(21)4475062/02
(22)18.03.38
(46) 07.05.91. Бюл. № 17
(71)Специальное конструкторско-тех- нологическое бюро по землеройным машинам Воронежского производственного объединения по выпуску тяжелых экскаваторов им. Коминтерна
(72)К.З.Мельников ,(53) 621.747 (088.3)
(56)Гидравлический манипулятор РМ 1033. Проспект фирмы IMF, 1988. (54) ПОДВЕСНОЙ МАНИПУЛЯТОР ДЛ ПРОТЯЖКИ МОДЕЛЕЙ И СБОРКИ КРУПНОГАБАРИТНЫХ ФОРМ
(57)Изобретение относится к литейному производству, в частности к манипуля горам для протяжки моделей и сборки крупногабаритных форм.Цель изобретения - повышение точности про- гяжки моделей путем проведения протяжки в подвешенном состоянии с неподвижным закреплением модельной плиты относительно продольной траверсы и сохранения параллельности опоки относительно модельной плиты при протяжке. Манипулятор содержит траверсу, опорно-поворотное устройство, балки, каретки, приводы, элементы захвата модельной плиты и опоки, механизм поворота. Опорно-поворотное устройство закреплено на раме, подвешенной на канатах к мосту крана. 2 з.п. ф-лы, 3 ил.
з
IB
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДВЕСНОЙ МАНИПУЛЯТОР | 2009 |
|
RU2433017C2 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР ДЛЯ КАНТОВКИ, ПРОТЯЖКИ, СБОРКИ, ЗАЛИВКИ ЛИТЕЙНЫХ ФОРМ И ВЫДАВЛИВАНИЯ ФОРМОВОЧНОЙ СМЕСИ И ОТЛИВКИ ИЗ ОПОКИ | 2004 |
|
RU2346789C2 |
| Устройство для вытяжки и кантовки крупногабаритных форм | 1985 |
|
SU1271633A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| Подвесной кантователь опок | 1985 |
|
SU1581470A1 |
| Автоматическая линия | 1990 |
|
SU1799669A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Автоматический формовочный блок | 1984 |
|
SU1202694A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Подвесной кантователь опок | 1986 |
|
SU1423278A1 |

