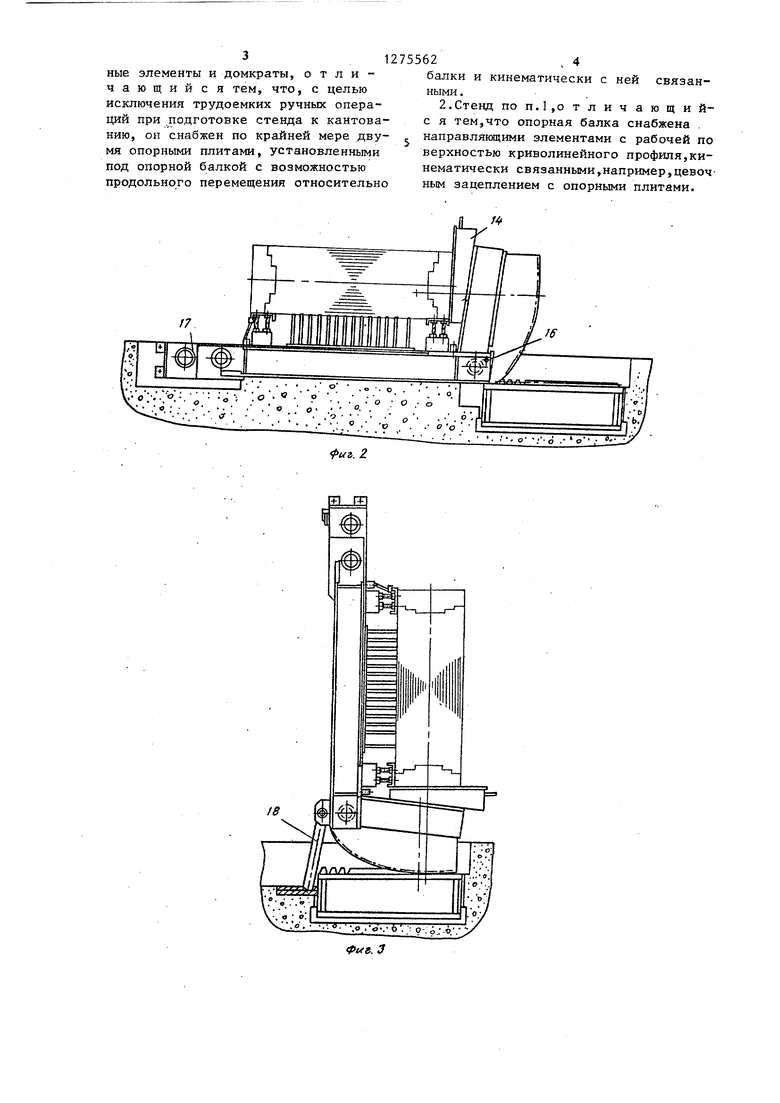
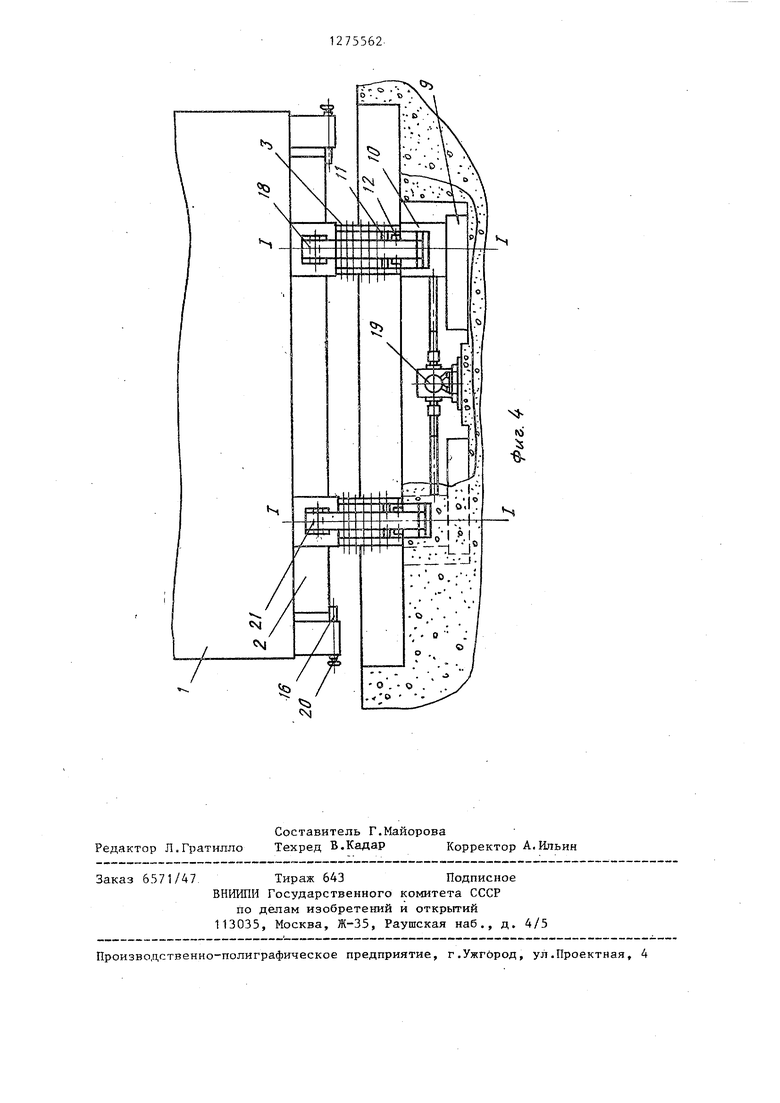
t Изрбретение относится к технологическому оборудованию для изготовления трансформаторов и может быть использовано в электротехнической промышленности. Целью изобретения является исклю чение трудоемких ручных операций пр подготовке стенда к кантованию. На фиг. 1 изображено взаимное расположение элементов стенда после сбор ки и опрессовки остова; на фиг. 2 стенд, подготовленный к кантованию; на фиг. 3 - то.же, после окончания процесса кантования;на фиг. 4 видА на фиг. 1 . Стенд для сборки, опр.ессовки и кантовки остовов силовых трансформаторов содержит стол 1 (фиг, 1), опорную балку 2 с закрепленными на ней направляю1цими элементами 3 с рабочей поверхностью криволинейного профиля3, и шарнирно соединенную со столом 1 осями 4, домкраты 5 и опорные элемен ты 6, расположенные на столе 1, и намоточное устройство 8. В направляющих элементах 9 установлены по крайней мере две опорные плиты 10, на направляющих элементах 3 выполненгл пальцы 11, а на плитах 10 - зубья 12. Опорные элементы 6 и домкраты 5 служат для сборки остова 13-. Клинья 14 предназначены для предотвращения смещения остова при кантовке, а захваты 15 - для крепления остова, 13 к столу 1. Дня стопорения опорной балки в рабочем положении служат клинья 16. Грузоподъемная балка 17 предназначена для захвата стола 1 при кантовании. Для стопорения стол.а 1 в скантованном положении служат ры чаги 18. Ч Опорные плиты 10 установлены под опорной балкой 2 с возможностью пере мещения вдоль опорной балки 2 от привода 19. Клинья 16 установлены с возможностью перемещения в направля щих элементах стола 1 от ручного ил механического привода 20, Рычаги 18 выполнены поворотными и установлены на осях 21, Стенд .