(54) КАНТОВАТЕЛЬ РАМНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь | 1980 |
|
SU912463A2 |
| Кантователь | 1983 |
|
SU1139601A1 |
| Кантователь для сборки под сварку | 1980 |
|
SU910388A1 |
| Кантователь квадратных заготовок | 1988 |
|
SU1570816A1 |
| Автоматизированный участок механической обработки изделий с центральным отверстием | 1983 |
|
SU1073077A1 |
| Кантователь для сварки балок | 1980 |
|
SU927473A1 |
| Кантователь металлоконструкций под сварку | 1986 |
|
SU1388248A1 |
| Кантователь | 1986 |
|
SU1333517A1 |
| Кантователь квадратных и плоских заготовок | 1982 |
|
SU1115825A1 |
| КАНТОВАТЕЛЬ ДЛЯ СБОРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИ ИКСmmBVr.C-J'^^^-SlT^»/: | 1971 |
|
SU315556A1 |
1
Изобретение огносигся к механизации сборочно-юваречных рабог, преимущественно для поворота изделий в положение, удобное для сварки, и может быть использовано в линиях для сборки и сварки крупногабаритных рамных изделий.
Известен кантователь, состоящий из смонтированных на основании двух стоек: приводной и неприводной, оснащенных поворотными вилками р фиксирующими )о зубьями. На основании между стойками в плоскости, перпендикулярной к оси поворота, вилок, смонтирована полукольцевая направляюиая для изделия f 1 }
Недостатком кантователя является на- 15 личие полукольцевой направляющей, что уЕЮличивает габариты кантователя, создает неудобства при сварочных и других работах, не позволяет кантовать изделия с различными размерами по ширине без 20 переналадки, создает шум при скольжении изделий по ней при кантовке; при этОм сила трения, возникшая при скольжении изделия по полукольцевой направляющей.
и смещение центра тяжести при сползании изделия во время кантовки увеличивают крутящий момент, необходимый для кантовки изделия. Кроме того, стойки, установленные неподвижно на общей раме, не позволяют использовать кантователь для изделий различной длины, и не обеспечи-, вается центрирования изделия.
Известен также кантователь, содержащий приводную и неприводную стойки, установленные на корпусах, установленных с возможностью подъема гидордомкратами. Неприводная стойка перемещается в горизонтальном направлении в зависимости от длины изделия также .гидро- домкратом. Между стойками расположена
