двигателю привода подачи, вход за- ности подключен к первому выходу блодатчика длины обрабатываемой поверх- ка пуска.
1156000
I .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования скорости электродвигателя | 1983 |
|
SU1125600A1 |
| Устройство для автоматического контроля формы детали | 1985 |
|
SU1255410A1 |
| Устройство ограничения вибраций на шлифовальном станке | 1981 |
|
SU952553A1 |
| Устройство для управления шлифовальным станком | 1986 |
|
SU1381433A1 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| Устройство для управления перемещением стола плоскошлифовального станка | 1985 |
|
SU1278809A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Способ управления циклом шлифовального станка | 1983 |
|
SU1166976A1 |
| Способ управления рабочим циклом поперечной подачи при врезном шлифовании и устройство для его осуществления | 1985 |
|
SU1296385A1 |
СИСТЕМА АДАПТИВНОГО УПРАВЛЕНИЯ ШЛИФОВАЛЬНЫМ СТАНКОМ, содержащая электродвигатель привода шлифовального круга, подключенный к первому преобразователю и датчику мощгшсти ре.чания. выход которого подключен к первому входу сумматора, к второму входу которого подключен выход, задатчика величины мощности резания, а к выходу - вход интегратора, блок пуска, второй выход которого подключен к входу задатчика величины мощности резания, блок управления, выход которого подключен -к второму преобразователю j выход которого подключен к электродвигателю привода подачи, о тличающаяся тем, что,с целью повьшения производительности шлифования, в нее введены нуль-орган, компаратор, одновибратор, два логических эленента И-НЕ, четьфе ключа, датчик скорости подачи, интегратор, блок памяти, умножитель, вычислитель квадратного корня, задатчик длины обрабатываемой поверхности и задатчик величины ускорения привода подачи, причем вход нуль- органа подключен к выходу датчика мощности резания,и к первому входу сумматора, а выход к входу одновибратора и первому входу первого логического элемента И-НЕ, к второму входу которого подключен выход одновибратора и управляющий вход первого, .