работает следующим образом Для начала сборки остова опорные плиты 10 при помощи приводу.19 пере мещают по направляющим элементам 9 в направлении, перпендикулярном про 2 дольным осям поворота направляющих элементов 3, на величину, -превьапаю-щую их ширину, опорную балку 2 располагают в одной плоскости со столом 1 . Остов 13 собирают на опорных элементах 6 и домкратах 5. После окончания сборки остова 13 опрессовывают прессующей балкой 7 и стягивают стеклобандажами намоточным устройством 8, затем прессукяцую балку 7 снимают и устанавливают клинья 14, Остов 13 крепят к столу 1 захватами 15. Опорную балку 2 при помощи крана (не показан) поворачивают вокруг осей 4, поднимают ее в рабочее положение (фиг. 2), стопорят клиньями 16 и между остовом 13 и опорной балкой 2 устанавливают клинья 14. Опорные плиты 10 приводом 19 перемещают по направляющим элементам 9 до совмещения их продольных осей с продольными осями направляющих элементов 3, при этом пальцы 11 входят в зацепление с зубьями 12 опорных плит 10. подгртовлен к кантовке. Стол 1 стропят за грузоподъемную ©алку 17 и при помощи крана кантуют в вертикальное положение. При кантовке стол удерживается от смещения зацеплением пальцев .11 с зубьями 12. В скантованном положении стол 1 стопорят рычагами 18 (фиг. 3). После стропления остова 13 снимают захваты 15 и остов транспортируется на дальнейшую сборку. Оси рычагов 18 совпадают с продольными осями направляющих элементов 3. Во время кантования рычаги 18, поворачиваясь на осях 21, тянутся, поднимаясь вверх, за проушины стола до тех пор, пока нижние концы рычагов не войдут в гнезда. Для возвращения стола в исходное положение последний перекантовывается за 90, рычаги 18 ручным или механическим приводом (не показан) поворотом вверх вьшодят из гнезд и по мере опускания стола возвращают в исходное положение. Формула изобретения 1. Стенд для сборки, опрессовки и-кантования остовов силовых трансформаторов, содержащий стол, шарнирно соединенный с опорной балкой, прессующую балку, намоточное устройство и расположенные на столе опорные элементы и домкраты, отличающийся тем, что, с целью исключения трудоемких ручных операций при подготовке стенда к кантованию, он снабжен по крайней мере двумя опорными плитами, установленными под опорной балкой с возможностью продольного перемещения относительно
балки и кинематически с ней связанными .
