1
Изобретение относится к сварочной технике и может быть использовано, например при изготовлении объемных арматурных каркасов железобетонных изделий из арматурной проволоки.
Известна установка для изготовления арматурных каркасов, содержащая устройство для контактной точечной сварки и установленные на станине механизм подачи поперечных прутков и механизм шаговой подачи каркасов 1.
Известная установка не обеспечивает возможности сварки объемных каркасов с многоярусным размещением плоских заготовок-лесенок, так как механизм подачи поперечных прутков под электроды, установленный внутри подвижных рамок с возможностью продольного перемещения, дает возможность сварки в каркасе .не более двух заготовок-лесенок.
Известно также устройство для многоточечной контактной сварки объемных каркасов, содержащее машину для многоточечной контактной сварки и механизм подачи, выполненный в виде транспортера и щаговой тележки с кареткой, снабженной фиксатором и траверсой с захватами, причем на транспортере смонтирована кассета с набором шаговых реек, взаимодействующая с фиксатором каретки щаговой тележки 2.
Недостатком известного устройства является то, что на нем не обеспечивается возможность сварки поперечных каркасов-лесенок с шагом, меньшим высоты просвета между продольными прутками. Минимальный шаг между поперечными каркас-лесенками обеспечивает возможность их сварки
0 в объемный каркас и равен расстоянию между промежуточными электродом и ранее сваренным каркас-лесенкой. Кроме того, заправка поперечных каркас-лесенок между парами продольных прутков и их установка, а также сварка ограничивают возможности
5 получения любых комбинаций шагов поперечного армирования и не позволяют автоматизировать процесс сварки объемного каркаса.
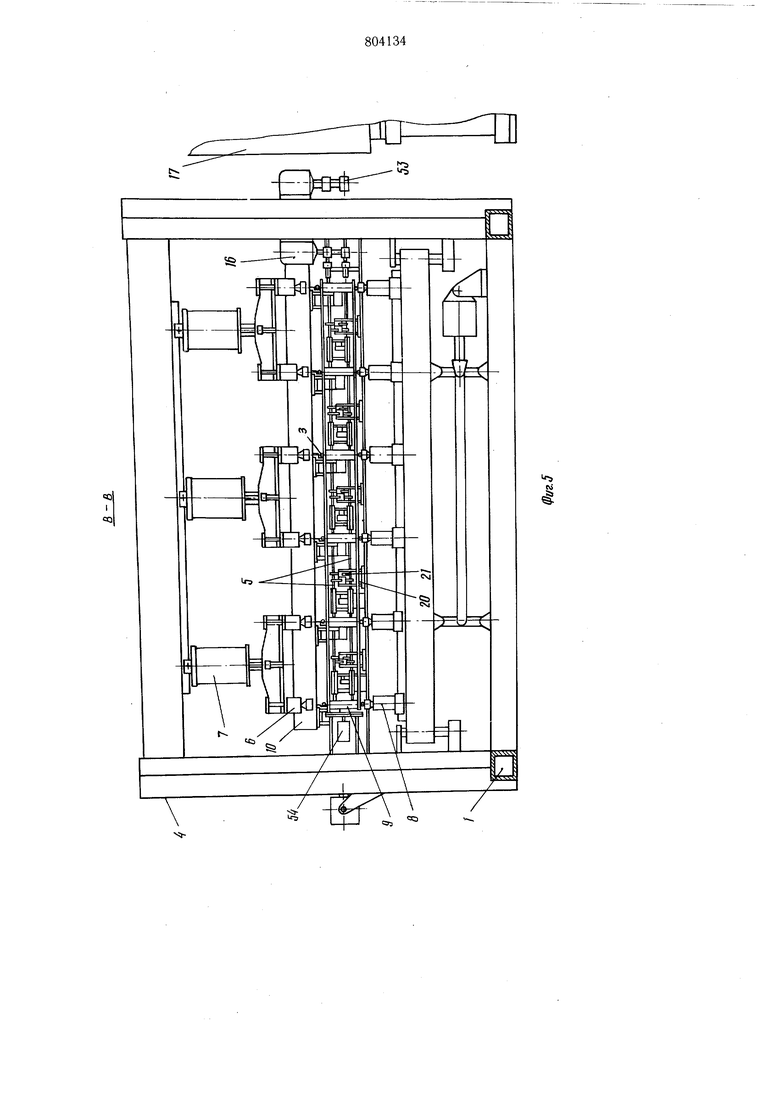
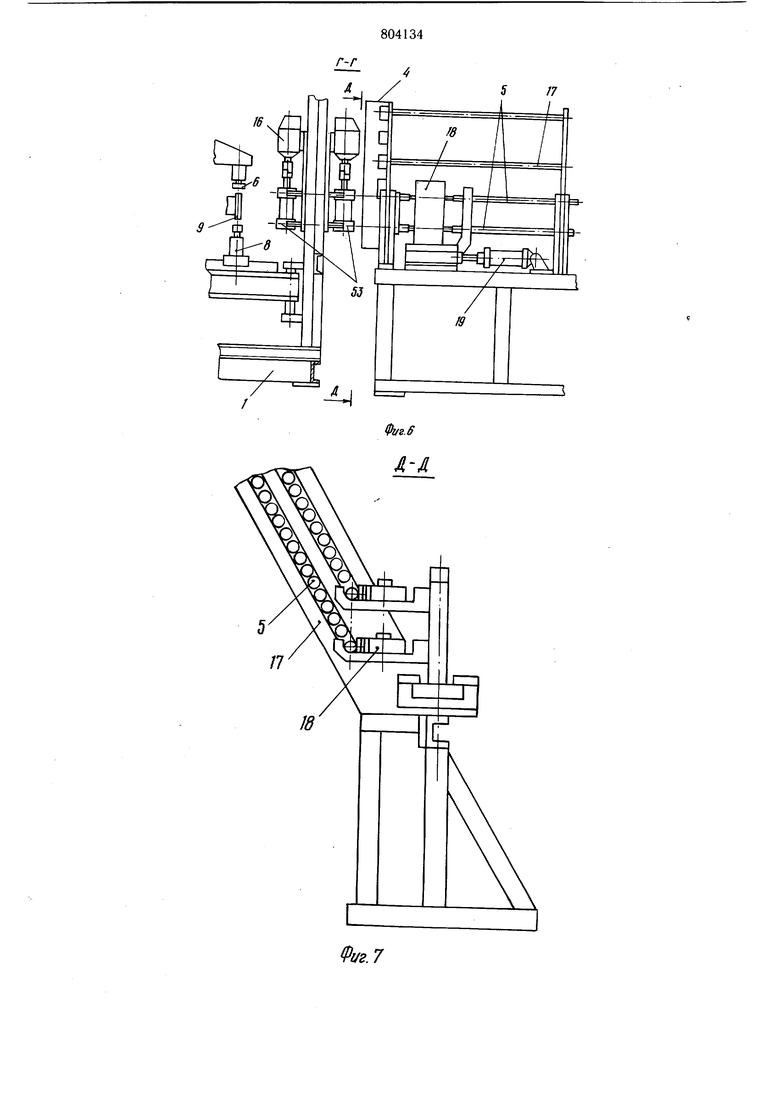
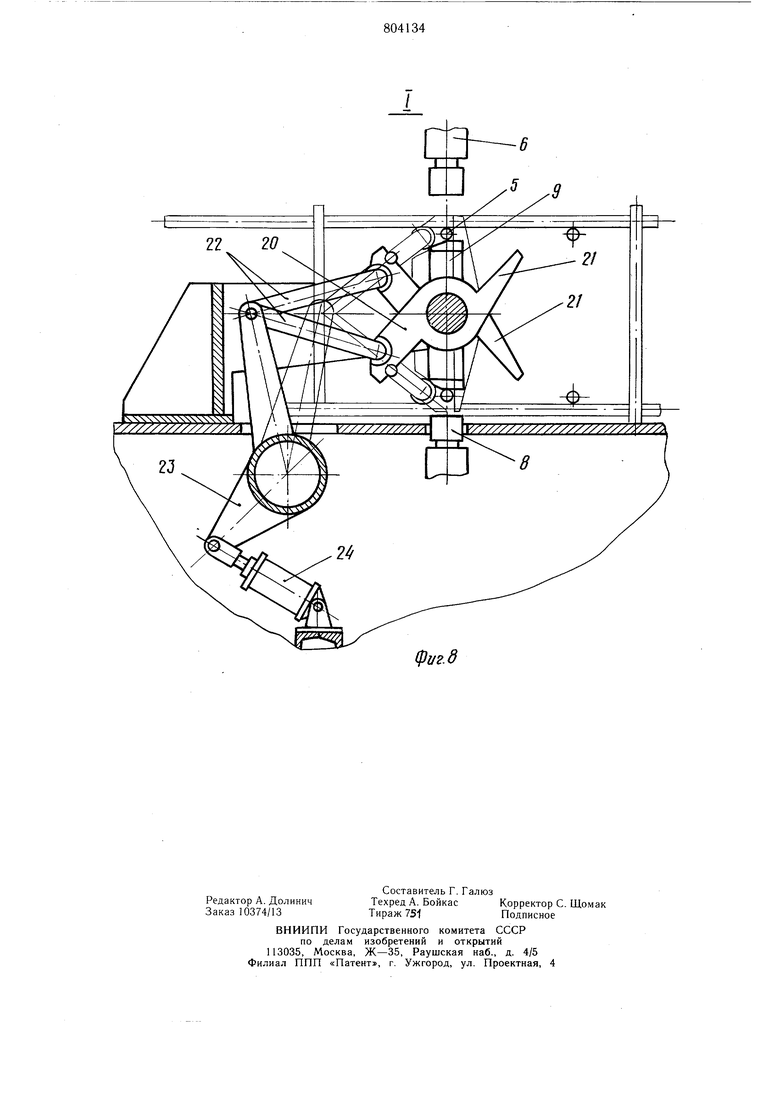
Наиболее близкой по технической сушности и достигаемому результату является линия для изготовления пространственных арматурных каркасов, содержащая размещенные на станине механизм подачи плоских сеток, механизм подачи поперечных элементов каркаса, устройство для сварки каркасов и устройство для подачи и фиксации поперечных элементов каркаса под электроды устройства для сварки каркасов 3. Эта линия не позволяет производить одновременную св.