ключа, а к выходу управляющий вход второго ключа, вход которого подключен к выходу датчика скорости подачи и к входу интегратора, выход которого подключен к выходу второго ключа и к входу (Л первого ключа, выход которого подключен к выходу задатчика длины обрабатываемой поверхности и к входу блока памяти, выход которого подключен к первому входу умножителя, к втброму входу которого подключен второй выход задатчика величины ускорения привода подачи,а к выходу - вход вычислителя квадра.тного корня, к ходу которого подключен вход третьего ключа и первый вход компаратора, к О5 второму входу которого подключен выход интегратора и вход четвертого ;ключа, а к выходу - управляющий вход четвертого ключа и вход второго логического элемента И-НЕ, выход которого подключен к управляющему входу третьего ключа, выход которого подключен к выходу четвертого ключа и к второму входу блока управления, к первому входу которого подключен первый выход задатчика величины ускорения привода подачи, вход датчика скорости подачи подключен к электро-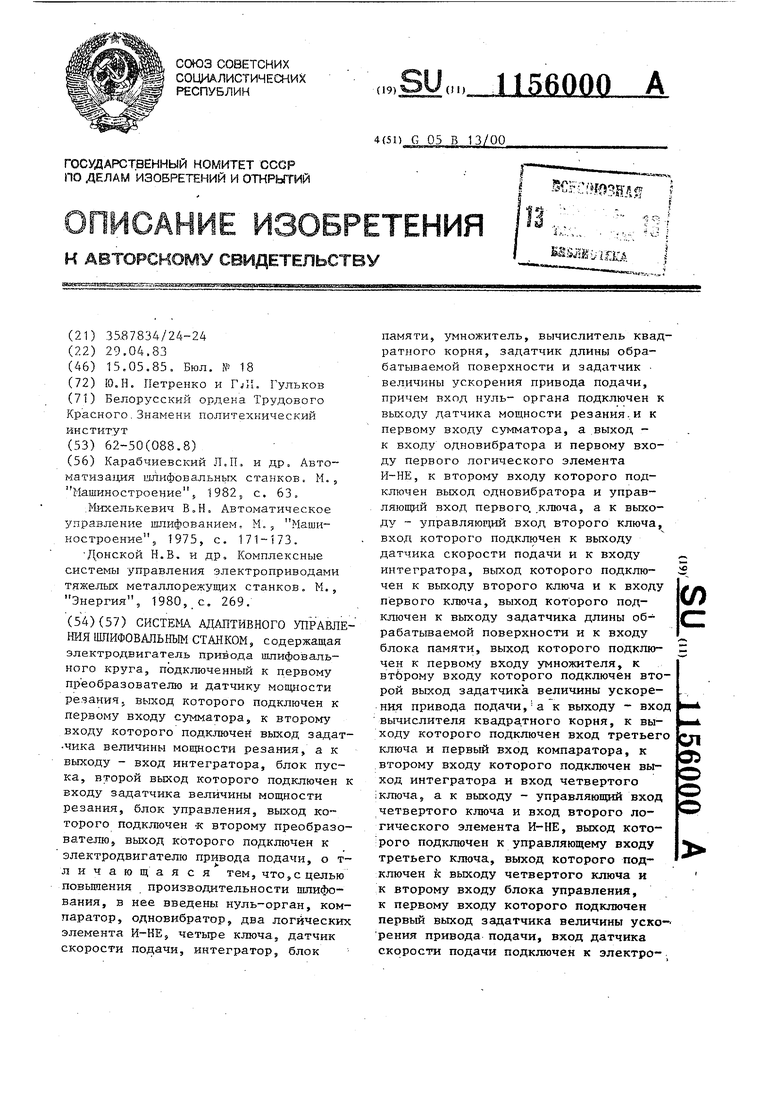
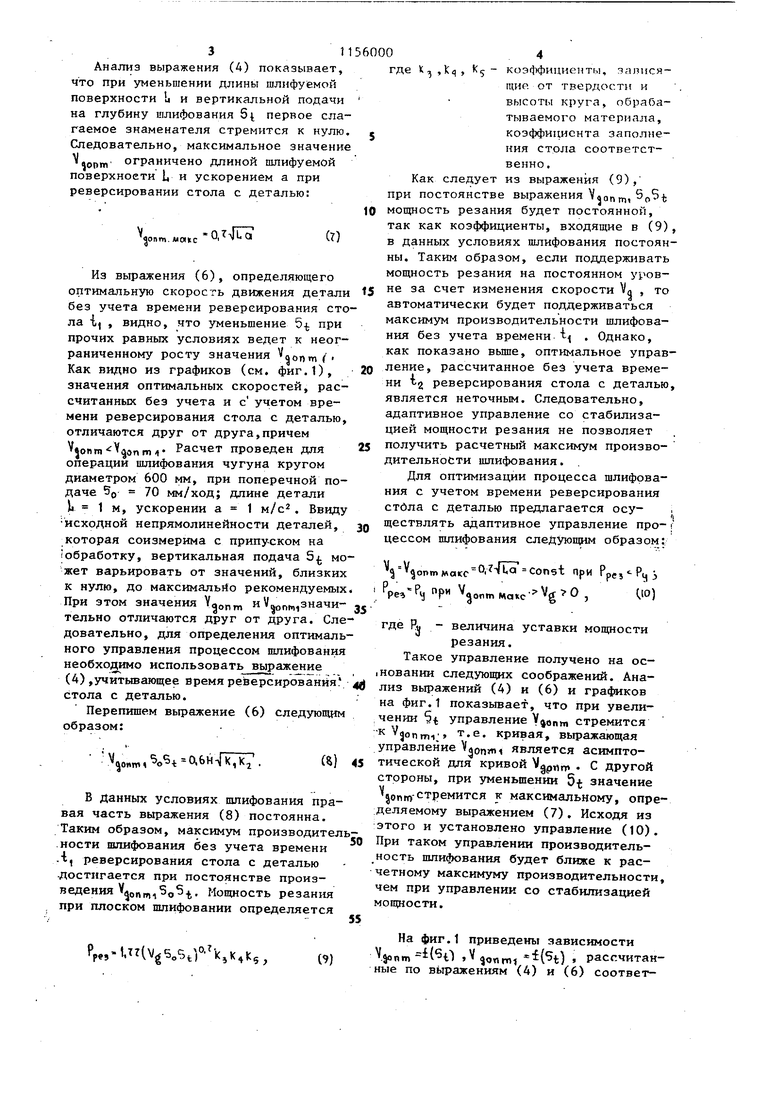
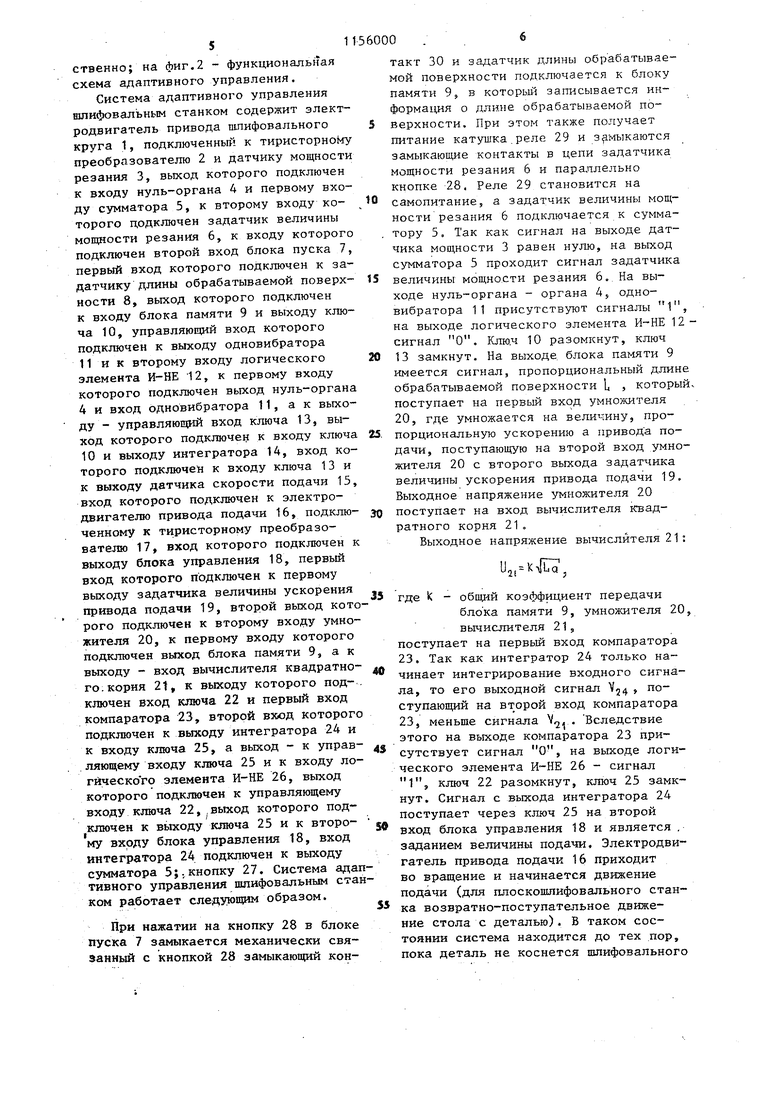
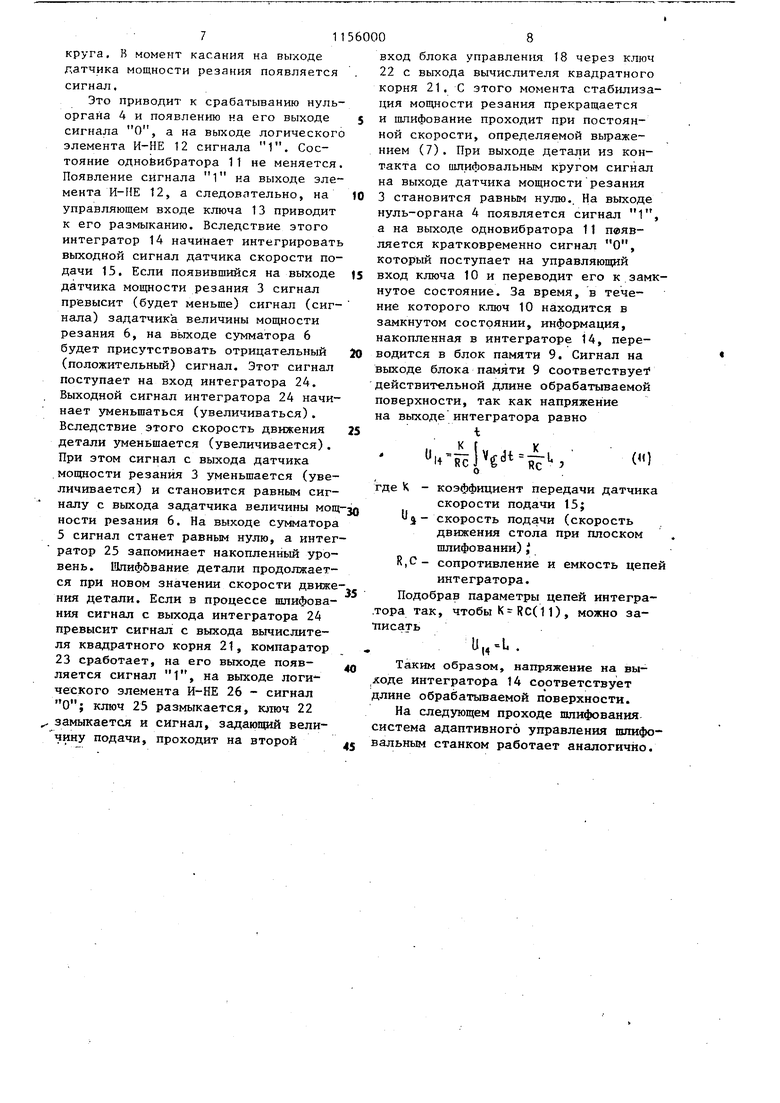
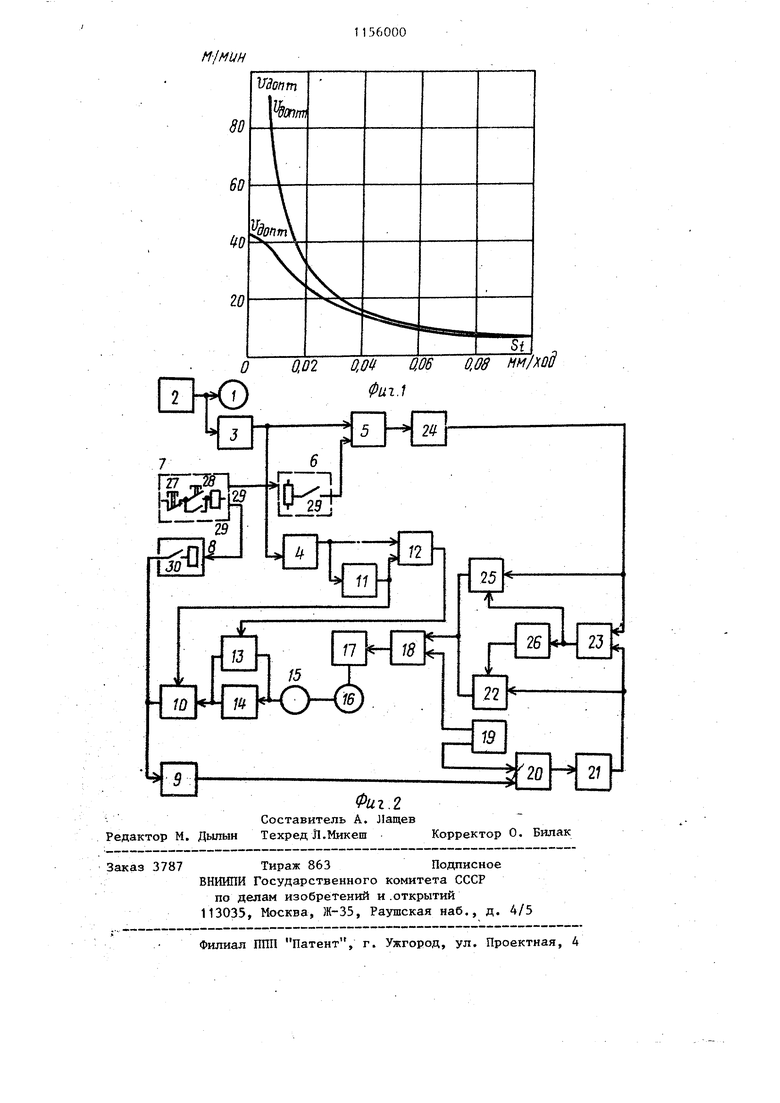
Изобретение относится к станкострюению и предназначено для использования на шлифовальных станках, преимущественно для ппоского и круглого шлифования периферией круга. Цель изобретения - повьшение прои водительности шлифования. Повьшение производительности шлифования требует оптимизации режимов резания, т.е. шлифования с подачей, обеспечивающей экстремальное значение критерия оптимизации. Одним из таких критериев является максимум производительности. Для йлифования на плоско шлифовальном станке с прямоугольньм столом производительность можно опре делить tnp + tcM ,,L rAetj-c-rr- - время резания,мин, г VcT % - время реверсирования Сто ла с деталью, мин; - количество необходимых для обработки проходов; L - длина шлифования; i др- время правки шлифовального кругаi мин; см время смены шлифовального круга при полном износе, мин; число правок круга за время эксплуатации до полного износа, период стойкости круга, мин; вспомогательное время, мин; W- скорость движения детали м/мин; Ч - ускорение стола с деталью . на участке торможения и - разгона, м/мин. Период стойкости круга на плоском шл фовании периферией круга связан с режи мами резания эмпирической зависимость C So5tV где Н - высота круга, мм; K,jKj - коэффициенты, зависящие от