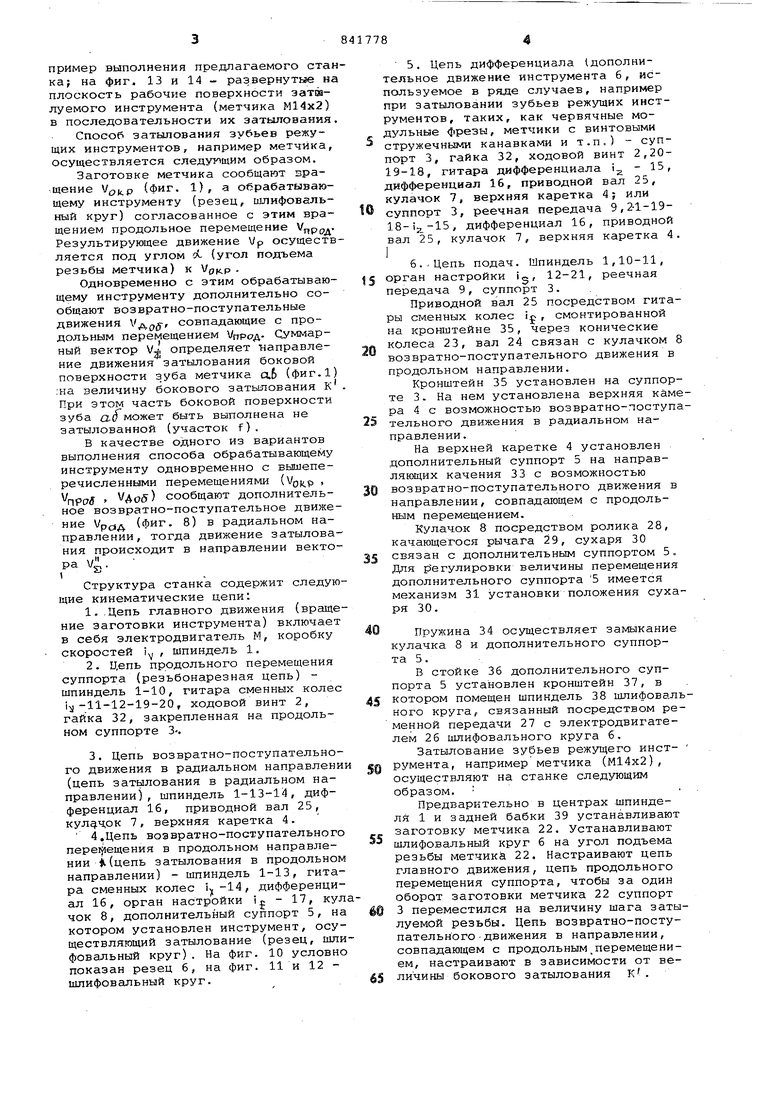
Изобретение относится к металлообработке и может быть использовано.при изготовлении инструментов с затылованными зубьями. Известен способ затылования зубье режущих инструментов с дополнительны шлифованием боковых поверхностей с использованием специальных кулачков, который .реализуется на токарно-затыловочных рвзьбошлифовашьных станках Известным способом возможно затылование зубьев инструмента с небольшими величинами затылования и с невысокой точностью. Кроме того, технологические возможности способа ограничены tjtj. Цель изобретения - расширение технологических возможностей способа затылования. Поставленная цель достигается тем, что затылования зубьев режущих инструментов выполняют путем сообщения обрабатывающему инструменту дополнительных возвратно-поступательных дви жений в направлении, совпадающем с продольным перемещением, причем пара метры этих движений задают, исходя из требуемой формы зуба. Причем .обрабатывающему инструменту сообщают дополнительное возвратно поступательное движение.в радиальном направлении. Для осуществления вьлпеуказанных движений используется станок, на затыловочном суппорте которого установлен с возможностью возвратно-поступательного перемещения в продольном направлении дополнительный суппорт, кинематически связанный с валом привода затьшовачия. Такое решение позволяет получать различные формы зубьев режущих инструментов . На фиг.. 1 показан план скоростей при затыловании зубьев режущих инструментов; на фиг. 2 - 7 - некотоЕжае примеры форм зубьев, заргылованных по предлагаемому способу; на фиг.8 план скоростей при затыловании зубьев режущих инструментов, когда обрабатываняцему инструменту сообщают дополнительное возвратно-поступательное движение в радиальном направлении; на фиг. 9 - пример вьшолнения зуба при осуществлении эатылования по совокупности движений, показанных на фиг. В; на фиг. 10 - кинематическая структура станка для реализсщии способа; на фиг. 11 и 12
пример выполнения предлагаемого станка; на фиг, 13 и 14 - раз верну Tbse на плоскость рабочие поверхности затшлуемого инструмента {метчика М14х2) в последовательности их затылования
Способ эатыпования зубьев режущих инструментов, например метчика, осуществляется следующим образом.
