Изобретение относится к станкостроению и предназначено для применения на пшифовальных станках при многопроходной обработке.
Целью изобретения является повышение производительности.
Поставленная цель достигается пу,тем стабилизации подачи на врезание на максимальном по технологическим условиям уровне при прочих равных условиях.
На фиг.1 приведена функ7диональная схема управления шлифовальным станком; на фиг.2 - функциональная схема блока .управления; на фиг.З - функциональная схема блока пуска.
Система адаптивного управления содержит датчик 1 силового параметра процесса резания, задатчик 2 уровня силового параметра, подключенные к сумматору 3, выход которого подключен к входам коммутатора А, ключа 5 и блока управления 6, выходы которого подключены к управляющему входу коммутатора 4, ключа 5 и блока пуска 7. К выходу ключа 5 подключен регулятор 8 скорости отвода круга, выходом подсоединенный к приводу 9 отвода круга и датчику 10 контроля скорости отвода, выходом подключенного к третьему входу блока управления 6, к второму входу которого подключен выход задатчика 11 минимальной скорости продольной подачи, а к четвертому - выход датчика 12 скорости подачи. Выход задатчика 11 подключен также к коммутатору 4, выход которЪго подключен к входу регулятора 13 ско.рости подачи, управляющего приводом 14 продольной подачи.
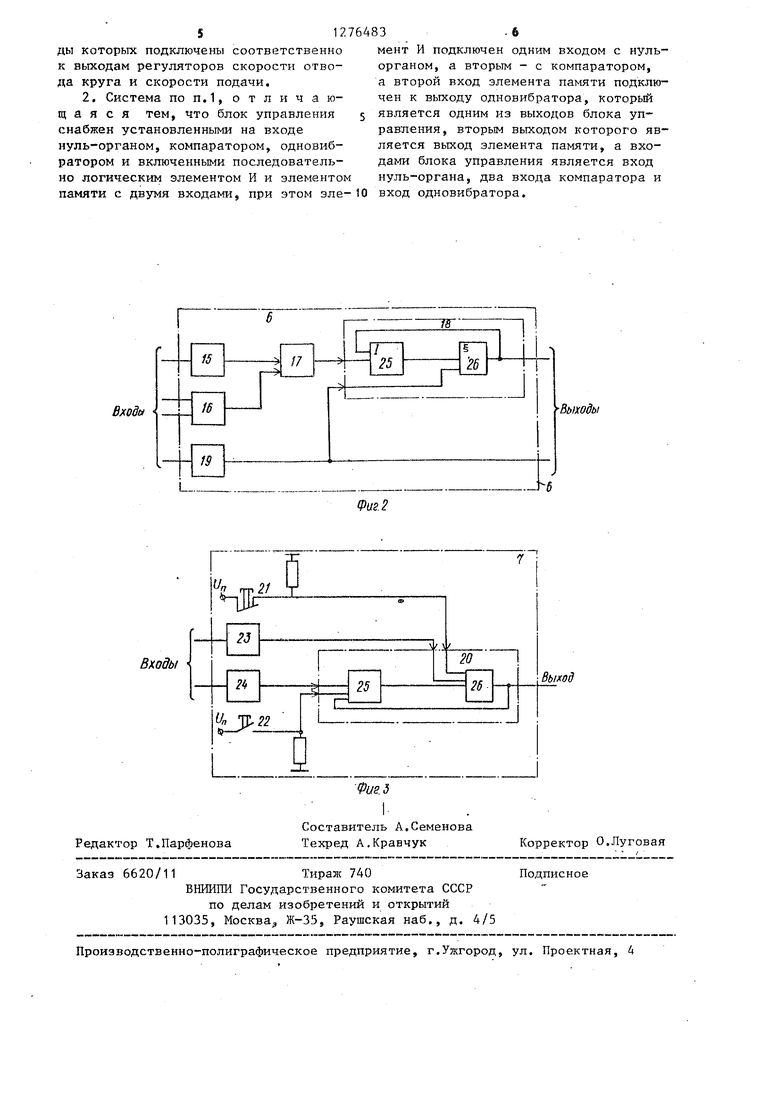
Блок управления 6 имеет четыре .входа и два выхода. Первым входом блока б является нуль-орган 15, вторым и четвертым - компаратор 16,, при чем выходы нуль-органа 15 и компаратора 16 подключены к входу логического элемента И 17, выход которого подключен к одному из входов элемента памяти 18, выход которого и явля-ется одним из выходов блока управления 6. Третьим входом блока управления 6 является одновибратор 19, являющийся вторым выходом блока 6 и вторым входом элемента памяти 18.
