Изобретение относится к автоматизации технологических процессов на врезных шлифовальных станках и может быть использовано в станкостроительной, автомобильной, авиационной и других отраслях промьппленности.
Цель изобретения - повышение производительности и точности размерой за счет компенсации влияния на режим шлифования вариаций начального припуска и режущих свойств инструмента.
На фиг.1 представлены графики изменения мощности шлифования Pu,(t) и текущего припуска S(t) в функции времени для трех различных значений начального припуска обрабатываемых
деталей S
SH 5„ ;на фиг.2 «1. а схема устройства управления.
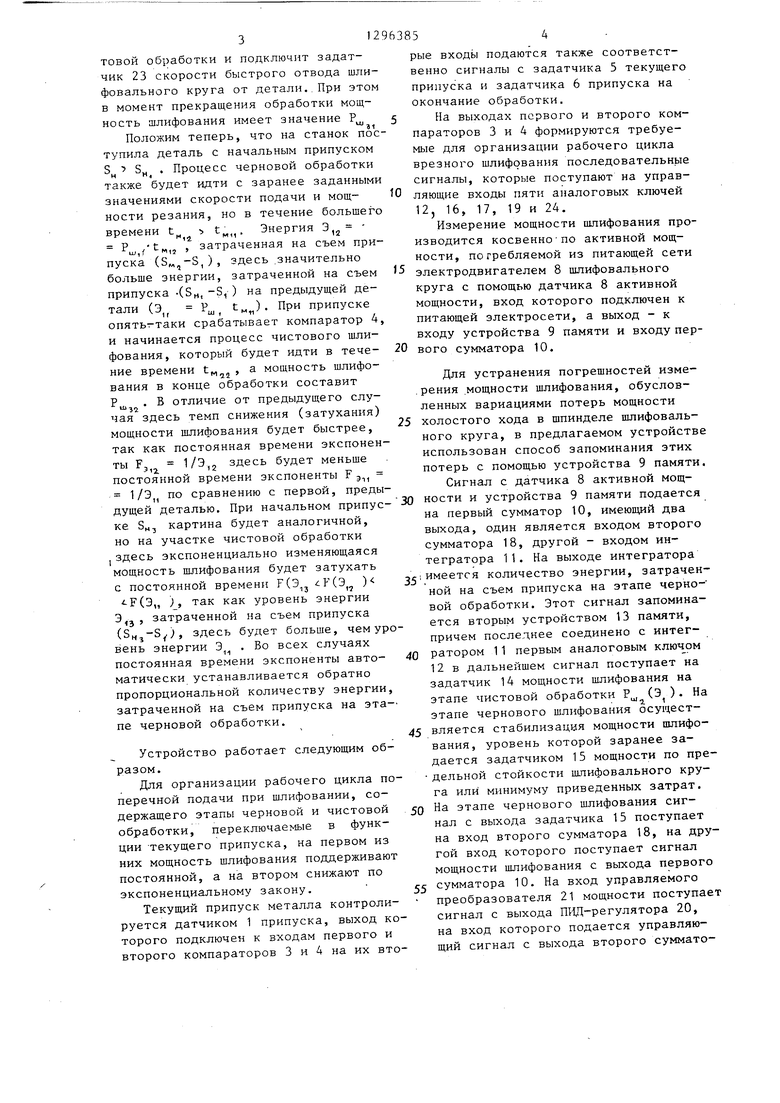
Устройство содержит индуктивный 20 датчик 1 припуска детали 2, соединен- ,ный с двумя компараторами 3 и 4 (выполненными на микросхемах), входы которых также соединены с задатчика- ми 5 и 6 припуска (один - задатчик 5 25 припуска текущего значения, другой - задатчик 6 припуска конечного значения, оба потенциометрического типа), электродвигатель 7 шпинделя пшифоКоличество энергии Э зависит главным образом от величины начального припуска 3„ заготовки и в какой-то мере от состояния режущей способности шлифовального круга и других технологических факторов. При постоянной мощности шлифования на этапе чер новой обработки Pui Const количест во энергии, затрачиваемой на съем припуска 5„-8,, (как это видно из фиг. 1 будет равно произведению мощности на соответствующую величину машинного времени Э, Рщ, -t,.