обрабатываемого материала и диаметра круга соответственно. После подстановки выражений для всех составляющих в формулу (1) она приниает вид ; t9t5o)4;Vfftnp, tSl 4t. 0,35Н К,Кг где tBpi tiip t,tcM/n . Основным возмущающим воздействием для технологических процессов металлообработки является изменение припуска, что характеризуется при шлифовании изменением подачи . При шлифовании сплошных поверхностей изменение подачи So практически исключено. Рассматривая 5 и 5t как параметры,, из выражения (3) можно определить, что максимум производительности П достигается при оптимальной скорости . , V . - npitSpetf lo.WH К,Ка Если пренебречь в выражении (3) временем t реверсирования стола с деталью, его можно записать П, iiLH-iil M feEi+i V 0.35HK,Kt Без учета времени tj максимум производительности соответствует скорости ,аьн Гм7 ,, 5.nm s stNT;;: 311 Анализ выражения (А) показывает, что при уменьшении длины шлифуемой поверхности Ь и вертикальной подачи на глубину шлифования 5{ первое слагаемое знаменателя стремится к нулю. Следовательно, максимальное значение опт ограничено длиной шлифуемой поверхности L и ускорением а при реверсировании стола с деталью: 0,7л)Га qonm. JMOdtc о Из выражения (6), определяющего оптимальную скорость движения детали без учета времени реверсирования сто ла ij , видно, ито уменьшение 5 при прочих равных условиях ведет к неограниченному росту значения видно из графиков (см. фиг.1), значения оптимальных скоростей, рассчитанных без учета и с учетом времени реверсирования стола с деталью, отличаются друг от друга,причем V5onm :V onmv Расчет проведен для операции шлифования чугуна кругом диаметром 600 мм, при поперечной подаче 5о 70 мм/ход; длине детали Ь 1 м, ускорении а 1 м/с. Ввиду исходной непрямолинейности деталей, которая соизмерима с припуском на iобработку, вертикальная подача 5 мо жет варьировать от значений, близких к нулю, до максимапьйо рекомендуемых При этом значения Yao, и У значительно отличаются друг от друга. Сле довательно, для определения оптималь кого управления процессом пшифования необходимо использовать выраже ие (4) .учитывающее время реверсирования стола с деталью. Перепишем вьфажение (6) следующим образом: ,.,K.,. (S) В данных условиях шлифования правая часть выражения (8) постоянна. Таким образом, максимум производител .