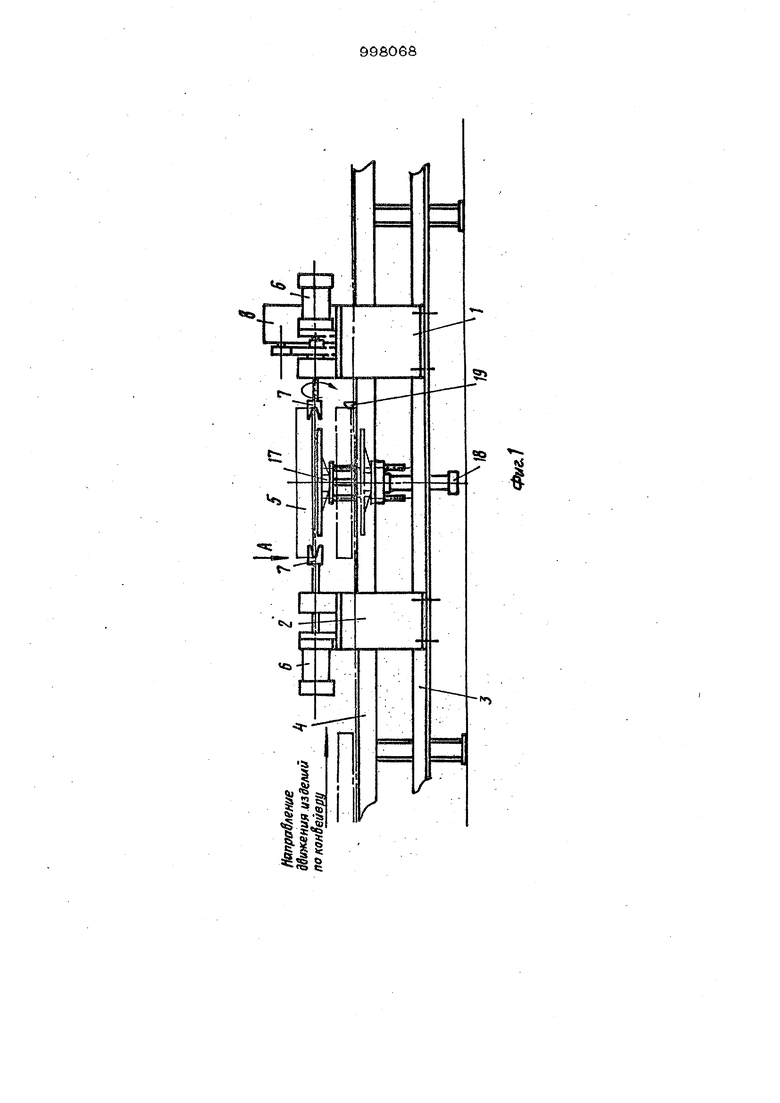
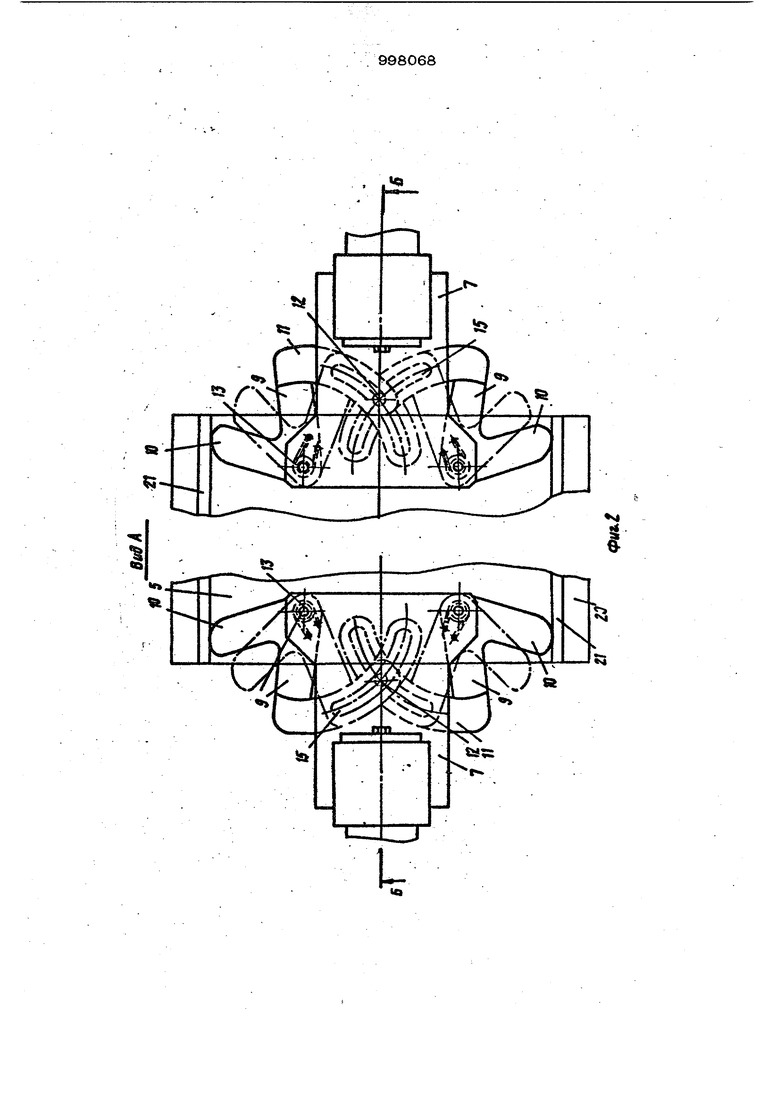
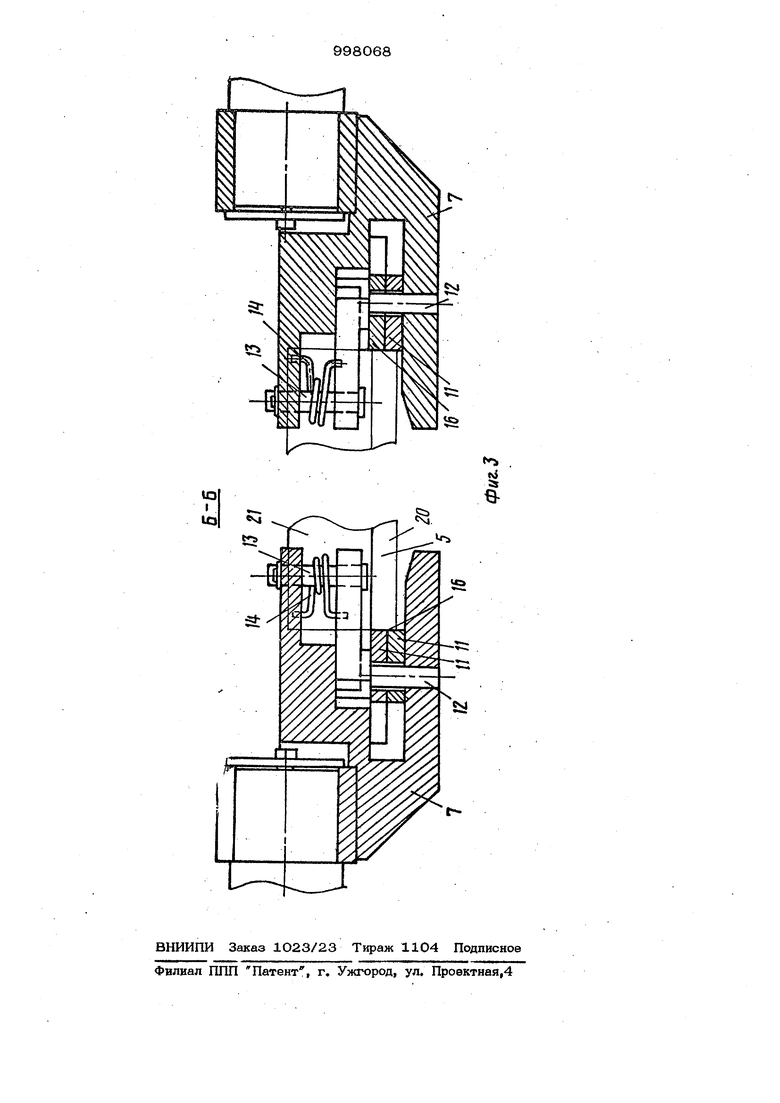
тележка с подъемным от гидроцилиндра столом. На шпинделях стоек закреплены корпуса с перпендикулярно установленными на них осями для планшайбы, сацо- устанавливающейся по скосам, имеющимся на планшайбах и корпусе. На планшайбах установлены упоры, кронштейны с упорами, кронштейны с гицроцилинцрами и направляющие L 2 J . Однако для кантования изделий различных типоразмеров непривоцную стойку необходимо каждый раз передвигать гидродомкратом. Кроме того, в кантователе не осущест вляется зажим изделия с торцов, а оправ ки. осуществляют разжим и центрирование только изделий, имеющих отверстия. Зажим изделия и его центрирование осуществляется несколькими индивидуальными механизмами, действующими по следовагельно, .что усложняет конструкцию И не обеспечивает высокой производитель ности. Наиболее близким к изобретению по технической сущности и достигаемому результату является-кантователь рамных изделий, содержащий дЬе стойки, смонтированные на них силовые цилиндры с поворотными выдвижными корпусами, зажимами и торцовыми упорами для изделия Э) i Однако в кантователе не обеспечивает ся центрирование изделия относительно оси поворота корпусов с одновременным его зажимом, что вызывает увеличение крутяще.го момента, необходимого для кантования, увеличивает энергозатраты и не обеспечивает высокой производитель ности, при этом в кантователе не закрепляются изделия различных габаритов. Целью изобретения является повыщени производительности путем йажима издеЛИЙ различных размеров при их центрировании. С этой целью в кантователе рамных изделий, содержащем две стойки, смонти- рованные на них силовые цилиндры с поворотными выдвижными корпусами, зажимами и торцовыми упорами для изделия, зажим каждой стойки выполнен в виде смонтированных на корпусе и подпружине ных относительно него двух двуплечих рычагов с