Вариации начального припуска S, приводят при прочих равных условиях к изменениям суммарного машинного вре мени на обработку деталей, а также к
Бального круга,датчик 8 активной мощ- зо разбросу температуры обрабатываемых ности привода шлифовального круга, деталей в конце их обработки, и, как связанный с устройством 9 памяти и первым сумматором 10 (который представляет собой интегрально-логический элемент типа и ), связанным с интагра- j5 тором 11, выполненным на операционном усилителе. Интегратор соединен через первый аналоговый ключ 12 с вторым устройством 13 памяти, выход ко40
следствие, температурного расширения к вариациям их (отклонениям) диаметральных размеров.
При некотором минимальном начальном припуске Si,,, например, процесс черновой обработки будет протекать с постоянной мощностью резания Р,,, до величины припуска SB течение време
торого подается на вход задатчика 14 мощности на чистовом этапе обработки, выполненного на нелинейных элементах. Устройство содержит также задатчик 15 мощности шлифования на черновом этапе обработки, второй и третий аналоговые ключи 16 и 17,второй сумматор 18, который соединен через четвертый аналоговый ключ 19 с пропорционально-интегрально-дифференциальным регулятором (ПИД-регуля- тором) 20, который связан с управляемым тиристорным преобразователем 21 мощности, соединенным непосредствен-; но с электродвигателем 22 подачи, за датчик 23 скорости отвода круга и пятый аналоговый ключ 24.
Сущность способа состоит в том, что на этапе чистовой обработки мощность шлифования Рц, непрерьгено
45
50
ни-t,, При припуске Sy первый компаратор подает команду на отключение задатчика 15 мощности Р и на подключение задатчика 14 Р, (Э, ) соответственно через аналоговые ключи 17 и 16.
После этого процесс чистового шли фования в течение времени t будет продолжаться при экспоненциально снижающейся мощности шлифования
PU. ехр (F(3 )
)
с постоянной времени затухания Р(Э) 55 Когда весь припуск в процессе обработки будет снят (), то сработает второй компаратор 3, который отключит от входа электропривода подачи задатчик 14 мощности на этапе чисуменьшают (автоматически снижают) в функции времени по экспоненциальному закону, а постоянную времени экспоненты в каждом рабочем цикле принимают (автоматически задают) об- pa iHo пропорциональной количеству энергии Э, затраченной на съем припуска на этапе черновой обработки
Р., Р., ехр ( - р7э7)
Количество энергии Э зависит главным образом от величины начального припуска 3„ заготовки и в какой-то мере от состояния режущей способности шлифовального круга и других технологических факторов. При постоянной мощности шлифования на этапе черновой обработки Pui Const количество энергии, затрачиваемой на съем припуска 5„-8,, (как это видно из фиг. 1), будет равно произведению мощности на соответствующую величину машинного времени Э, Рщ, -t,.
Вариации начального припуска S, приводят при прочих равных условиях к изменениям суммарного машинного вре мени на обработку деталей, а также к
разбросу температуры обрабатываемых деталей в конце их обработки, и, как
следствие, температурного расширения, к вариациям их (отклонениям) диаметральных размеров.
При некотором минимальном начальном припуске Si,,, например, процесс черновой обработки будет протекать с постоянной мощностью резания Р,,, до величины припуска SB течение времеразбросу температуры обрабатываемых деталей в конце их обработки, и, как
ни-t,, При припуске Sy первый компаратор подает команду на отключение задатчика 15 мощности Р и на подключение задатчика 14 Р, (Э, ) соответственно через аналоговые ключи 17 и 16.
