Изобретение относится к производству сварных сеток, в частности к автоматическим линиям для производства арматурных сеток.
Цель изобретения - расширение технологических возможностей путем обес- .печения выпуска широкой номенклатуры
сеток сложной конфигурации с про--: емами.
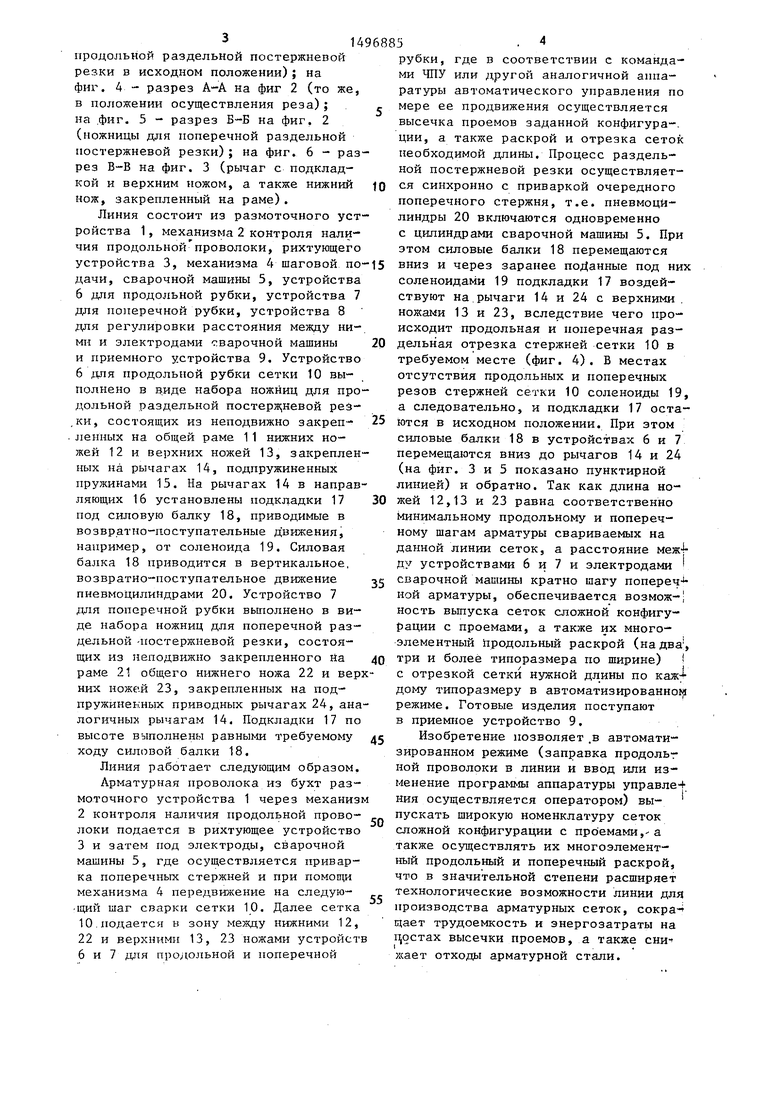