центрирующими плечами и упо ными плечами с криволинейными пазами, а также закрепленного на корпусе ограни чительного пальца рычагов, установлен- ного в криволинейных пазах упорных пле указанных рычагов, при этом торцовые упоры расположены на упорных плечах рычагов. На фиг. 1 изображен кантователь, общий вид, на фиг. 2 - вид А на фиг. 1 на фиг. 3 - сечение Б-Б на фиг. 2. Кантователь содержит приводную 1 и неприБодную 2 стойки, установленные на раме 3 конвейера 4, транспортирующего. изделие 5 ог одного рабочего места к другому в сборочно-сварочной линии. На стойках смонтированы силовые цилиндры б, на щтоках кОгорых установлены выдвижные корпусы 7, на одной из стоек расположен привод 8 вращения корпусов 7. Каждый корпус 7 оснащен зажимами для ибделия, вьшолненными в виде двух двуплечих рычагов 9 с центрирующим 10 и упорным 11 плечами и ограничительного пальца 12, закрепленного на корпусе Рычаги 9 установлены на корпусе 7 посредством осей 13 и подпружинены относительно корпуса -пружинами 14. Упорное плечо 11 рычагов. 9 выполнено с криволинейным пазом 15 и торцовым упором 16. На раме конвейера 4 выполнены пазы (не показаны), позволяющие устанавливать стойки кантователя в зависимости от длины изделия. Подъем изделия в зону зажимов кантователя осуществляется подъемным столом 17. Подъем и опуска- нле стола осуществляется пневмоцилиндром 18. На конвейере установлен выдвижной упор 19. Рамное изделие 5 представляет собой плиту 20 с продольными ребрами 21. Порядок работы кантователя следующий. Изделие 5, .транспортируемое конвейером 4, останавливается выдвигаемым упором 19, и подъемный стол 17 поднимает изделие 5 в зону зажимов кантователя. В цилиндры 6 подают рабочую среду, и корпуса 7 выдвигаются. Рычаги 9, симметрично расположенные относительно оси изделия и кантователя, упираются своими торцовыми упорами 16 упорных плечей 11 в изделие 5 и поворачиваются вокруг неподвижных осей 13. При этом центргрующие плечи Ю рычагов упираются в продольные ребра 21 изделия. Происходит центровка изделия. Подъемный стол 17 опускается и включается привод 8 вращения. Изделие кантуется, причем при вертикальном положении зажимов вес изделия, действующий на верхние центрирующие плечи 10 рьгчагов 9, стремится развернуть рычаги относительно осей 13, а упорные плечи 11 этих рычагов еще больше зажимают изделие. Палец 12