арку всех элементов каркаса. Цель изобретения - повышение производительности и снижение металлоемкости каркаса путем обеспечения одновременной сварки всех элементов каркаса за время его изготовления. Поставленная цель достигается тем, что линия снабжена по числу плоских сеток в каркасе устройствами для изготовления плоских сеток, каждое из которых выполнено в виде последовательно установленных по ходу подачи каркаса механизма подачи продольных стержней плоской сетки, сварочного узла для сварки плоской сетки и механизма подачи поперечных прутков плоской сетки, с.монтированного над сварочным узлом перпендикулярно направлению движения каркаса, а механизм подачи поперечного элемента каркаса, смонтирован вне зоны сварки перед устройством для сварки каркасов вдоль его электродов. Кроме того, устройство для подачи и фиксации поперечных элементов каркаса выполнено в виде расположенных между электродами устройства для сварки каркасов и связанных с общим приводом при помощи тяг поворотных коромысел с пазами для размещения в них поперечных элементов. Механизм подачи поперечных прутков плоской сетки выполнен в виде расположенных соосно с электродами устройства для сварки плоской сетки направляющей гильзы с пазом, подающих роликов и размещенного между электродами фиксатора для поперечного прутка. На фиг. 1 изображен общий вид установки сбоку; на фиг. 2 - общий вид установки в плане; на фиг. 3 - поперечный разрез А-А на фиг. 1; на фиг. 4 - продольный разрез Б-Б на фиг. 2; на фиг. 5 - поперечный разрез В-В на фиг. 1; на фиг. 6 - разрез Г-Г на фиг. 2; на фиг. 7 - разрез на фиг. 6; на фиг. 8 - узел I. Линия содержит станину 1 с механизмом 2 щаговой подачи продольных прутков 3 и механизмом 4 подачи поперечных элементов 5, верхние подвижные электроды 6 с приводом 7, нижние подвижные электроды 8 и промежуточные электроды 9 для сварки плоских сеток с поперечными элементами, установленные на балке 10. Механизм 2 щаговой подачи продольных прутков 3 содержит неподвижную раму 11 с цанговыми захватами 12. На неподвижной раме установлен пневмоцилиндр 13, щток которого щарнирно связан с подвижной поперечной балкой 14 с цанговыми захватами 15. Механизм подачи 4 поперечных элементов 5 содержит привод 16, наклонные кассеты 17 с расположенными в них на разных уровнях прутками