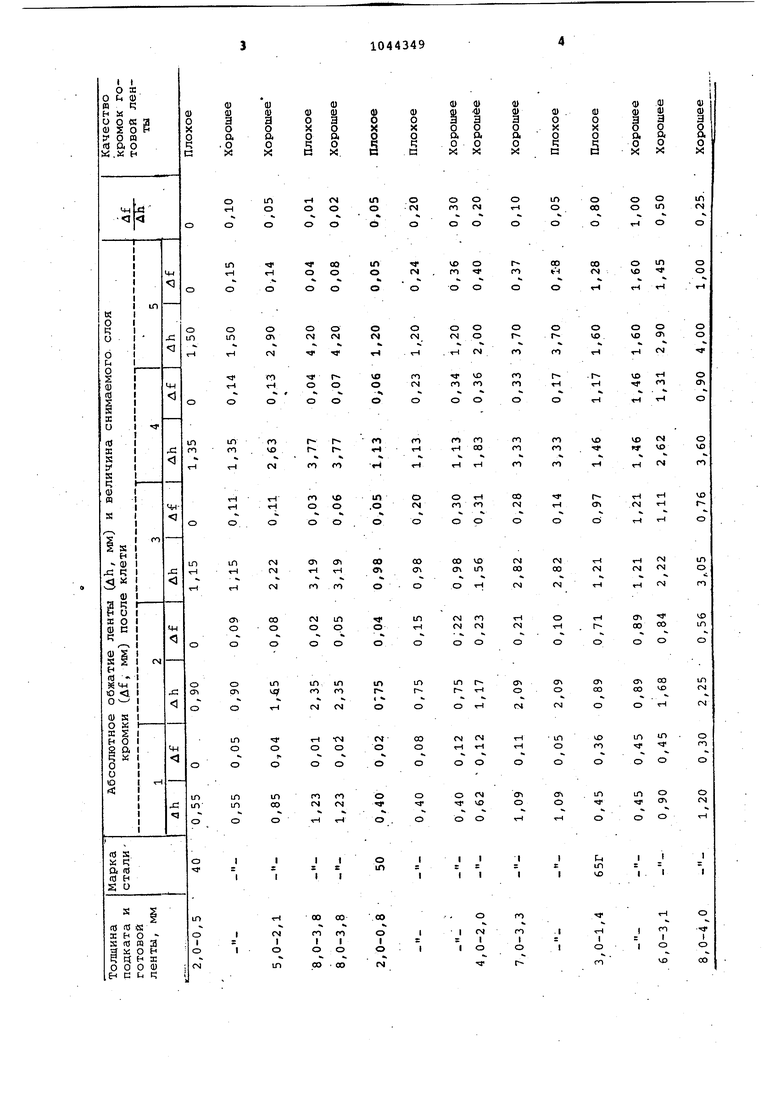
Изобретение относится к прокатному производству и может быть использовано при изготовлении холоднокатаной ленты из малопластичных сталей и сплавов. Известен способ производства холоднокатаной ленты, в котором для предотвращения растрескивания кромок при холодной прокатке произ дят предварительную обрезку кромок подката шириной до 1 мм с последующим отжигом для снятия внутренних напряжений после обрезки tl. Недостаток способа заключается в энергоемкой операции отжига, которую проводят в защитной атмосфере.. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ в котором перед холодной прокаткой на кромках подката осуществляют съем поверхностных слоев металла, например, посредством шлифовКИ.С2. . Недостаток известного, способа заключается в том, что вследствие образования трещин по кромкам проката в процессе холодной прокатки снижается его качество и выход годного металла в виде боковой обрезки. Цель изобретения - повышение ка чества ленты при одновременной экономии металла путем исключения боковой.обрезки. Поставленная цель достигается Згем, что согласно способу производ ства холоднокатаной ленты, в котором осуществляют съем поверхностного слоя по кромкам подката, например, шлифовкой перед многопроходной прокаткой, и холодную прокатку, кромки шлифуют после каждого прохода на величину, прямо пропорциональную суммарной деформа ции в предыдущих проходах равную, 0,02-1,0 величины абсолютного обжа тия. В ходе холодной прокатки малопластичной ленты происходит ее наклеп и зарождение трещин на кромках. Глубина образующихся трещин зависит от пластичности металла, величины его обжатия и состояния кромок перед входом металла в валки. Уменьшение отношения величины снимаемого после каждого прохода слоя ленты с кромок к ее общему абсо.лютному обжатию (менее 0,02) не устраняет очаги зарождения трещин на кромках даже при прокатке легких типоразмеров ленты. Увеличение этого отношения (более 1,0) нецелесообразно, так как вызывает неоправданное увеличение расхода металла. Практика показывает, что в условиях прока|тки ленты с защищенной от трещин кромкой глубина образующихся в каждом проходе трещин не превышает величины абсолютного обжатия, которое лента получила во всех предыдущих проходах. Пример. На пятиклетевом непрерывном стане 630 производят холодную прокатку ленты размерами 0,5-4,0 250-465 мм из малопластичных сталей марок 40, 45, 50, 65Г из подката толщиной 2,0-8,0 мм. Перед холодной прокаткой производят строгание кромок подката ленты, снимая слой наклепанного при роспуске на дисковых ножницах металла толщиной 0,5-1,0 мм с каждой стороны. После каждого прохода в межклетевых промежутках дополнительно производят операцию снятия слоя металла с кромок ленты одновременно с ее прокаткой на стане. Снятие слоя металла по кромкам ленты осуществляется шлифовальными головками, установленными в межклетевых промежутках .непрерывного стана хо- лодкой прокатки. Величина снимаемого слоя металла по кромкам ленты зависит от величины абсолютного обжатия ленты. Режимы обработки ленты на пятиклетевом непрерывном стане 630 . представлены в таблице.
