фиг. 2. Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для производства полос. Цель изобретения - экономия металла за счет уменьшения обрези. На фиг. 1 изображена полоса, у которой одна поверхность боковых кромок плакирована эластичным неметаллическим материалом; на фиг. 2 - полоса, у которой все свободные поверхности боковых кромок плакированы эластичным неметаллическим материалом. Боковые кромки 1 полосы 2 обрезают по линии 3. Эластичным неметаллическим материалом 4 (капроновой лентой) покрывают либо одну поверхность боковых кромок (фиг. 1), либо три свободные поверхности (фиг. 2). Обрезаемая боковая кромка имеет ширину 5, а эластичный плакирующий материал - ширину 6. Пример. В линии непрерывного травильного агрегата производят технологическую обработку горячекатаной стальной полосы размерами 2-6 х 1250-2000 мм, включающую очистку поверхности полос от окалины и обрезку боковых кромок в дисковых ножницах. Перед обрезкой кромок полос одну поверхность боковых кромок плакируют эластичным .неметаллическим материалом (капроновой лентой размером 0.3x5 мм) путем его прикатывания роликом, нагреты.м до 100-120°с. После плакирования боковые кромки шириной по 7,5 мм с каждой стороны обрезают. Обрезанные боковые кромки совместно с эластичным плакируюн1,им материалом перемещают от дисковых ножниц и кромкокрошительным, где они измельчаются в щихту. При разрушении обрезной боковой кромки стальной полосы в местах прикромочных дефектов перемещение боковой кромки от дисковых ножниц к кромкокрошительным осуществляется за счет эластичной капроновой ленты, имеющей прочность 0,9 кН. Уменьшение щирины эластичного плакирующего материала до 3,5 мм, что составляет 0,45 (менее 0,5) от ширины обрезаемой кромки, приводит к обрывам коомки вместе с плакирующим слоем. Кроме того, ухудшается технологичность процесса плакирования эластичного плакирующего материала. При плакировании капроновой ленты шириной 7 мм, что составляет 0,95 (более 0,9) от ширины обрезаемой кромки, из-за боковых смещений полосы часть плакирующего материала после обрезки кромки попадает на поверхность стальной полосы, снижая ее качество. Формула изобретения 1.