Заготовке метчика сообщают вращение (фиг. 1) , а обрабатывающему инструменту (резец, шлифовальный круг) согласованное с этим вращением продольное перемещение .. Результирующее движение Vp осуществляется под углом d- (угол подъема резьбы метчика) к .
Одновременно с этим обрабатывающему инструменту дополнительно сообщают возвратно-поступательные движения совпадающие с продольным перемещением Упрс7д- Суммарный вектор Vj, определяет направление движения затылования боковой поверхности зуба метчика а.6 (фиг.1) :на величину бокового затьшования к При этом часть боковой поверхности зуба а.0 может быть выполнена не затылованной (участок f).
В качестве одного из вариантов выполнения способа обрабатывающему инструменту одновременно с вышеперечисленными перемещениями ( , , Удо5) сообщают дополнительное возвратно-поступательное движение Урод (фиг. 8) в радиальном направлении, тогда движение затылования происходит в направлении вектоPav ;.
Структура станка содержит следующие кинематические цепи:
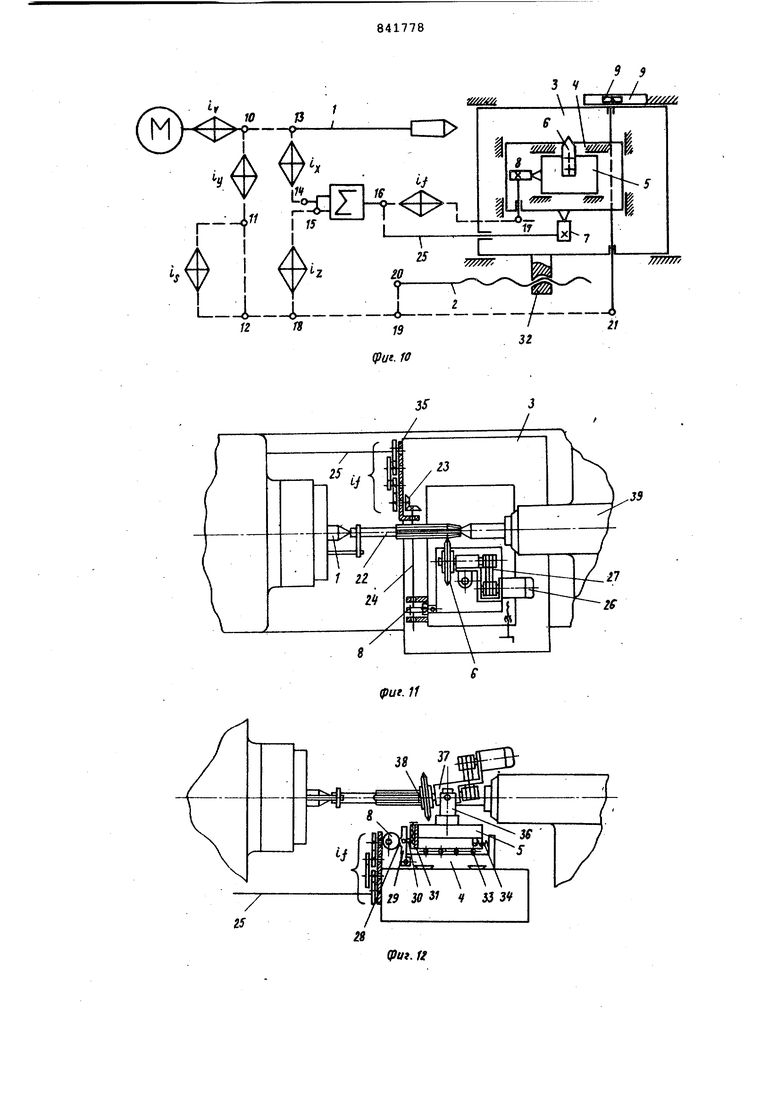
1.-Цепь главного движения (вращение заготовки инструмента) включает в себя электродвигатель М, коробку скоростей i , шпиндель 1.
2.Цепь продольного перемещения суппорта (резьбонарезная цепь) шпиндель 1-10, гитара сменных колес
1: -11-12-19-20, ходовой винт 2, гайка 32, закрепленная на продольном суппорте 3-.
3.Цепь возвратно-поступательного движения в радиальном направлени (цепь затылования в радиальном направлении) , шпиндель 1-13-14, дифференциал 16, приводной вал 25, 7, верхняя каретка 4.
4.Цепь возвратно-поступательного пере1 1ещения в продольном направлении i (цепь затылования в продольном направлении) - шпиндель 1-13, гитара сменных колес , дифференциал 16, орган настройки 1 - 17, кулчок 8, дополнительный суппорт 5, на котором установлен инструмент, осуществляющий затылование (резец, шлифовальный круг), На фиг. 10 условно показан резец 6, на фиг. 11 и 12 шлифовальный круг.