ности шлифования без учета времени -1, реверсирования стола с деталью достигается при постоянстве произведения .. Мощность резания при плоском шлифовании определяется V - - i g5oStr-k,K,K5, (9) 0 где K,,Kq, 5 - коэ(})фициенты, зависящие от твердости и высоты круга, обрабатываемого материала, коэффициента заполнения стола соответственно . Как следует из выражения (9), при постоянстве выражения V«anfr,, мощность резания будет постоянной, так как коэффициенты, входящие в (9), в данных условиях шлифования постоянны. Таким образом, если поддерживать мощность резания на постоянном уровне за счет изменения скорости Vg , автоматически будет поддерживаться максимум производительности шлифования без учета времени t . Однако, как показано вьшге, оптимальное управление, рассчитанное без учета времени 2 реверсирования стола с деталью, является неточным. Следовательно, адаптивное управление со стабилизацией мощности резания не позволяет получить расчетный максимум производительности шлифования. Для оптимизации процесса шлифования с учетом времени реверсирования стдла с деталью предлагается осу- , ществлять адаптивное управление про- цессом шлифования следуюп№1м образом: 3 V oT mMaKC const при PpesPyj Р ., 4олт о де р величина уставки мощности резания акое управление получено на ос„овании следующих соображений. Анализ выражений (4) и (6) и графиков на фиг.1 показывает, что при увеличении 5 управление Yjonm стремится jonmi т.е. кривая, выражающая правление Vaonmi является асимптотической ппя кривой . С другой тороны, при уменьшении 5t значение {опт Рб ится к максимальному, опрееляемому выражением (7). Исходя из того и установлено управление (10). ри таком управлении производительость шлифования будет ближе к расетному максимуму производительности, ем при управленик со стабилизацией ощности. На фиг.1 приведены зависимости Vn«n(O .Vjonmi (t) . рассчитанные по вь1ражениям (4) и (6) соответ51ственно; на фиг.2 - функциональная схема адаптивного управления. Система адаптивного управления шлифовальным станком содержит электродвигатель привода шпифовального круга 1, подключенный к тиристорному преобразователю 2 и датчику мощности резания 3, выход которого подключен к входу нуль-органа 4 и первому входу сумматора 5, к второму