Блок пуска 7 содержит элемент памяти 20, к выходам которого подключены кнопки останова 21 и пуска 22, логические элементы И-НЕ 23 и 24,
которые и являются входами блока пуска.
Элементы памяти 18 и 20 выполнены по схеме, содержащей последовательно
включенные и с обратной связью логические элементы ИЛИ 25 и Е 26,
Система адаптивного управления работает следующим образом.
Перед началом работы ключ 5 и два канала коммутатора 4 разомкнуты и напряжение задания с выхода сумматора не поступает на регуляторы 8 и 13„ Это обеспечивается тем, что сигнал на выходе датчика 1силового параметра равен нулю и поэтому на вы гсоде сумматора 3 сигнал равен сигналу задатчика 2, На выходе нуль-органа 15 блока 6 и на выходе блока б устанавливается логический сигнал
О, а на управляющем входе ключа 5 и коммутатора 4 устанавливается так же сигнал О, На втором выходе бло ка 6 присутствует сигнал I, который поступает на первый вход блока пуска 7 (на его логический элемент И-ИЕ 23),
На выходе элемента И-НЕ 24 блока пуска 7 и на выходе блока пуска 7
0 присутствует логический сигнал О, который подается на первый управляющий вход ког-мутатора 4. При нажатии кнопки пуска 22 на четвертый вход элемента памяти 20 поступает логический сигнал 1, которьй запоминается и проходит на выход блока пуска 7 . С выхода блока пуска 7 сигнал 1 поступает на первый управляющий вход, коммутатора 4, Вследствие этод го первый канал коммутатора 4 замыкается и подключает выход сумматора 3 к регулятору 13 скорости продольной подачи, который управляет приводом 14о Станок начинает работу. Скорость максимальна, пока круг не коснется детали. В начале процесса резания датчик 1 силового параметра вьщает соответствующий сигнал. При превышении сигнала задатчика 2 на выходе Сумматора 3 появляется отрицательный сигнал. Выходной сигнал регулятора 13 скорости начинает уменьшаться, и силовой параметр стабилизируется на заданном уровне. При уменьшении скорости подачи до минимально заданной задатчиком 11, определяющей при постоянстве сапового параметра максимально возможны по технологическим условиям уровень величины подачи на
врезание, на выходе компаратора 16 появляется сигнал 1,.Это приводит к появлению сигнала 1 на выходе элемента. И М, так как на первом входе элемента И 17 уже есть 1, обусловленная отрицательным сигналом сумматора 3 поступающего на вход нульоргана 15. На первьш вход элемента памяти 18 поступает 1, проходящая на первый выход блока 6, запоминается и поступает далее на второй управляющий вход коммутатора 4 и первьш вход блока пуска 7. Это приводит к сбросу элемента памяти 20 и появлению на выходе блока пуска 7 логического сигнала О. При этом первый канал коммутатора 4 размыкается, второ его канал и ключ 5 замыкаются. Тем самым регулятор 13 подключается к задатчику 11, а регулятор 8 - к сумматору 3. Вследствие этого регулятор 8 управляет приводом 9 и начинается отвод шлифовального круга от детали. .Движение продольной подачи продолжается с минимальной подачей. При этом силовой параметр процесса резания поддерживается на заданном уровне за счет регулирования скорости отвода круга. Траектория двилсения круга как бы копирует профиль детали со стороны движения круга, снимая при этом слой металла, равный максимальной, для заданного силового параметра, подаче на врезание. По мере подхода круга к вершине детали и уменьшения угла наклона профиля детали сигнал датчика 1 становится меньше сигнала задатчика 2,. что приводит к появлению полон ительного сигнала на выходе сумматора 3, и уменьшению выходного сигнала регулятора 8, к уменьшению скорости отвода круга до нуля. При достижении сигнала нулевой отметки привод 9 останавливается. На выходе датчика скорости отвода 10 по- является логический сигнал 1, поступаюищй на четвертый вход блока 6 и на выходе одновибратора 19 и на втором выходе блока 6 кратковременно появляется логический сигнал О. Это приводит к сбросу элемента памя.ти 18 и появлению на первом выходе блока управления 6 логического сигнала О и на вьпсодах логических эле- . ментов И-НЕ 23 и 24 появлению логичес.кого сигнала 1, что повторяется на выходе элемента памяти 20 и на выходе блока пуска 7. Ключ 5 и второй канал
коммутатора 4 размыкаются, первьш канал ком гутатора 4 замЕ жается, подключая регулятор 13 скорости продольной подачи к сумматору 3. Скорость продольной подачи увеличивается и при выходе круга из контакта с деталью достигает максимальной. Па последующем проходе шлифоваюш система работает аналогично. Таким образом на калсдой конкретной детали снимается слой металла, равньй максимальной для заданного уровня силового параметра процесса резания подаче на врезание.
