Л-Л
(Л
оо
00 00 ND
СО
-J7
Cfjue.7
При изменении типоразмера свариваемого каркаса балка с цанговыми захватами перемещается вверх или вниз посредством привода. Электрододержатели 39 поворачивают вокруг оси 38 на 90°, используя при
этом систему рычагов 45. В рабочее положение перемещается другая пара промежуточных электродов. Линия позволяет сваривать арматурные каркасы различных типоразмеров, i 3. п. ф-лы, 7 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Линия для изготовления арматурных каркасов | 1985 |
|
SU1255339A1 |
| Линия для изготовления арматурных каркасов | 1985 |
|
SU1297977A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| Линия для контактной точечной сварки пространственных арматурных каркасов | 1975 |
|
SU556876A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Установка для изготовления арматурных каркасов | 1977 |
|
SU1049151A1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
Изобретение относится к области машиностроения, в частности к производству линий для изготовления пространственных арматурных каркасов, и может найти применение в строительной индустрии при изготовлении железобетонных . конструкций. Цель изобретения - расширение технологических возможностей за счет изменения расстояния между продольными прутками.
1
Изобретение относится к машиностроению, в частности к производству линий для изготовления пространственных арматурных каркасов, и может найти применение в строительной индустрии при изготовлении железобетонных конструкций.
Цель изобретения - расширение технологических возможностей путем изменения расстояния между продольными прутками.
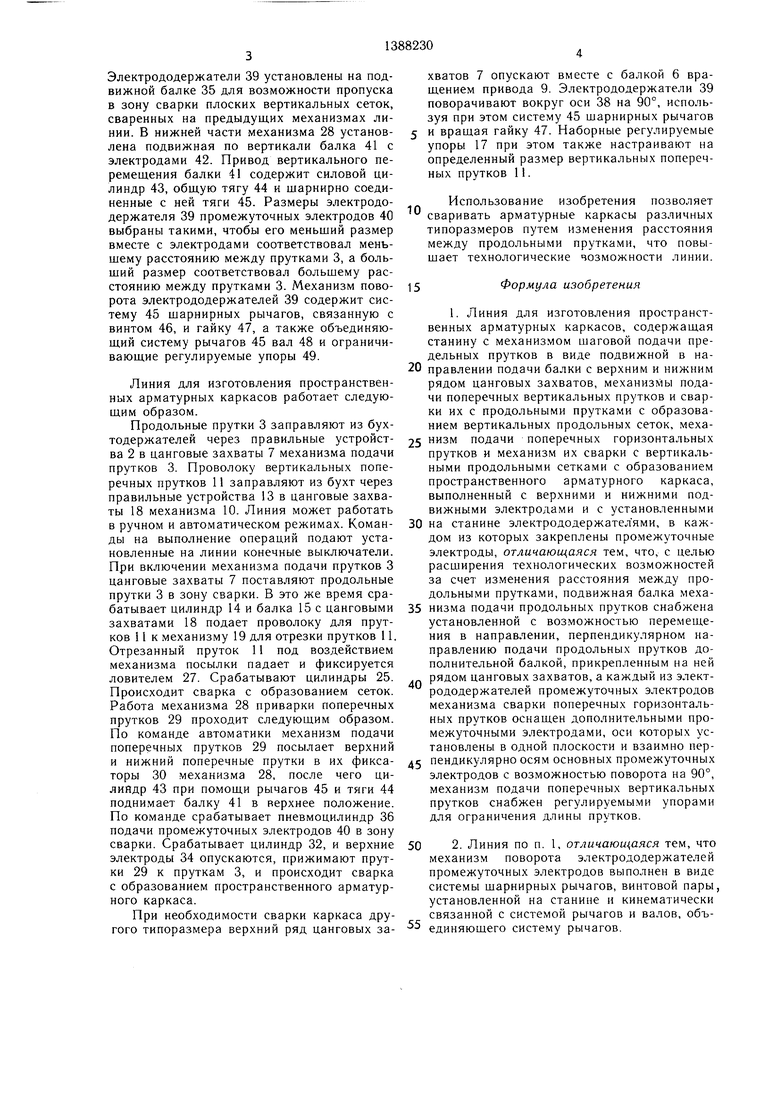
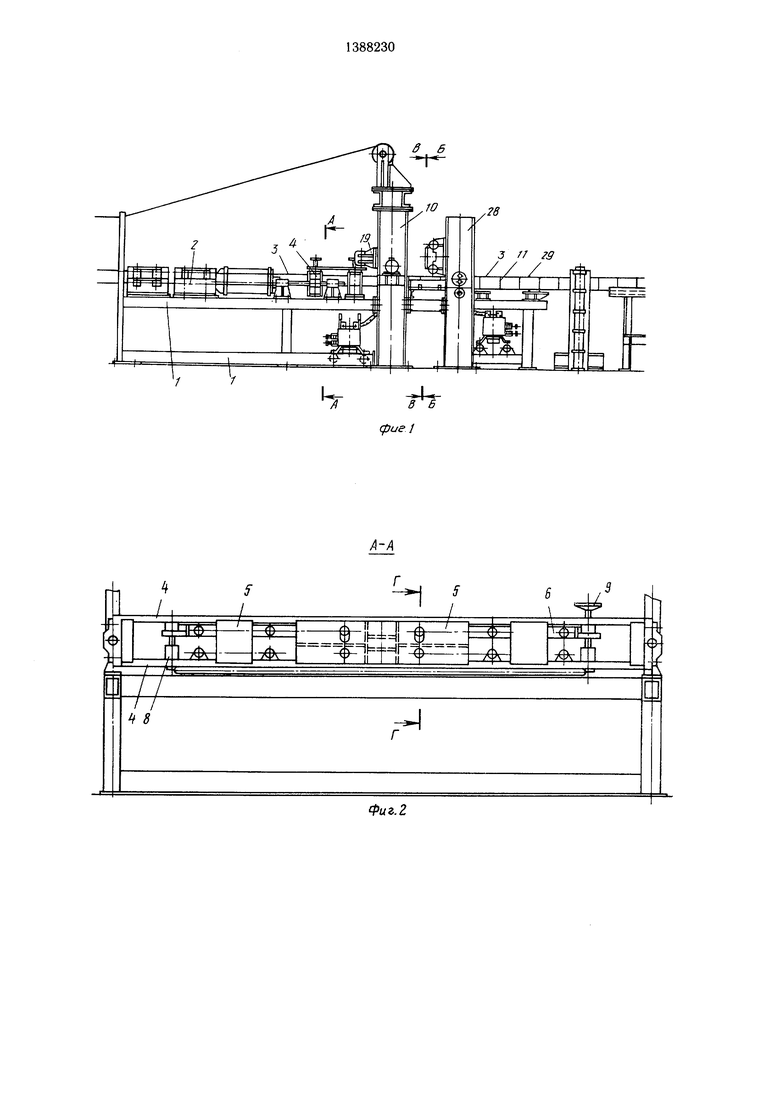
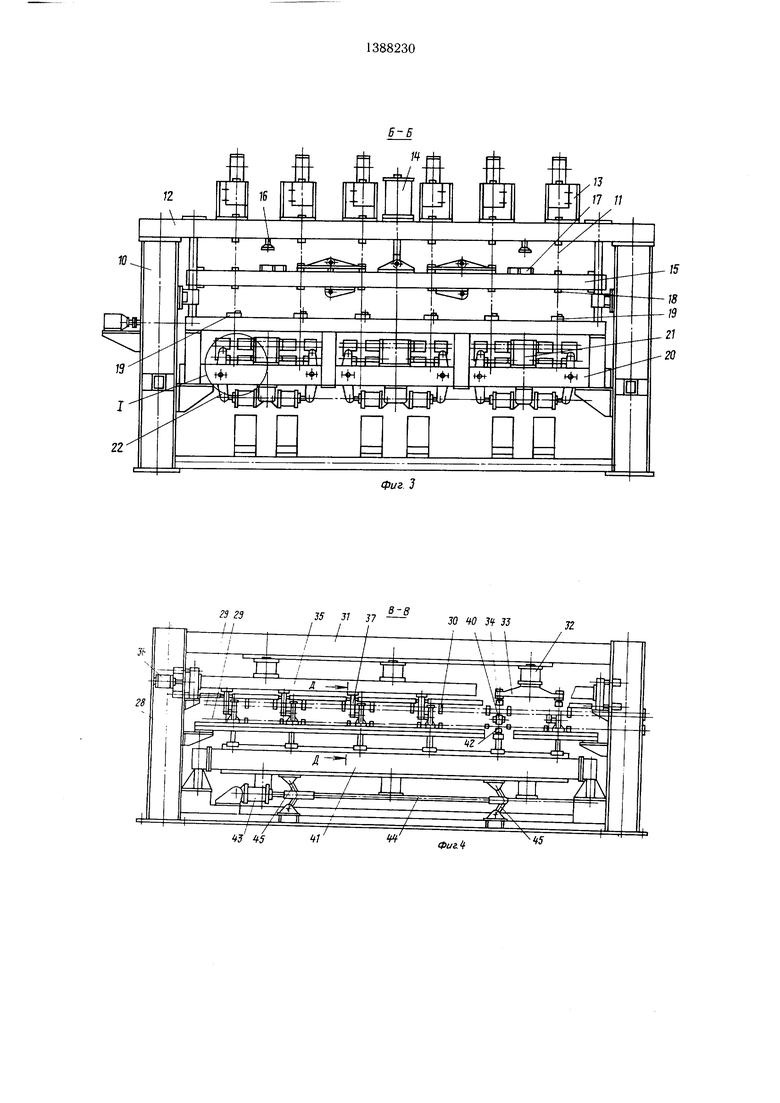
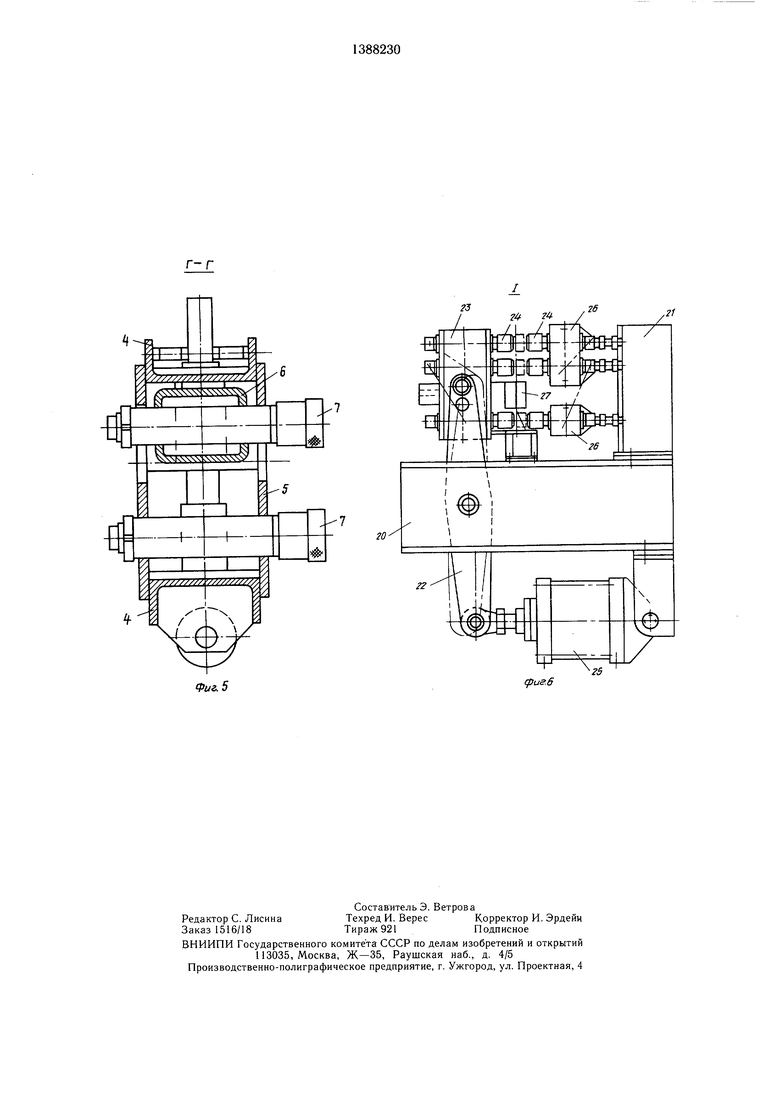
На фиг. 1 схематически изображена предлагаемая линия для изготовления пространственных арматурных каркасов, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг . 1; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - узел I на фиг. 3; на фиг. 7 - разрез Д-Д на фиг. 4.