входу которого подключен задатчик величины мощности резания 6, к входу которого подключен второй вход блока пуска 7, первый вход которого подключен к задатчику длины обрабатываемой поверхности 8, выход которого подключен к входу блока памяти 9 и выходу ключа 10, управляющий вход которого подключен к выходу одновибратора 11 и к второму входу логического элемента И-НЕ 12, к первому входу которого подключен выход нуль-органа 4 и вход одновибратора 11, а к выходу - управляюпщй вход ключа 13, выход которого подключен к входу ключа 10 и выходу интегратора 14, вход которого подключен к входу ключа 13 и к выходу датчика скорости подачи 15, вход которого подключен к электродвигатегао привода подачи 16, подключенному к тиристорному преобразователю 17, вход которого подключен к выходу блока управления 18, первый вход которого подключен к первому выходу задатчика величины ускорения привода подачи 19, второй выход кото рого подключен к второму входу умножителя 20, к первому входу которого подключен выход блока памяти 9, а к выходу - вход вычислителя квадратного, корня 2t, к выходу которого подключей вход ключа 22 и первый вход компаратора 23, второй вхюд которого подключен к выходу интегратора 24 и к входу ключа 25, а выход - к управ.ляющему входу ключа 25 и к входу логйческого элемента И-НЕ 26, выход которого подктаочен к управляющему входу ключа 22,,выход которого подключен к вьпсоду ключа 25 и к второму входу блока управления 18, вход интегратора 24 подключен к выходу сумматора 5;,кнопку 27. Система адап тивного управления шлифовальным стан ком работает следующим образом. При нажатии на кнопку 28 в блоке пуска 7 замыкается механически связанный с кнопкой 28 замыкающий кон.6 0 такт 30 и задатчик длины обрабатываемой поверхности подключается к блоку памяти 9j в который записывается инфopмal iя о длине обрабатываемой поверхности. При этом также получает питание катушка.реле 29 и замыкаются замыкающие контакты в цепи задатчика мощности резания 6 и параллельно кнопке 28, Реле 29 становится на самопитание, а задатчик величины мощности резания 6 подключается к сумматору 5, Так как сигнал на выходе датчика мощности 3 равен нулю, на выход сумматора 5 проходит сигнал задатчика величины мощности резания 6.. На выходе нуль-органа - органа 4, одновибратора 11 присутствуют сигналы 1, на выходе логического элемента И-НЕ 12сигнал О, Клю.