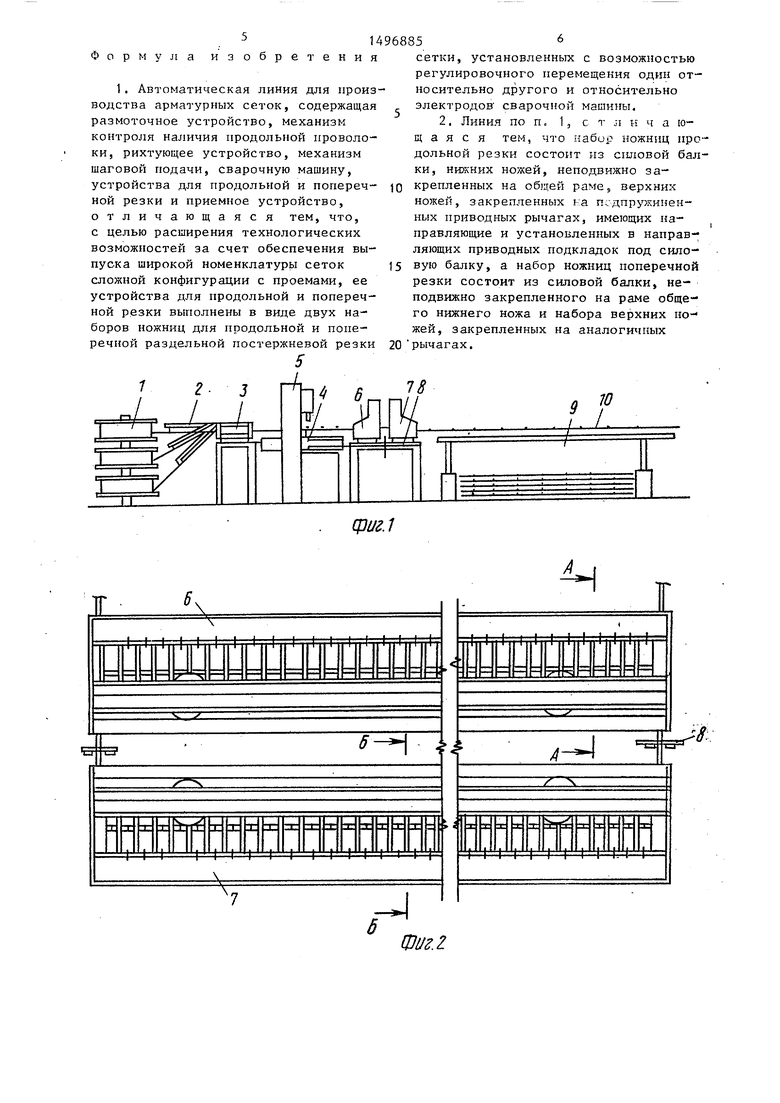
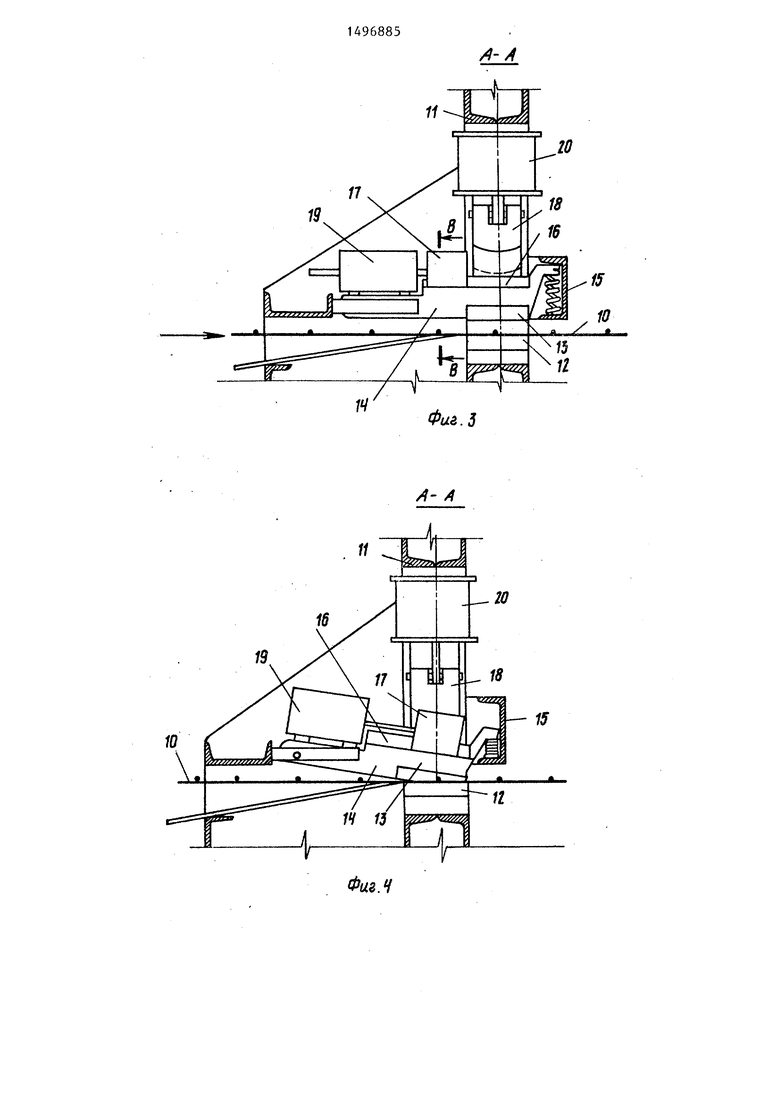
На фиг. 1 изображена компоновочная схема автоматической линии; на фиг.2- устройства для продольной и поперечной рубки, вид сверху; на фиг. 3 - разрез А-А на фиг. 2 (ножницы для
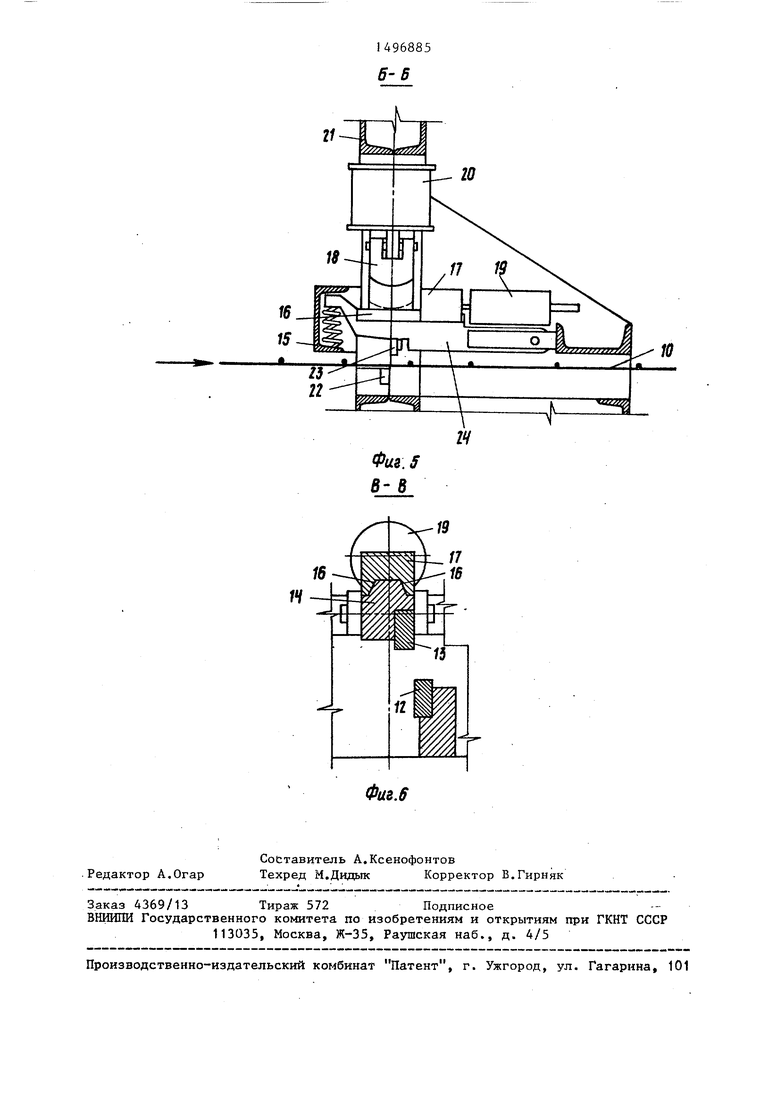
продольной раздельной постержневой резки в исходном положении); на фиг. 4 - разрез А-А на фиг 2 (то же, в положении осуществления реза); на .фиг. 5 - разрез Б-Б на фиг. 2 (ножницы для поперечной раздельной постержневой резки); на фиг. 6 - разрез В-В на фиг. 3 (рычаг с подкладкой и верхним ножом, а также нижний нож, закрепленный на раме).