Изобретение относится к литейному производству, а именно к механизмам, предназначенным для кантовки, протяжки, сборки и транспортировки при изготовлении крупных форм.
Целью изобретения является повышение точности вытяжки модели путем проведения процесса вытяжки в подвешенном состоянии с неподвижным закреплением модельной плиты относительно продольной траверсы и сохранения параллельности опоки относительно модельной плиты при протяжке.повышение точности сборки при использовании мостовых кранов.
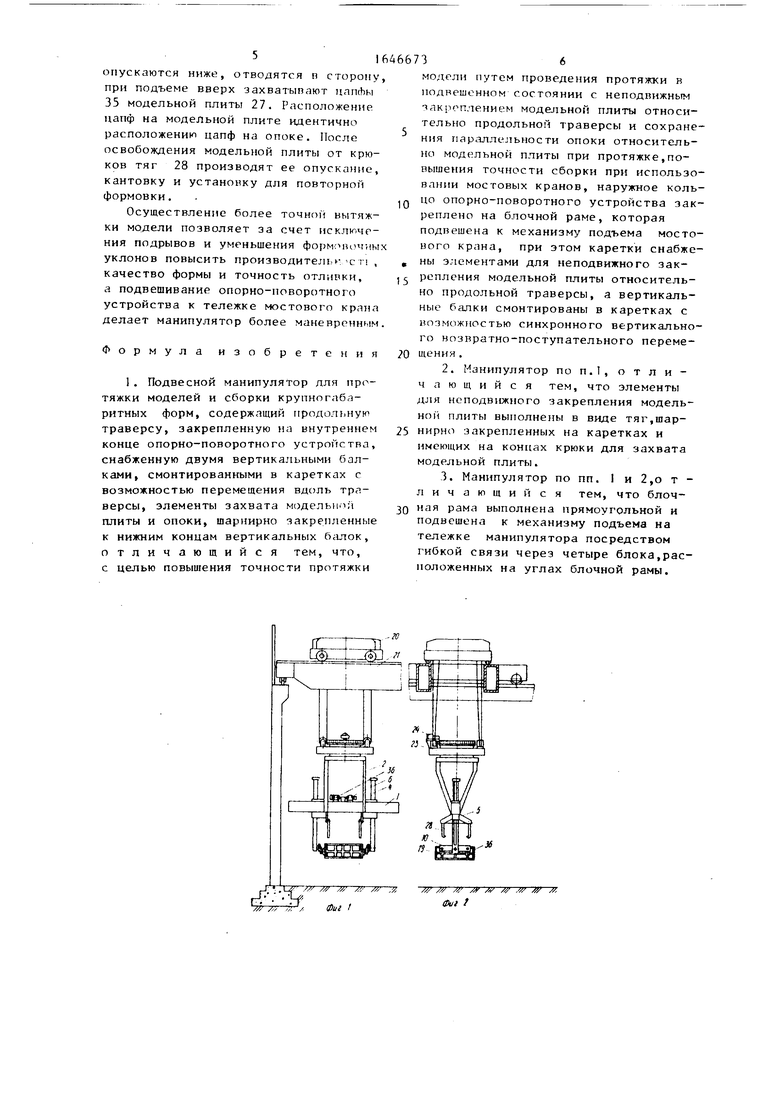
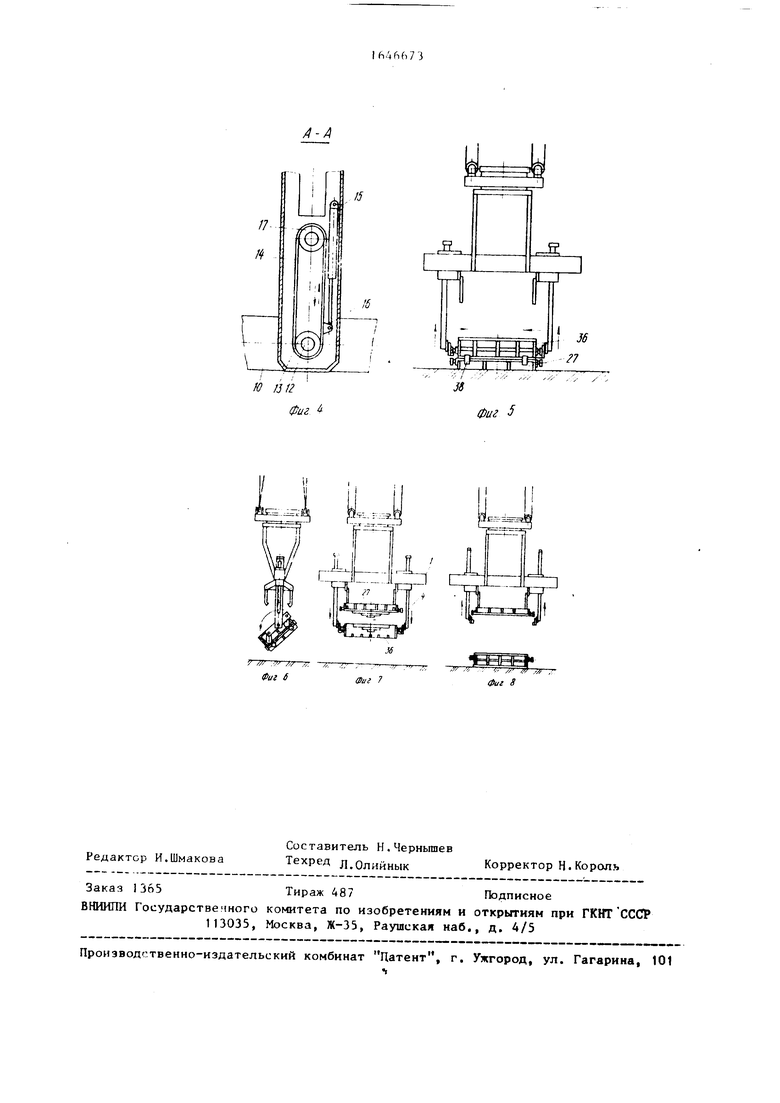
На фиг.1 показан манипулятор,общий вид; на фиг.2 - то же, вид сбоку; на фиг.З - манипулятор без тележки (с частичным разрезом); на фиг.4 разрез А-А на фиг.З; на фиг. 5 - манипулятор в положении опоки с модельной плитой; на фиг.6 - кантование полуформы с модельной плитой; на фиг. 7 и -8 - манипулятор в положении вытяжки перед захватом модельной плиты и после вытяжки.
Подвесной манипулятор содержит продольную траверсу 1, закрепленную посредством кронштейнов 2 к внутреннему кольцу 3 опорно-поворотного устройства. Продольная траверса 1 снабжена двумя вертикальными балками 4, смонтированными в каретках 5 с возможностью перемещения по направляющим вдоль траверсы посредством привода 6. Выходной вал привода 6 связан посредством втулочно-ролико- вой цепи с ведомой звездочкой 7,
О -U
О
о 1
со
закрепленной на винтовом валу 8, на котором расположены гайки 9,закреп- ленные в каретках. К нижним кольцам вертикальных балок 4 шарнирно закреплены элементы захвата модельной плиты и опоки, которые выполнены в виде поперечных траверс 10, снабженных парами подвесок 11, шарнирно закрепленных у концов поперечных траверс. Поперечные траверсы неподвижно закреплены на валах 12 (фиг. 3 и 4), снабженных звездочками 13, которые огибают втулочно-роликовые цепи 14 привода поворота.