После этого процесс чистового шли фования в течение времени t будет продолжаться при экспоненциально снижающейся мощности шлифования
PU. ехр (F(3 )
с постоянной времени затухания Р(Э). Когда весь припуск в процессе обработки будет снят (), то сработает второй компаратор 3, который отключит от входа электропривода подачи задатчик 14 мощности на этапе чис31
ТОБОЙ обработки и подключит задат- чик 23 скорости быстрого отвода шлифовального круга от детали..При это в момент прекращения обработки мощность шлифования имеет значение Р
Положим теперь, что на станок потупила деталь с начальным припуском 5„ . Процесс черновой обработки также будет идти с заранее заданным значениями скорости подачи и мощности резания, но в течение большег времени t„ t
Энергия Э,,
,4 -М1,
,3 затраченная на съем припуска (,), здесь .значительно больше энергии, затраченной на съем припуска -(SH,-S, ) на предыдущей детали (Э Рц, м„) При припуске опять-таки срабатывает компаратор 4 и начинается процесс чистового шлифования, который будет идти в течение времени t , , а мощность шлифования в конце обработки составит Рц, .В отличие от предыдущего случая здесь темп снижения (затухания) мощности шлифования будет быстрее, так как постоянная времени экспоненздесь будет меньше
постоянной времени экспоненты F э, 1/Э, по сравнению с первой, предыдущей деталью. При начальном припуске SH-J картина будет аналогичной, но на участке чистовой обработки I здесь экспоненциально изменяющаяся мощность шлифования будет затухать с постоянной времени F(3.j ГСЭ ) Р(Э„ ), так как уровень энергии 3|j, затраченной на съем припуска (), здесь будет больше, чем урты F,, 1/Э,,
вень энергии Э,
Во всех случаях
-
постоянная времени экспоненты авто матически устанавливается обратно пропорциональной количеству энергии, затраченной на сьем припуска на этапе черновой обработки.
Устройство работает следующим образом.
Для организации рабочего цикла поперечной подачи при шлифовании, содержащего этапы черновой и чистовой обработки, переключаемые в функции -текущего припуска, на первом из них мощность шлифования поддерживают постоянной, а на втором снижают по экспоненциальному закону.
Текущий припуск металла контролируется датчиком 1 припуска, выход которого подключен к входам первого и второго компараторов 3 и 4 на их вто5
10
40
рые входы подаются также соответственно сигналы с задатчика 5 текущего припуска и задатчика 6 припуска на окончание обработки.
На выходах первого и второго компараторов 3 и 4 формируются требуемые для организации рабочего цикла врезного шлифования последовательные сигналы, которые поступают на управляющие входы пяти аналоговых ключей 12, 16, 17, 19 и 24.
Измерение мощности шлифования производится косвенно-по активной мощности, потребляемой из питающей сети
5 электродвигателем 8 шлифовального круга с помощью датчика 8 активной мощности, вход которого подключен к питающей электросети, а выход - к входу устройства 9 памяти и входу пер20 вого сумматора 10.
Для устранения погрешностей изме- .рения мощности шлифования, обусловленных вариациями потерь мощности 25 холостого хода в шпинделе шлифовального круга, в предлагаемом устройстве использован способ запоминания этих потерь с помощью устройства 9 памяти.
Сигнал с датчика 8 активной мощ- 30 ности и устройства 9 памяти подается на первый сумматор 10, имеющий два выхода, один является входом второго сумматора 18, другой - входом интегратора 11. На выходе интегратора
2 ;имеется количество энергии, затраченной на съем припуска на этапа черно- вой обработки. Этот сигнал запоминается вторым устройством 13 памяти, причем последнее соединено с интегратором 11 первым аналоговым ключом 12 в дальнейшем сигнал поступает на задатчик 14 мощности шлифования на этапе чистовой обработки Р (Э). На этапе чернового шлифования осущест45 вляется стабилизация мощности шлифования, уровень которой заранее задается задатчиком 15 мощности по пре- дельной стойкости шлифовального круга или минимуму приведенных затрат.