Применение предлагаемого устройства позволяет повысить производительность 1Ш1ифования путем стабилизации подачи на презапио. на максимальной по технологическим условиям уровне.
Ф о р м у л а изобретен и я
1. Система адаптивного зправления шлифовальным станком, содержащая блок пуска, датчик силового параметра процесса резания и задатчик уровн силового параметра, подключенные к последовательгю включенному сумматоРЗ, регуляторам скорости отвода круга и продольной подачи, подключенным соответственно к приводам отвода круга и подачи, отличающаяся тем, что, с целью повышения производительности, система снабжена двухвходовым коммутатором, ключом, задатчиком максимальной скорости продольной подачи, блоком управле -;ия, датчиками скорости продольной подачи и контроля скорости отвода круга, при этом выход сумматора включен к входам двухпорогового коммутатора, блока управления и к одному из входов ключа, выход которого подключен к входу регулятора скорости отвода круга, а управляюищй вход - к выходу блока управления, к котором подключены входы двухпорогового коммутатора и блока пуска, пpичe 5 выход двухпорогового комг-гутатора подключен к входу регулятора скорости подач, а к двум остальным входам коммутатора подключены выход блока пуска и выход задатчика минимальпой скорости подачи, который подключен к одному из .входов блока управления, два других входа которого подключены соответственно к датчикам контроля скорости отвода круга и скорости подачи,вхо127ды которых подключены соответственно к выходам регуляторов скорости отвода круга и скорости подачи. 2. Система по п.1, отличающаяся тем, что блок управления снабжен установленньпии на входе нуль-органом, компаратором, одновибратором и включенными последовательно логическим элементом И и элементом памяти с двумя входами, при этом эле- 10 3-6 мент И подключен одним входом с нульорганом, а вторым - с компаратором, а второй вход элемента памяти подключен к выходу одновибратора, который является одним из выходов блока управления, вторым выходом которого является выход элемента памяти, а входами блока управления является вход нуль-органа, два входа компаратора и вход одновибратора.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система адаптивного управления шлифовальным станком | 1983 |
|
SU1156000A1 |
| Устройство регулирования скорости электродвигателя | 1983 |
|
SU1125600A1 |
| Устройство для управления нагревом электротермической установки | 1989 |
|
SU1817258A1 |
| Способ управления рабочим циклом поперечной подачи при врезном шлифовании и устройство для его осуществления | 1985 |
|
SU1296385A1 |
| Устройство для автоматической стабилизации скорости шлифования | 1982 |
|
SU1046077A1 |
| Многоканальный широтно-импульсный регулятор температуры (его варианты) | 1981 |
|
SU962883A1 |
| Устройство для автоматического управления (его варианты) | 1984 |
|
SU1249481A1 |
| Устройство для управления искусственным сердцем | 1986 |
|
SU1477418A1 |
| Способ управления электродвигателем скребкового конвейера и электропривод для его осуществления | 1988 |
|
SU1647839A1 |
| Электропривод подъемной машины | 1987 |
|
SU1511837A1 |

Входа
Выходы
| Устройство управления приводом отвода круга | 1975 |
|
SU541660A1 |