Линия состоит из размоточного устройства 1, механизма 2 контроля наличия продольной проволоки, рихтующего
рубки, где в соответствии с командами ЧПУ или другой аналогичной аппаратуры автоматического управления по мере ее продвижения осуществляется высечка проемов заданной конфигура-. ции, а также раскрой и отрезка сеток необходимой длины. Процесс раздельной постержневой резки осуществляется синхронно с приваркой очередного поперечного стержня, т.е. пневмоцй- линдры 20 включаются одновременно с цилиндрами сварочной машины 5. При этом силовые балки 18 перемещаются
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространственных арматурных каркасов | 1988 |
|
SU1579614A1 |
| Линия для изготовления арматурных изделий | 1987 |
|
SU1447605A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Линия для изготовления арматурных каркасов | 1983 |
|
SU1189624A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Установка для изготовления арматурных каркасов | 1977 |
|
SU1049151A1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| Устройство для изготовления сварных сеток | 1989 |
|
SU1632701A1 |
| Установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841974A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
Изобретение относится к производству сварных арматурных сеток и позволяет расширить технологические возможности линии для производства арматурных сеток за счет обеспечения выпуска широкой номенклатуры сеток сложной конфигурации и с проемами. Линия состоит из размоточного устройства, механизма контроля наличия продольной проволоки, рихтующего устройства, механизма шаговой подачи, сварочной машины, устройства для продольной рубки, устройства для поперечной рубки, устройства для регулировки расстояния между ними и электродами сварочной машины и приемного устройства. Устройство для продольной рубки сетки выполнено в виде набора ножниц для продольной раздельной постержневой резки, состоящих из неподвижно закрепленных на общей раме нижних ножей и верхних ножей, закрепленных на рычагах, подпружиненных пружинами. На рычагах в направляющих установлены подкладки под силовую балку, приводимые в возвратно-поступательное движение от соленоида. Силовая балка приводится в возвратно-поступательное движение пневмоцилиндрами. Устройство для поперечной рубки выполнено в виде набора ножниц для поперечной раздельной постержневой резки, состоящих из неподвижно закрепленного на раме общего нижнего ножа и верхних ножей, закрепленных на подпружиненных приводных рычагах, аналогичных рычагам устройства продольной рубки. По ходу сварки сетки осуществляется вырубка ее потребной конфигурации и проемов посредством срабатывания одновременно со сварочной машиной силовых балок от пневмоцилиндров, которые через поданные под них соленоидами прокладки воздействуют на рычаги с ножами. 1 з.п.ф-лы, 6 ил.
устройства 3, механизма 4 шаговой по-15 вниз и через заранее поданные под них
дачи, сварочной машины 5, устройства 6 для продольной рубки, устройства 7 для поперечной рубки, устройства 8 для регулировки расстояния между ними и электродами -сварочной машины и приемного устройства 9. Устройство 6 для продольной рубки сетки 10 выполнено в виде набора ножниц для продольной раздельной постерж,невой резки, состоящих из неподвижно закреп- леппых на общей раме 11 нижних ножей 12 и верхних ножей 13, закрепленных на рычагах 14, подпружиненных пружинами 15. На рычагах 14 в направляющих 16 установлены подкладки 17 под силовую балку 18, приводимые в возвратно-поступательные движения, например, от соленоида 19. Силовая балка 18 приводится в вертикальное, возвратно-поступательное движение пневмоцилиндрами 20. Устройство 7 ;щя поперечной рубки вьшолнено в виде набора ножниц для поперечной раздельной -постержневой резки, состоящих из неподвижно закрепленного йа раме 21 общего нижнего ножа 22 и верних ноже.й 23, закрепленных на подпружиненных приводных рычагах 24, аналогичных рычагам 14. Подкладки 17 по высоте выполнены равными требуемому ходу силовой балки 18.
Линия работает следующим образом.