50 На этапе чернового шлифования сигнал с выхода задатчика 15 поступает на вход второго сумматора 18, на другой вход которого поступает сигнал мощности шлифования с выхода первого
55 сумматора 10. На вход управляемого преобразователя 21 мощности поступает сигнал с выхода ПВД-регулятора 20, на вход которого подается управляющий сигнал с выхода второго суммато512
pa 18. При этом организуется система стабилизации мощности шлифования на черновом этапе обработки.
Момент начала цикла чистовой обработки фиксируется датчиком припус- ка, при этом первый компаратор 3 размыкает третий аналоговый ключ 17 и замыкает второй аналоговый ключ 16. Сигнал с выхода задатчика мощности шлифования на чистовом этапе обработки поступает на вход второго сумматора 18. Задатчик мощности формирует экспоненциально изменяющийся сигнал задания величины мощности шлифова
ния, который принимают обратно про
порциональным количеству энергии,затраченной на съем припуска на этапе черновой обработки.
Применение в устройстве интегратора 11, второго устройства 13 памя- ти количества энергии, затраченной на съем припуска на этапе черновой обработки , задатчика 14 интенсивности изменения мощности на этапе чистовой обработки, пяти аналоговых ключей и ПВД-регулятора 20 позволяет достичь повышения производительности и точности обработки деталей по диаметральному размеру, мощность шлифования на этапе чистовой обработки снижают ho экспоненте, постоянную времени которой принимают обратно пропорциональной количеству энергии, затраченной на съем припуска на этапе черновой обработки. По окончании чистового шлифования, что также фиксируется датчиком 1 припуска и включенным на его выход вторым компаратором 4, компаратор открывает пятый аналоговый ключ 23 и закрывает тре- тий аналоговый ключ 19, за счет чего поступает сигнал с задатчика 23 скорости отвода на вход ПИД-регулято ра 20 и через управляемый преобразователь 21 м ощности подается сигнал электродвигателю 22 подачи.Устройство приходит в исходное состояние, и после поступления новой детали рабочий цикл врезного шлифования повторяется.
Формула изобретения
1. Способ управления рабочим циклом поперечной подачи при врезном шлифовании, содержащем этапы черно
5
вой и чистовой обработки, на первом из которых мощность шлифования поддерживают постоянной, а на втором снижают по экспоненциальному закону, переключаемые в функции текущего припуска, отличающийся тем, что, с целью повышения производительности и точности обработки деталей, мощность шлифования на этапе чистовой обработки снижают по экспоненте,постоянную времени которой принимают обратно пропорциональной количеству энергии, затраченной на съем припуска на этапе черновой обработки.
5
0
5
5
0
2. Устройство для управления рабо- чим циклом поперечной подачи при врезном шлифовании, содержащее датчик припуска детали, соединенный с первым компаратором, на вход которого подключен задатчик текущего припуска, а на выход - первый, второй и третий аналоговые ключи, соединенные последовательно датчик активной мощности, первый сумматор, второй сумматЪр, четвертый аналоговый ключ и преобразователь мощности, связанный с электродвигателем подачи круга, задатчик скорости отвода круга, связанный с пятым аналоговым ключом, задатчики мощности на черновом и чистовом этапах, связанные с вторым сумматором соответственно через третий и второй аналоговые ключи, отличающееся тем, что в устройство введены между четвертым аналоговым ключом и преобразователем мощности пропорцио- нально интегрально-дифференциальный регулятор соединенные последовательно задатчик конечного значения припуска и второй компаратор, второй вход которого соединен с датчиком припуска, а выходы с четвертым аналоговым ключом и через пятый аналоговый ключ - с пропорционально-интегрально-дифференциальным регулятором, первый блок памяти, включенный между выходом датчика активной мощности и вторым входом первого сумматора параллельно связи этих элементов, второй блок памяти, включенный между первым аналоговым ключом и выходом задатчика мощности на чистовом этапе, и интегратор, включенный между выходом первого сумматора и первым аналоговым ключом.