Линия для сварки пространственных арматурных каркасов содержит станину 1, на которой закреплены правильные устройства 2, механизм шаговой подачи продольных прутков 3, который выполнен в виде подвижной по горизонтали пространственной балки 4. Последняя выполнена из двух параллельных швеллеров, соединенных между собой поперечными перемычками 5. Внутри швеллеров балки 4 параллельно им установлена исполнительная балка 6, в которой закреплен верхний ряд цанговых захватов 7. Нижний ряд цанговых захватов 7 закреплен на нижнем швеллере балки 4 при помощи кронштейнов или непосредственно в перемычках 5. Дополнительная балка 6 с верхним рядом цанговых захватов 7 может перемешаться в направляющих 8 при помоши ручного привода 9 в виде винтовой пары. Для беспрепятственного перемещения верхнего ряда цанговых захватов 7 вверх или вниз в перемычках 5 выполнены вертикальные пазы.
За механизмом шаговой подачи продольных прутков 3 установлен механизм 10 подачи и сварки поперечных вертикальных прутков 11 и приварки их к продольным горизонтальным пруткам 3 с образованием вертикальных сеток. Механизм 10 содержит установленные на поперечном элементе 12 его рамы правильные устройства ,13 и силовой цилиндр 14, соединенный своим штоком с подвижной по вертикали балкой 15. На поперечном элементе 12 рамы механизма 10
подачи вертикальных прутков 11 и на подвижной балк е 15 этого механизма установлены соответственно опоры 16 и регулируемые по высоте упоры 17, обеспечивающие
ограничение перемещения подвижной балки 15, а следовательно, и длину поперечных вертикальных прутков 11, протягиваемых на соответствующую длину установленными на балке 15 цанговыми захватами 18. Длина
прутков 11 соответствует расстоянию между продольными прутками 3, которое устанавливается перемещением и фиксацией верхнего ряда цанговых захватов 7 при помоши привода 9 перемещения балки 6. После протягивания или подачи вертикальных прут5 ков 11 на определенную длину, обусловленную отрегулированными упорами 17, прутки 11 отрезаются типовым механизмом 19 их отрезки. Механизм 10 содержит также смонтированные на несущем элементе 20 его рамы сварочные устройства 21, каждое
0 из которых включает двуплечий рычаг 22 с подвижным электрододержателем 23 для электродов 24, привод поворота рычага 22 в виде силового цилиндра 25, неподвижные Электрододержатели 26 для электродов 24
5 и ловитель 27 для отрезанных прутков 11.
За механизмом 10 подачи и сварки поперечных вертикальных прутков I1 смонтирован механизм 28 подачи и сварки верхних и нижних поперечных горизонтальных прут0 ков 29, объединяющих снаружи вертикальные сетки между собой с образованием пространственного арматурного каркаса. Правильные и протягивающие устройства механизма 28 подают прутки 29 в фиксаторы 30 механизма 28. На неподвижном несущем
5 элементе 31 рамы механизма 28 установлены силовые цилиндры 32, на штоке каждого из которых смонтировано коромысло 33 с электродами 34. На раме механизма 28 смонтирована подвижная в поперечном направлении балка 35 с приводом в виде силового цилиндра 36. К балке 35 присоединены кронштейны 37, на каждом из которых при помощи шарнирной оси 38 установлен с возможностью поворота электрододержатель 39 с промежуточными электродами 40. Каждый
5 электрод 40 установлен под прямым углом по отношению к рядом расположенному.