благодаря уставке его в пазах 13 ограничивает ход рычагов. После возвращения изделия в исходное горизонтальное положение корпуса разводятся, причем двуплечие рычаги возвращаются в исход- 5 ное положение под действием пружйа,.14 кручения.
Преимуществами данного канговатрля
- ffi
по сравнению с известным являются воз
MCMtHocfь применения кантователя для кантования изделий различных типоразмеров, так как двуплечие рычаги центрируют продольные ребра изделия независимо or размера между ними и надежность кантования, так как рычаги под действием веса изделия при вертикальном положении зажимов с еще больщим усилием зажимают изделие, что предотвращает изделие , от сползания при кантовании. Кроме того,20 двуплечие рычаги центрируют изделие огносигельно оси кантователя, что умёньщает крутящий момент, необходимый для кантования, а следовательно, и энергозатраты. При этом обеспечивается повыщение производительности труда, так как нет необходимости в, дополнительных операциях по центровке, фиксации и рас фиксации изделия..
Формулаизобретения Кантователь рамных изделий, содержа- Д1ИЙ две стойки, смонтированные на них силовые цилиндры с поворотными выдвижными корпусами, зажимами и торсовыми упорами для изделия, отличающийся тем, что, с целью повьпиения производительности путем центрирования изделий различных размеров при их зажЕЕ- ме, зажим каждой стойки вьшолнен в виде смонтированных на корпусе и прдпружи ненных относительно него двух двуплечих рычагов с центрирующими плечами и ynofvными плечами с криволинейными пазами, а также закрепленного на корпусе ограничительного пальца для рычагов, установленного в криволинейных пазах упорных плеч указанных рычагов, при этом торцовые упоры расположены на упорных плечах рычагов.
Источники информации, принятые во внимание при экспертизе
№ 694341, кл. В 23 К 37/04, 1978.
(прототип).
&$ r. « n