ч 10 разомкнут, ключ 13 замкнут. На выходе блока памяти 9 имеется сигнал, пропорциональный длине обрабатываемой поверхности L который поступает на первый вход умножителя 20, где умножается на величину, пропорциональную ускорению а привода подачи, поступающую на второй вход умножителя 20 с второго выхода задатчика величины ускорения привода подачи 19, Выходное напряжение умножителя 20 поступает на вход вычислителя квадратного корня 21. Выходное напряжение вычислителя 21 : , где k - общий коэффициент передачи блока памяти 9, умножителя 20, вычислителя 21, поступает на первый вход компаратора 23, Так как интегратор 24 только начинает интегрирование входного сигнала, то его выходной сигнал / , поступающий на вход компаратора 23, меньше сигнала 1 Вследствие этого на выходе компаратора 23 присутствует сигнал О, на выходе логического элемента 26 - сигнал 1, ключ 22 разомкнут, ключ 25 замкнут. Сигнал с выхода интегратора 24 поступает через ключ 25 на второй вход блока управления 18 и является . заданием величины подачи. Электродвигатель привода подачи 16 приходит во вращение и начинается движение подачи (для плоскошлифовального станка возвратно-поступательное движение стола с деталью). В таком состоянии система находится до тех пор, пока деталь не коснется шлифовального круга, В момент касания на выходе датчика мощности резания появляется сигнал. Это приводит к срабатыванию нуль органа 4 и появлению на его выходе сигнала О, а на выходе логическог элемента И-НЕ 12 сигнала 1. Состояние однобибратора 11 не меняется Появление сигнала 1 на выходе элемента И-ИЕ 12, а следовательно, на управляющем входе ключа 13 приводит к его размыканию. Вследствие этого интегратор 14 начинает интегрироват выходной сигнал датчика скорости подачи 15. Если появившийся на вьтходе датчика мощности резания 3 сигнал превысит (будет меньше) сигнал (сигнала) задатчика величины мощности резания 6, на выходе сумматора 6 будет присутствовать отрицательный (положительный) сигнал. Этот сигнал поступает на вход интегратора 24. Выходной сигнал интегратора 24 начинает уменьшаться (увеличиваться). Вследствие этого скорость движения детали уменьшается (увеличивается). При этом сигнал с выхода датчика мощности резания 3 уменьшается (увеличивается) и становится равным сигналу с выхода задатчика величины мощ ности резания 6. На выходе сумматора 5 сигнал станет равным нулю, а интег ратор 25 запоминает накопленный уровень. 