Электрододержатели 39 установлены на подвижной балке 35 для возможности пропуска в зону сварки плоских вертикальных сеток, сваренных на предыдущих механизмах линии. В нижней части механизма 28 установлена подвижная по вертикали балка 41 с электродами 42. Привод вертикального перемещения балки 41 содержит силовой цилиндр 43, общую тягу 44 и щарнирно соединенные с ней тяги 45. Размеры электродо- держателя 39 промежуточных электродов 40 выбраны такими, чтобы его меньщий размер вместе с электродами соответствовал меньшему расстоянию между прутками 3, а больший размер соответствовал большему расстоянию между прутками 3. Механизм поворота электрододержателей 39 содержит систему 45 шарнирных рычагов, связанную с винтом 46, и гайку 47, а также объединяющий систему рычагов 45 вал 48 и ограничивающие регулируемые упоры 49.
Линия для изготовления пространственных арматурных каркасов работает следующим образом.
Продольные прутки 3 заправляют из бух- тодержателей через правильные устройства 2 в цанговые захваты 7 механизма подачи прутков 3. Проволоку вертикальных поперечных прутков 11 заправляют из бухт через правильные устройства 13 в цанговые захваты 18 механизма 10. Линия может работать в ручном и автоматическом режимах. Команды на выполнение операций подают установленные на линии конечные выключатели. При включении механизма подачи прутков 3 цанговые захваты 7 поставляют продольные прутки 3 в зону сварки. В это же время срабатывает цилиндр 14 и балка 15 с цанговыми захватами 18 подает проволоку для прутков 11 к механизму 19 для отрезки прутков 11. Отрезанный пруток 11 под воздействием механизма посылки падает и фиксируется ловителем 27. Срабатывают цилиндры 25. Происходит сварка с образованием сеток. Работа механизма 28 приварки поперечных прутков 29 проходит следующим образом. По команде автоматики механизм подачи поперечных прутков 29 посылает верхний и нижний поперечные прутки в их фиксаторы 30 механизма 28, после чего цилиндр 43 при помощи рычагов 45 и тяги 44 поднимает балку 41 в верхнее положение. По команде срабатывает пневмоцилиндр 36 подачи промежуточных электродов 40 в зону сварки. Срабатывает цилиндр 32, и верхние электроды 34 опускаются, прижимают прутки 29 к пруткам 3, и происходит сварка с образованием пространственного арматурного каркаса.
При необходимости сварки каркаса другого типоразмера верхний ряд цанговых захватов 7 опускают вместе с балкой 6 вращением привода 9. Электрододержатели 39 поворачивают вокруг оси 38 на 90°, используя при этом систему 45 шарнирных рычагов и вращая гайку 47. Наборные регулируемые упоры 17 при этом также настраивают на определенный размер вертикальных поперечных прутков 11.
10
Использование изобретения позволяет сваривать арматурные каркасы различных типоразмеров путем изменения расстояния между продольными прутками, что повышает технологические возможности линии.
Формула изобретения
15
0 на станине электрододержател ями, в каждом из которых закреплены промежуточные электроды, отличающаяся тем, что, с целью расширения технологических возможностей за счет изменения расстояния между продольными прутками, подвижная балка меха5 низма подачи продольных прутков снабжена установленной с возможностью перемещения в направлении, перпендикулярном направлению подачи продольных прутков дополнительной балкой, прикрепленным на ней
40
рядом цанговых захватов, а каждый из электрододержателей промежуточных электродов механизма сварки поперечных горизонтальных прутков оснащен дополнительными промежуточными электродами, оси которых установлены в одной плоскости и взаимно пер- д5 пендикулярно осям основных промежуточных электродов с возможностью поворота на 90°, механизм подачи поперечных вертикальных прутков снабжен регулируемыми упорами для ограничения длины прутков.
50 2. Линия по п. 1, отличающаяся тем, что механизм поворота электрододержателей промежуточных электродов выполнен в виде системы шарнирных рычагов, винтовой пары установленной на станине и кинематически связанной с системой рычагов и валов, объ55
единяющего систему рычагов.
8 б
16
и
4+
4t
.
y 454
I/
0
n Л
-/5
-4W /9
2 -20
4i
«н
Ч
II
JZ
Vf
Фиг. if
fpuz. 5
(риг.б
| Линия для контактной точечной сварки пространственных арматурных каркасов | 1975 |
|
SU556876A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