Способ производства полос, включающий их технологическую обработку с обрезкой боковых кро.мок, отличающийся тем, что, с целью экономии метал.1а за счет уменьшения обрези, поверхность края полосы по крайней мере с одной стороны перед обрезкой плакируют эластичным неметаллическим материалом. 2.Способ по п. 1, отличающийся тем, что щирина эластичного плакирования слоя составляет 0,5-0,9 ширины обрезаемой кромки.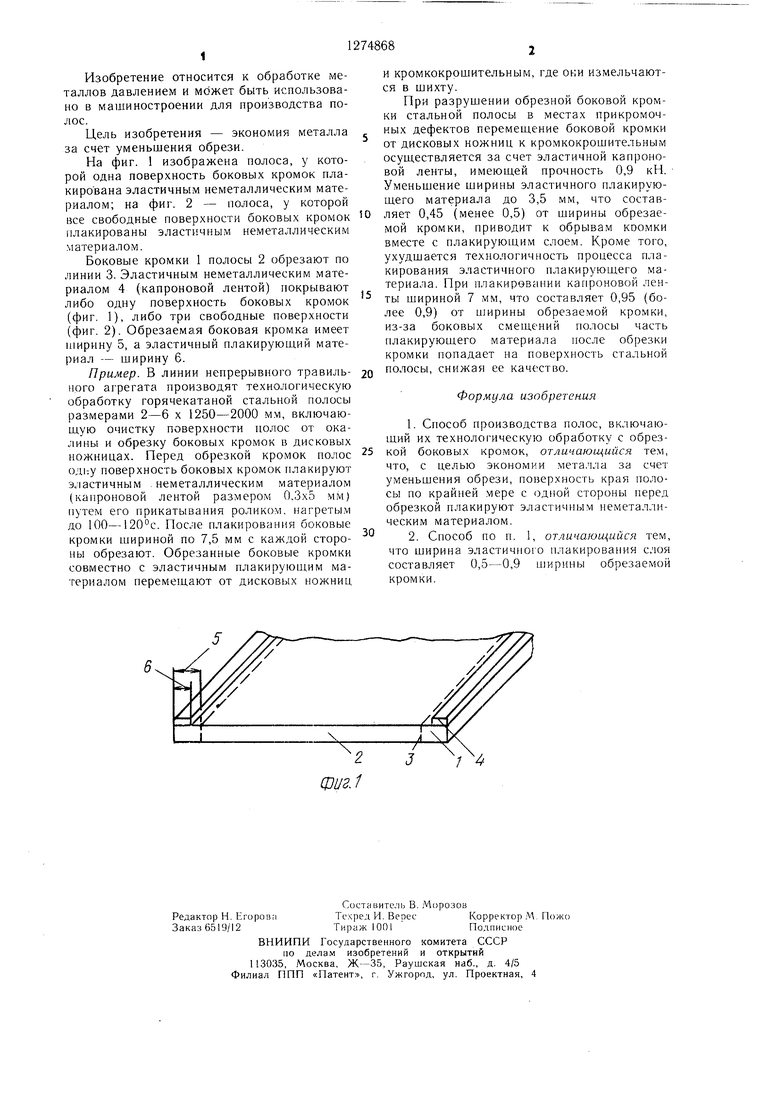
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продольной резки полосового материала | 1985 |
|
SU1238909A1 |
| Устройство для обрезки кромки полосового материала и ее крошения | 1984 |
|
SU1177084A1 |
| Устройство для перемещения обрезаемой кромки полосового материала | 1980 |
|
SU979039A1 |
| Устройство к дисковым ножницам для перемещения и крошения обрезаемой кромки | 1986 |
|
SU1366325A1 |
| Устройство для обрезки кромок полосового материала | 1986 |
|
SU1444099A1 |
| Дисковые ножницы | 1981 |
|
SU967688A1 |
| Дисковые ножницы | 1977 |
|
SU623671A1 |
| Способ производства холоднокатаной ленты | 1982 |
|
SU1044349A1 |
| Устройство для обрезки и крошения кромок полосового материала | 1986 |
|
SU1377171A1 |
| КОМБИНИРОВАННЫЕ ДИСКОВЫЕ КРОМКОКРОШИТЕЛЬНЫЕ НОЖНИЦЫ | 2004 |
|
RU2286865C2 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для производства цолос. Целью изобретения является экономия металла за счет уменьшения боковой обрези. Эластичным неметаллическим материалом 4, например капроновой лентой, покрывают либо одну, либо все боковые поверхности обрезаемых кромок 1. После этого осуш,ествляют обрезку боковых кромок 1 полосы 2 по линии 3. 1 з.п. ф-лы, 2 ил.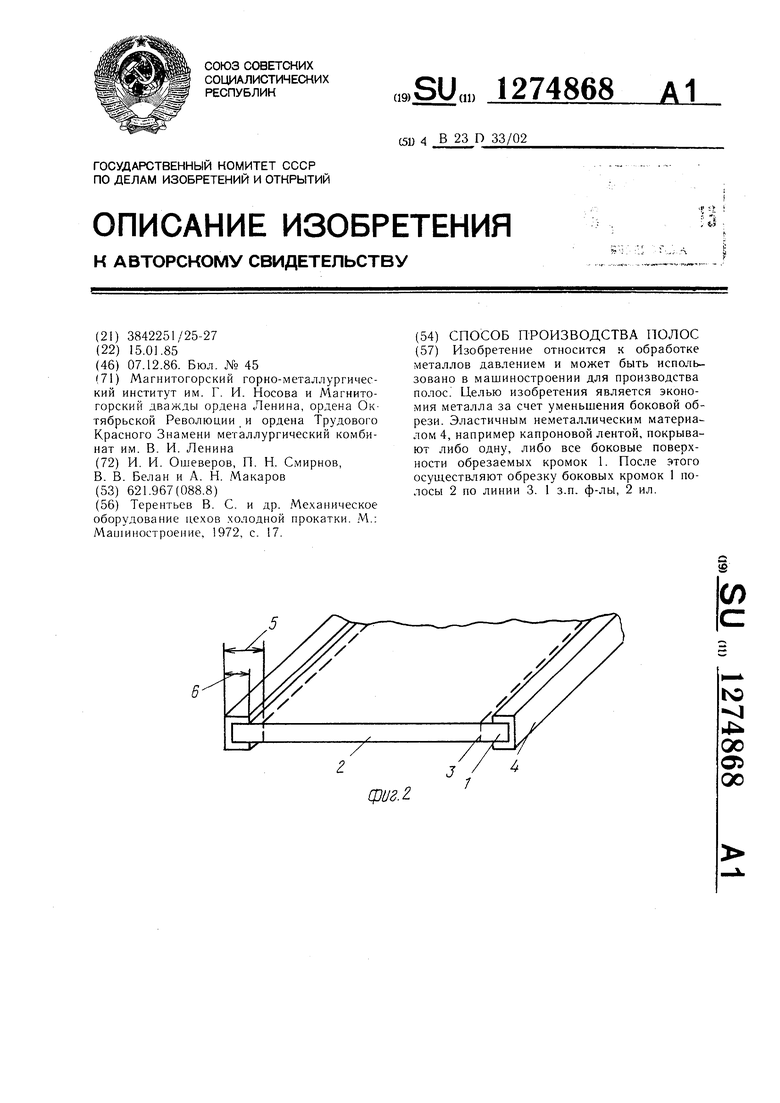
| Терентьев В | |||
| С | |||
| и др | |||
| Механическое оборудование цехов холодной прокатки | |||
| М.: Маижностроение, 1972, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