2.Стенд по п.1,отличающи йс я тем,что опорная балка снабжена . направлякяцими элементами с рабочей по верхностью криволинейного профиля,кинематически связанными,например,цевочным зацеплением с опорными плитами.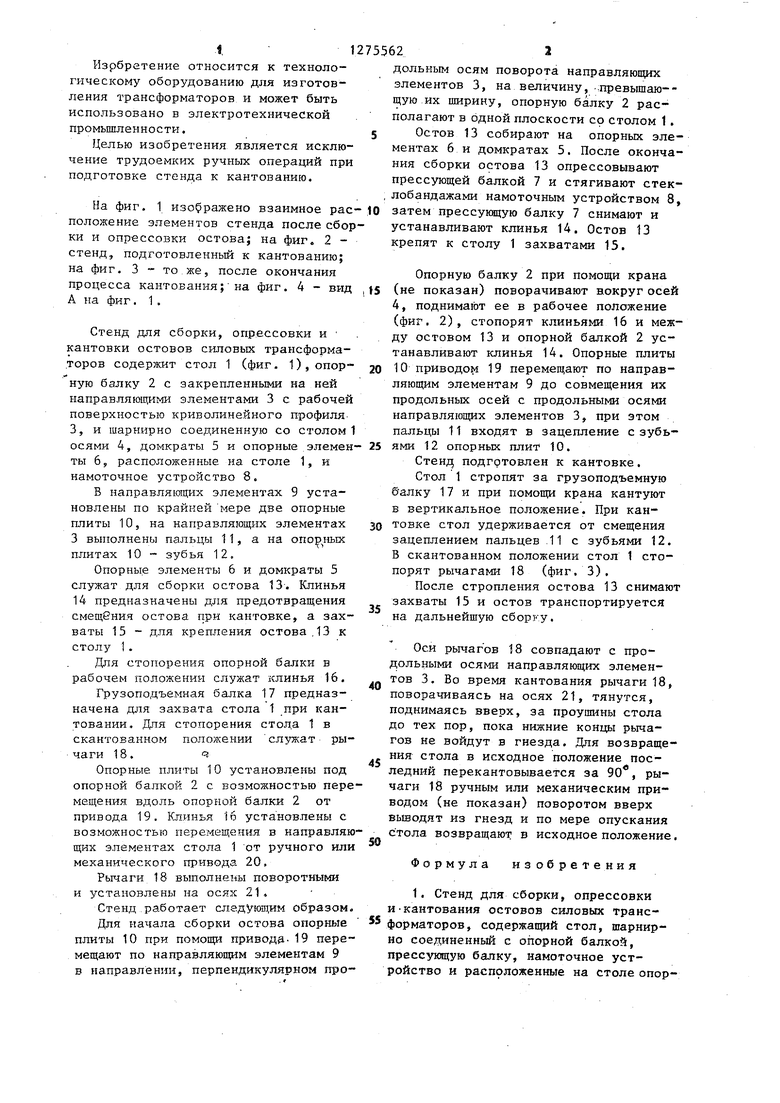
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки,опрессовки и кантования остовов силовых трансформаторов | 1985 |
|
SU1356021A1 |
| Стенд для сборки и опрессовки магнито-пРОВОдОВ СилОВыХ ТРАНСфОРМАТОРОВ | 1979 |
|
SU807395A1 |
| КАНТОВАТЕЛЬ КРИВОЛИНЕЙНЫХ И ПРЯМОЛИНЕЙНЫХ КВАДРАТНЫХ ЗАГОТОВОК | 1993 |
|
RU2038179C1 |
| Кантователь квадратных заготовок | 1988 |
|
SU1570816A1 |
| Захватное устройство для плит с ребрами | 1981 |
|
SU1017644A1 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР | 2009 |
|
RU2433017C2 |
| СТЕНД ДЛЯ СБОРКИ И ОПРЕССОВКИ СТЕРЖНЕВЫХ МАГНИТОПРОВОДОВ СИЛОВЫХ ТРАНСФОРМАТОРОВ | 1965 |
|
SU216112A1 |
| Подвесной манипулятор для протяжки моделей и сборки крупногабаритных форм | 1988 |
|
SU1646673A1 |
| Кантователь рамных изделий | 1981 |
|
SU998068A1 |
| Стеллаж с кантователем для инспекции квадратных заготовок | 1986 |