и захваты 18 с приводом 19 в виде пневмоцилиндра и снабжен устройством для подачи и фиксации поперечного элемента в виде щарнирно установленных на станине коромысел 20 с ограничителями 21 положения поперечных прутков и связанного с ними через тяги 22 двуплечего рычага 23 с приводом 24. На станине 1 установлен механизм 25 щаговой подачи поперечных вертикальных прутков 26 с ножницами 27, содержащий неподвижную раму 28 с цанговыми захватами 29. На неподвижной раме установлен привод 30 в виде пневмоцилиндра, щток которого щарнирно связан с подвижной поперечной балкой 31 с цанговыми захватами 32. Механизм шаговой подачи поперечных вертикальных прутков плоских сеток снабжен размещенными на станине направляющей гильзой 33, направляющими роликами 34 и 35, фиксатором 36 и электродами 37 и 38. Направляющая гильза 33 установлена на станине между ножницами 27 и электродами 37 и выполнена с поперечным окном, через которое вертикальный пруток контактирует с направляющими роликами 34 и 35. Фиксатор 36 установлен на станине между электродами 37 и 38. Внутри станины 1 установлены трансформаторы 39 для сварки вертикального прутка и трансформаторы 40 для сварки поперечного прутка. Перед установкой расположены бухтодержатели 41 с проволокой для продольных прутков. Позади установки установлены ножницы 42 с приводом 43 для отрезки готового арматурного каркаса. Между бухтодержателями 41 и механизмом 2 щаговой подачи продольных прутков 3 на станине 1 установлены правильные устройства 44 и 45. Механизм управления установкой имеет конечные выключатели механизмов подачи продольных, вертикальных и поперечных прутков, установленные с возможностью поочередного включения и отключения приводов этих механизмов от воздействия на них подаваемых прутков. Механизм 4 подачи вертикальных прутков 5 имеет правильные устройства 46, установленные на неподвижной раме 28. Установка работает следующим образом. Продольные прутки 3 заправляют из бухтодержателей 41 через правильные устройства 44 и 45 в цанговые захваты 12 и 15 механизма 2 щаговой подачи. При включении привода 13 цанговые захваты 12 и 15 доставляют продольные прутки 3 под электроды 37 и 38 и включают привод 30 механизма 25 щаговой подачи вертикальных прутков 26 через установленный на станине конечный выключатель 47, контактирующий с