Арматурная проволока из бухт размоточного устройства 1 через механиз
2контроля наличия продольной проволоки подается в рихтующее устройство
3и затем под электроды, сварочной машины 5, где осуществляется приварка поперечных стержней и при помощи механизма 4 передвижение на следую.щий шаг сварки сетки 10. Далее сетка 10.подается в зону между нижними 12, 22 и верхними 13, 23 ножами устройст 6 и 7 для продольной и поперечной
0
5
0
5
0
5
0
5
соленоидами 19 подкладки 17 воздействуют на.рычаги 14 и 24 с верхними . ножами 13 и 23, вследствие чего происходит продольная и поперечная раздельная отрезка стержней сетки 10 в требуемом месте (фиг. 4). В местах отсутствия продольных и поперечных резов стержней сетки 10 соленоиды 19, а следовательно, и подкладки 17 оста- 1ются в исходном положении. При этом силовые балки 18 в устройствах 6 и 7 перемещаются вниз до рычагов 14 и 24 (на фиг. 3 и 5 показано пунктирной линией) и обратно. Так как длина ножей 12,13 и 23 равна соответственно Минимальному продольному и поперечному шагам арматуры свариваемых на данной линии сеток, а расстояние ду устройствами 6 и 7 и электродами сварочной машины кратно шагу попереч- - ной арматуры, обеспечивается возмож-- ность вьшуска сеток сложной конфигурации с проемами, а также их много- элементный Продольный раскрой (на два , три и более типоразмера по ширине) с отрезкой сетки нужной длины по каж; дому типоразмеру в автоматизированном режиме. Готовые изделия поступают в приемное устройство 9.
Изобретение позволяет .в автоматизированном режиме (заправка продолы ной проволоки в линии и ввод или изменение программы аппаратуры управле4 ния осуществляется оператором) вы- пускать широкую номенклатуру сеток сложной конфигурации с проемами,-а также осуществлять их многоэлемент- ный продольный и поперечный раскрой, что в значительной степени расширяет технологические возможности линии для производства арматурных сеток, сокра- щает трудоемкость и энергозатраты на хвостах высечки проемов, а также сни- жает отходы арматурной стали.
70
(риг.1
Фи.г
Фа.Ч
Фи&.З
10
15
21
1496885
б-В
Ю
| Автоматическая линия для сварки сеток | 1974 |
|
SU555953A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ,(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА АРМАТУРНЫХ СЕТОК i(57) Изобретение относится к произ водству сварных арматурных сеток и позволяет расширить технологические возможности линии для производства арматурных сеток за счет обеспечения выпуска широкой номенклатуры сеток сложной конфигурации с проемами | |||
| Линия состоит из размоточного устройства, механизма контроля наличия продольной проволоки, рихтующего устрой.ства, механизма шаговой подачи, сварочной машины, устройства для продольной рубки, устройства для поперечной рубки, устройства для регулировки расстояния между ними и элект- I родами сварочной машины и приемного устройства | |||
| Устройство для продольной рубки сетки выполнено в вице набора ножниц для продольной раздельной постержневой резки, состоящих из неподвижно закрепленных на общей раме нижних ножей и верхних ножей, закрепленных на рычагах, подпружиненных пружинами | |||
| На рычагах в направляющих установлены подкладки под силовую балку, приводимые в возвратно- поступательное движение от соленоида | |||
| Силовая балка приводится в возвратно- поступательное движение пневмоци- линдрами | |||
| Устройство для поперечной рубки выполнено в виде набора ножниц для поперечной раздельной постержневой резки, состоящих из неподвижно закрепленного на раме общего нижнего ножа и верхних ножей, закрепленных на подпружиненных приводных рычагах, аналогичных рычагам устройства продольной рубки | |||
| По ходу сварки сетйи осуществляется вырубка ее потребной конфигурации и проемов посредством срабатывания одновременно со сварочной машиной силовых балок от пневмо- цилиндров, которые через поданные под них соленоидами прокладки воздействуют на рычаги с ножами | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ф-лы, 6 ил | |||
| § (Л | |||