|
SU1419782A1 |
Изобретение относится к технологическому оборудованию для изготовления трансформаторов и может быть использовано в .электротехнической промышленности. Целью изобретения является уменьшение трудоемкости изготовления остовов и улучшение условий труда за счет исключения трудоемких ручных операций при подготовке стенда к кантованию. Опорные шшты 10 перемещают по направляющим элементтам 9 перпендикулярно продольным осям поворота направляющих элементов 3 на величину, превышающую их ширину, опорную балку 2 располагают в одной плоскости со столом 1. Остов 13 собирают на,опорных элементах 6 и домкратах 5 и крепят к столу захватами 15. Затем остов опрессовывают прессующей балкой 7 и стягивают стеклобандажами намоточным устройством 8. I Опорную балку 2 поворачивают вокруг осей 4, поднимают в рабочее положеО) ние. Пальцы 11 входят в зацепление с зубьями 12 плит 10 для удержания стола 1 от смещения при кантовке. 1 з.п. ф-лы, 4 ил.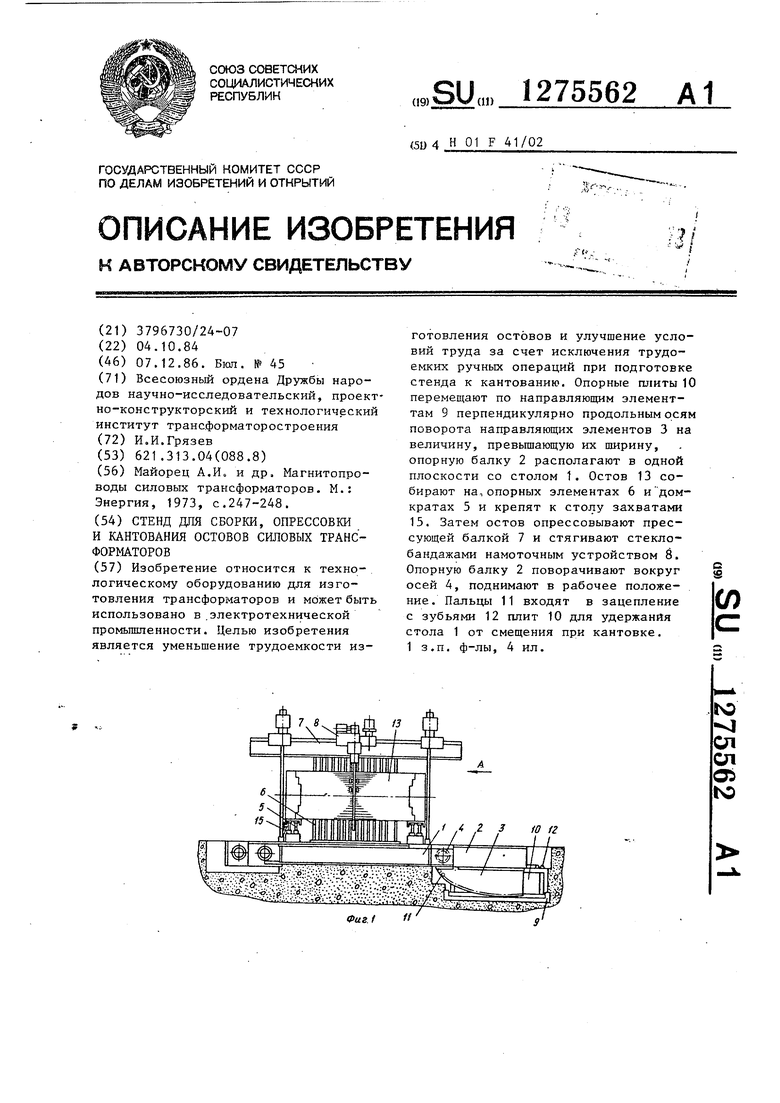
| Майорец А.И | |||
| и др | |||
| Магнитопроводы силовых трансформаторов, М.: Энергия, 1973, с.247-248. |