11пифование детали продолжается при новом значении скорости движе НИН детали. Если в процессе шлифования сигнал с выхода интегратора 24 превысит сигнал с выхода вычислителя квадратного корня 21, компаратор 23 сработает, на его выходе появляется сигнал 1, на выходе логи ческого элемента И-НЕ 26 - сигнал ключ 25 размыкается, Ю1юч 22 замыкается и сигнал, задающий величину подачи, проходит на второй вход блока управления 18 через ключ 22 с выхода вычислителя квадратного корня 21. С этого момента стабилизация мощности резания прекращается и шлифование проходит при постоянной скорости, определяемой выражением (7), При выходе детали из контакта со шлифовальным кругом сигнал на выходе датчика мощности резания 3 становится равным нулю. На выходе нуль-органа 4 появляется сигнал 1, а на выходе одновибратора 11 появляется кратковременно сигнал О, который поступает на управляющий вход ключа 10 и переводит его к.замкнутое состояние. За время, в течение которого к.гаоч 10 находится в замкнутом состоянии, информация, накопленная в интеграторе 14, переводится в блок памяти 9. Сигнал на выходе блока памяти 9 соответствует действительной длине обрабатываемой поверхности, так как напряжение на выходе интегратора равно t 00 4, I+R - коэффициент передачи датчика скорости подачи 15; i- скорость подачи (скорость движения стола при плоском шлифовании)J R,C- сопротивление и емкость цепей интегратора. Подобрав параметры цепей интегра.тора так, чтобы (11), можно записать; . Таким образом, напряжение на выходе интегратора 14 соответству ет длине обрабатываемой поверхности. На следующем проходе шлифования система адаптивного управления шлифовальным станком работает аналогично.
| Карабчиевский Л.П | |||
| и др | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| , Машиностроение 5 1982, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Донской Н,В | |||
| и др | |||
| Комплексные системы управления электроприводами тяжелых металлорежущих станков | |||
| М., Энергия, 1980, с | |||
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