Привод поворота состоит из гидроцилиндра 15, шток которого закреплен посредством проушины 16 к вту- лочно-роликовой цепи, огибающей вторую звездочку 17. Наружное кольцо 18 опорно-поворотного устройства закреплено на блочной раме, которая подвешена на канатах 19 с возможностью вертикального перемещения с сохранением горизонтального положения к механизму подъема тележки 20 кантователя, которая установлена на мосту 21 крана. Канаты 19 огибают канатные блоки 22, расположенные по углам блочной рамы 23. На последней смонтирован привод 24 поворота, выходная шестерня 25 которого входит в зацепление с зубчатым венцом 26 внутреннего кольца опорно-поворотного устройства. Каретки 5 снабжены элементами для неподвижного закрепления модельной плиты 27 относительно продольной траверсы 1, выполненными в виде тяг 28, шарнирно закрепленных к кареткам и снабженных на концах крюками, предназначенными для зацепления модельной плиты за пальцы 29. Вертикальные балки 4 смонтированы в каретках 5 с возможностью синхронного вертикального возвратно- поступательного перемещения относительно продольной траверсы. Для этого в каретках смонтированы зубчатые шестерни 30, установленные на шлице вом валу 31, который цепной передачей 32 связан с приводом 33.Шестерни 30 находятся в зацеплении с зубчатыми рейками 34, закрепленными на вертикальных балках 4. Модельные плиты 27 снабжены цапфами 35,предназначенными для захвата, кантовки и транспортировки. Опоки 36 также снажены цапфами 37, предназначенными
Ь
0
для этих же целей. Для скрепления опок с модельной плитой предусмотрены струбцины 38.
Манипулят г работает следующим образом.
Для а/.гата опоки 36 и скрепленной с ней модель;., плиты 27 кантователь своим перемещением по рельсам и поворотом внутреннего кольца опорно-поворотного устройства включением привода 24 совмещается своей осью с осью опоки. Включением привода 6 осуществляется вращение винтового вала 8, который через закрепленные в каретках 5 гайки 9 перемещает каретки по направляющим вдоль траверсы 1 и устанавливает подвески 11 под цапфами 37 опоки. При этом вертикальные балки 4 должны быть опущены.Включением привода механизма подъема тележки 20 производится захват опоки 36 со скрепленной с ней модельной плитой 27 и их подъем канатами 19 через блоки 22 до высоты от уровня плаца,достаточной для кантовки. После подъема опоки с модельной плитой включается привод гидроцилиндров 15, которые через проушины 16 и цепи 14 вращают звездочки 13, закрепленные на валах поперечных траверс 10, которым и передают вращение. В процессе поворота траверс 10 подвески 11 сохраняют вертикальное положение, поворачиваясь относительно последних на шарнирах. Опока поворачивается вместе с траверсами 10, располагаясь при этом параллельно им. После окончания кантовки, когда опока с модельной плитой займут горизонтальное положение, включением привода 33 и вращением шлицевого вала 31 через шестерни 30 и рейки 34 производится их подъем относительно траверсы 1 до высоты, при которой осуществляется зацепка (ручная или автоматическая) крюками тяг 28 модельной плиты за пальцы 29 проушины.Для раскрепления опоки снимают струбцины 38 и включением привода 33 производят вытяжку модели опусканием опоки 36. При этом модельная плита 27 зафиксирована неподвижно и параллельно относительно траверсы 1 посредством крюков тяг 28. Параллельность опоки относительно модельной плиты при опускании обеспечивается -ла счет синхронного движения вертикальных балок 4, достигаемого общим приводом 33.Опока устанав пшае и-я на плац, подвески 1 1
опускаются ниже, отводятся в сторону при подъеме вверх захватывают цапсЬы 35 модельной плиты 27. Расположение цапф на модельной плите идентично расположению цапф на опоке. После освобождения модельной плиты от крюков тяг 28 производят ее опускание, кантовку и установку для повторной формовки.
Осуществление более точной вытяжки модели позволяет за счет исключения подрывов и уменьшения форм-мн чны уклонов повысить производитель - сп , качество формы и точность отливки, а подвешивание опорно-поворотного устройства к тележке мостового крана делает манипулятор более маневренным
Формула изобретения
Фиг
5
10
466736
модели путем проведения протяжки в подвешенном состоянии с неподвижным закреплением модельной плиты относительно продольной траверсы и сохранения параллельности опоки относительна модельной плиты при протяжке,повышения точности сборки при использовании мостовых кранов, наружное кольцо опорно-поворотного устройства закреплено на блочной раме, которая подвешена к механизму подъема мостового крана, при этом каретки снабже- . ны элементами для неподвижного зак- jj репления модельной плиты относительно продольной траверсы, а вертикальные балки смонтированы в каретках с возможностью синхронного вертикального возвратно-поступательного переме- 70 щения.
7,/// //J № /# / ffl // У
фиг I
Ј гпф
У/ /// /// /// /s/ /// /// /// /// /// /// /// /// /// ///
и
W
)1
фиг 5
Фиг S