Из данных таблицы следует, что снятие после каждого прохода слоя металла величиной, прямо пропорциональной суммарной деформации лент в преды,цу1аих проходах и составляющей 0,02-1,00 величины абсолютного обжатия, обеспечивает хорошее качество кромок ленты на выходе из последней клети стана при прокатке труднодеформируемых и малопластичных марок стали.
Предлагаемый способ холодной прокатки ленты позволяет улучшить качество ее кромок и повысить ка-чество ленты Это особенно важно при прокатке малопластичных сталей 3 процессе холодной прокатки таких сталей с увеличением степени наклепа возрастает их склонность к трещинообразованию по кромкам. По предлагаемому способу снятие металла с кромок прямо пропорционально суммарному обжатию ленты. Такая технология обеспечивает удаленке начинающих зарождаться по кромкам трещин, величина -KOTOPbJX также прямо пропорциональна суммарному об хатию, от которого зависит и наклеп ленты.
После прокатки по предлагаемому способу не требуется производить дополнительную обрезку кромок так как последовательное снятие металла с кромок после каждого прохода обеспечивает высокое качество кромки после окончания прокатки. Максимальный слой металла, снимаемый с кромки, не превышает в предельном варианте величины обжатия ленты (0., 02-1, О величины абсолютного обжатия), т.е. в условиях холодной прокатки ленты не превышает 1-4 мм. В то же время обрезка кромки по прототипу требует дополнительный припуск на обрезку не менее 6-20 мм с каждой стороны. Предлагаемый способ прокатки позволяет сократить отходы металла на обрезке кромки в 2-5 раз, обеспечивая экономию металла.
В условиях цеха углеродистой ленты при производстве 350 тыс.т холоднокатаной ленты в год и ее ширине 250-465 мм технологические отходы ленты в обрезь по кромкам при ширине обрезаемой кромки по 5-10 мм с Каждой стороны) составят не менее 12400 т. Применение предлагаемого способа позволит сократить эти отходы ориентировочно в два раза.
Экономический эффект от внедрения изобретения в цехе углеродистой ленты при планируемой себестоимости 155 р. за 1 т и цене реализации обрезки кромок 50 р. за 1 т составит 651000 р./г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2008 |
|
RU2381844C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2008 |
|
RU2366729C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2147943C1 |
| Способ производства широких горячекатаных полос из высокоуглеродистых низколегированных сталей | 1984 |
|
SU1196391A1 |
| Способ настройки стана для прокатки полосы с клиновидным поперечным сечением | 1987 |
|
SU1419777A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2487176C1 |
| Способ производства холоднокатаной ленты | 1987 |
|
SU1439135A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
| Способ прокатки полос с клиновидным поперечным сечением | 1987 |
|
SU1409355A1 |
| Способ изготовления холоднокатаной высокопрочной ленты | 1985 |
|
SU1258523A1 |
СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ, в котором осуществляют съем поверхностного слоя по кромкам подката, например, шлифовкой перед многопроходной холодной прокаткой, и холодную прокатку., отличающийся тем, что, с целью повышения качества ленты при одновременной экономии метгьлла путем исключения боковой обрезки, кромки шлифуют после каждого прохода на величину, прямо пропорциональную суммарной деформации в предыдущих проходах, равную 0,02-1,0 величины абсолютного обжатия.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