tf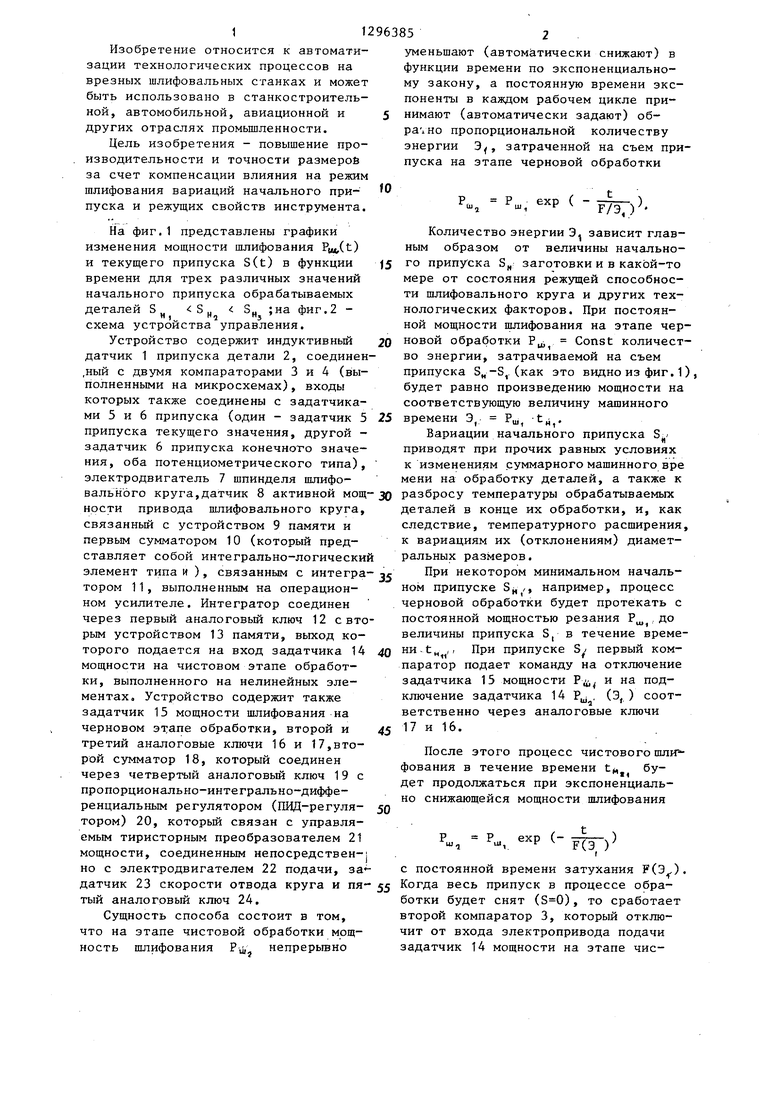
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1982 |
|
SU1105294A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| Способ автоматического управления процессом врезного шлифования | 1981 |
|
SU952555A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Способ управления процессом врезного круглого шлифования и устройство для его осуществления | 1986 |
|
SU1382636A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2004 |
|
RU2254977C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
Изобретение относится к области автоматизации технологических про цессов на врезных шлифовальных станках и может быть использовано в стан1 костроительной, автомобильной, авиационной и др. отраслях промышленности. Цель изобретения - повысить производительность и точность обработки деталей по диаметральному размеру. Это достигается за счет применения в устройстве интегратора, устройства памяти количества энергии, затраченной на съем припуска на этапе черновой обработки, задатчика интенсивности изменения мощности на этапе чистовой обработки, пяти аналоговых ключей и пропорционально-интеграль- но-дифференциапьного регулятора (ЩЩ- регулятора). Благодаря им мощность шлифования на.этапе чистовой обработки снижается по экспоненте, постоянную времени которой принимают обратно пропорциональной количеству энергии, затраченной на съем припуска на этапе черновой обработки. 2 с.п. ф-лы. 2 ил. (Я tc :О Ot со оо Oi
Редактор М. Петрова
фие.2
Составитель А. Семенова
Техред И.Попович КорректорМ. Шаррши
706/19
Тир аж 716 Цодпис н ое BHHHrni Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1982 |
|
SU1105294A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