установленным на подвижной поперечной балке 14 упором 48. При этом цанговые захваты 29 и 32 доставляют из непоказанных бухтодержателей заправленный в правильные устройства 46 вертикальный пруток 26 в направляющую гильзу 33. Упор 49 подвижной балки 31 воздействует на конечный выключатель 50, включая привод 51 ножниц 27, которые отрезают вертикальный пруток 26 заданной длины. Отрезанный пруток 26 доставляют через направляющую гильзу 33 посредством направляющих роликов 34 и 35 через фиксатор 36 под электроды 37 и 38, которые сваривают вертикальный пруток 26 с продольными прутками 3. Затем снова включается механизм 2 шаговой подачи и доставляет сваренную каркас-лесенку из прутков 3 и 26 под электроды 6, 8 и 9 механизма 4 подачи поперечных прутков. При этом вертикальный пруток 26 через конечный выключатель 52 включает привод 19 захватов 18, которые досталвяют из кассет 17 поперечный пруток 5 направляющими роликами 53 привода 16 под электроды 6, 8 и 9. При этом поперечный элемент 5 входит в коромысла 20 и включает через конечный выключатель 54 привод 24 двуплечего рычага 23, плечо которого через тяги 22 воздействует на коромысла 20 с ограничителями 21, которые доставляют поперечный пруток 5 под электроды 6, 8 и 9. После чего происходит сварка поперечных прутков 5 с продольными прутками 3. Затем снова включается привод 13 механизма 2 шаговой подачи продольных прутков 3, которые своими концами воздействуют на конечный выключатель 55, включая привод 43 ножниц 42. Ножницы 42 отрезают готовый арматурный объемный каркас, который транспортируется непоказанным грузоподъемным устройством на место складирования. В дальнейшем цикл изготовления сварки арматурного объемного каркаса повторяют. Установка позволяет изготовить за одну смену свыше 60 объемных арматурных каркасов тех же типоразмеров, что повышает производительность на 50%. Применение механизма шаговой подачи вертикальных прутков и снабжение механизма подачи поперечных прутков двуплечим рычагом с приводом и коромыслами с ограничителями позволяют освободить, как минимум, одного рабочего по изготовлению каркас-лесенок на другой машине и за счет одновременной сварки продольных, вертикальных и поперечных прутков на одной установке упрощается процесс сварки. Формула изобретения I. Линия для изготовления пространственных