычага и с серьгой, при этом свободные концы двуплечих рычагов соединены с фиводом. 2.Ножницы по п. I. отличающиеся тем, что регулируемые упоры закреп;|ены на двуплечих рычагах с возможностью взаимодействия с несущей балкой. 3.Ножницы по п. 1, отличающиеся тем, что привод двуплечих рычагов выполнен в виде силовых цилиндров.
cpuB.J
A-A
r в
CpUS.2
CPU2.J
гг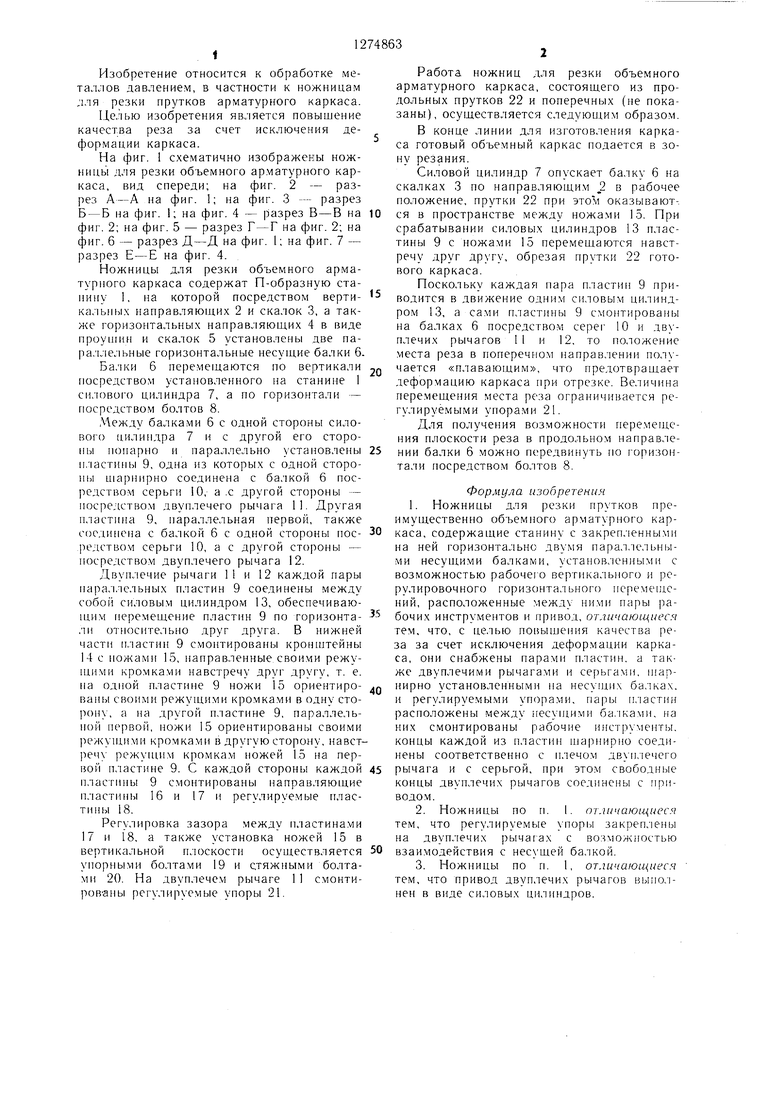
| название | год | авторы | номер документа |
|---|---|---|---|
| Летучие ножницы | 1981 |
|
SU998015A1 |
| Кривошипные ножницы для резки заготовок | 1983 |
|
SU1133048A2 |
| Линия для изготовления пространственных арматурных каркасов | 1988 |
|
SU1579614A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
| Навесные ножницы для резки отходов кабелей и проводов | 1988 |
|
SU1641529A1 |
| Аллигаторные ножницы | 1986 |
|
SU1338983A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Автоматическая линия для производства арматурных сеток | 1987 |
|
SU1496885A1 |
| ПРИЖИМНОЕ УСТРОЙСТВО К НОЖНИЦАМ | 1994 |
|
RU2074057C1 |
л-л
5
| Ножницы для резки проката | 1982 |
|
SU1082570A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