арматурных каркасов, содержащая размещенные на станине механизм подачи плоских сеток, механизм подачи поперечных элементов каркаса, устройство для сварки каркасов и устройство для подачи и фиксации поперечных элементов каркаса под электроды, устройства для сварки каркасов, отличающаяся тем, что, с целью повышения производительности и снижения металлоемкости каркаса путем обеспечения одновременной сварки всех элементов каркаса за время его изготовления, она снабжена по числу плоских сеток в каркасе устройствами для изготовления, каждое из которых выполнено в виде последовательно установленных по ходу подачи каркаса механизма подачи продольных стержней плоской сетки, сварочного узла для сварки плоской сетки и механизма подачи поперечных прутков плоской сетки, смонтированного над сварочным узлом перпендикулярно направлению движения каркаса, а механизм подачи поперечного элемента каркаса смонтирован вне зоны сварки перед устройством для сварки каркасов вдоль его электродов. 2.Линия по п. 1, отличающаяся тем, что устройство для подачи и фиксации поперечных элементов каркаса выполнено в виде расположенных между электродами устройства для сварки каркасов и связанных с общим приводом при помощи тяг поворотных коромысел с пазами для размещения в них поперечных элементов. 3.Линия по п. 1, отличающаяся тем, то механизм подачи поперечных прутков лоской сетки выполнен в виде расположеных соосно с электродами устройства для варки плоской сетки направляюшей гильы с пазом, подающих роликов и размещеного между электродами фиксатора для поеречного прутка. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 275268, кл. В 23 К П/Ю, 1968. 2.Авторское свидетельство СССР 317478, кл. В 28 К П/Ю, 1968. 3.Авторское свидетельство СССР 556876, кл. В 23 К 11/10, 1975 (протоип). 2 I 12 /4 ,s - -J 

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
| Линия для изготовления арматурных каркасов | 1985 |
|
SU1297977A1 |
| Линия для контактной точечной сварки пространственных арматурных каркасов | 1975 |
|
SU556876A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Линия для изготовления арматурных каркасов | 1985 |
|
SU1255339A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1975 |
|
SU560684A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |


C4J
r-r
fg
5/7
Фиг. 7
фиг.д