5. Цепь дифференциала 1дополнительное движение инструмента 6, используемое в ряде случаев, например при затыловании зубьев режущих инструментов, таких, как червячные модульные фрезы, метчики с винтовыми стружечными канавками и т.п.) - суппорт 3, гайка 32, ходовой винт 2,2019-18, гитара дифференциала i - 15, дифференциал 16, приводной вал 25, кулачок 7, верхняя каретка 4; или суппорт 3, реечная передача 9,2-1-1918-i;,-15, дифференциал 16, приводной вал 25, кулачок 7, верхняя каретка 4
6.- Цепь подач. Шпиндель 1,10-11,
орган настройки ig, 12-21, реечная передача 9, суппорт 3. .
Приводной вал 25 посредством гитары сменных колес ij , смонтированной на кронштейне 35, через конические колеса 23, вал 24 связан с кулачком возвратно-поступательного движения в продольном направлении.
Кронштейн 35 установлен на суппорте 3. На нем установлена верхняя камра 4 с возможностью возвратно-поступтельного движения в радиальном направлении.
На верхней каретке 4 установлен дополнительный суппорт 5 на направлякяцих качения 33 с возможностью возвратно-поступательного движения в направлении, совпадающем с продольным перемещением.
Кулачок 8 посредством ролика 28, качающегося рычага 29, сухаря 30 связан с дополнительным суппортом 5. Для Е$егулировки величины перемещения дополнительного суппорта 5 имеется механизм 31 установки положения сухаря 30.
Пружина 34 осуществляет замыкание кулачка 8 и дополнительного суппорта 5 .
В стойке 36 дополнительного суппорта 5 установлен кронштейн 37, в котором помещен шпиндель 38 шлифовалного круга, связанный посредством ременной передачи 27 с электродвигателем 26 шлифовального круга 6.
Затылование зубьев режущего инструмента, например метчика (М14х2), осуществляют на станке следующим образом.
Предварительно в центрах шпинделя 1 и задней бабки 39 устанавливают заготовку метчика 22. Устанавливают шлифовальный круг 6 на угол подьема резьбы метчика 22. Настраивают цепь главного движения, цепь продольного перемещения суппорта, чтобы за один оборот заготовки метчика 22 суппорт 3 переместился на величину шага затылуемой резьбы. Цепь возвратно-поступательного -движения в направлении, совпадающем с продольным перемещением, настраивают в зависимости от величины бокового затылования К .
Метчику 22 сообщают вращательное движение, а шлифовальному кругу 6 вращательное движение, движен-ие продольной подачи и возвратно-поступательное движение, совпадающие с продольным перемещением.
Вращение метчика 22 и движение продольной подачи образуют траекторию- винтовой линии, а профиль инструмента б копируется (переносится) на метчик 22.
В это же время от кулачка 8 дополнительному суппорту 5 с инструментом 6 сообщают возвратно-поступательное движение в направлении, совпадающем продольным перемещением. При поворот метчика 22 на следующее перо дополнительный суппорт 5 возвращают в исходное положение и при дальнейщем ровороте метчика цикл движений дополнительного суппорта 5 повторяется.
В начальный период за:ылования на пере I обрабатывающий инструмент двигаясь по траектории 2, затылует правую боковую грань зуба (эЬ) на величину К, а на пере II - левую грань (cd) на величину к и т.д. (фиг. 13, винтовая линия 1 резьбы .метчика). Таким образом, в начальный период на каждом пере зубья затылованы только с одной стороны. Для затьшования зубьев с другой стороны обрабатывающий инструмент б из точки с (пересечение траектории затылования с траекторией резьбы) переводят в аналогичную точку на предыдущем пере (точка а). Для этого осуществляют размыкание в цепи главного движения и цепи продольного перемещения, а затем устанавливают метчик 22 и обрабатывающий инст,румент 6 в требуемое положение. После этого цепи соединяют.
Затем производят затылование по траектории 3 (фиг. 14) и обрабатывают оставшиеся грани зубьев аЬ , cd и т.д. На этом операцию затылования заканчит ают.
Амплитуда движения затылования А определяется высотой подъема кулачка
8 и может быть увеличена или уменьшена изменением положения сухаря 30. В зависимости от амплитуды А и передаточног.о отношения ,, возможно получение различных , затылованных зубьев.
Используя предлагаемый способ затылования и станок для его осуществления, можно получать также различные формы зубьев инструментов, работающих методом пластической деформации , например бесстружечных метчиков .
Формула изобретения
1.Способ затылования зубьев режущих инструментов, при котором заготовке инструмента сообщают вращение, а обрабатывающему инструменту согласованное с этим вращением продоль0ное перемещение, отличающийс я тем, что, с целью расширения технологических возможностей, обрабатывающему инструменту дополнительно сообщают возвратно-поступательные
5 движения в направлении, совпадающем
с продольным пере1;1ещением, а параметры этих движений задают, исходя из требуемой формы зуба.
2.Способ ПОП.1, отличаю0щийся тем, что обрабатывающему инструменту сообщают дополнительное возвратно-поступательное движение в радиальном направлении.
3.Станок для затылования зубвев
5 режущих инструментов, содержащий затыловочный суппорт и вал привода затылования, отличающийся тем, что на затыловочном суппорте установлен с возможностью возвратнопоступательного перемещения в про0дольном направлении дополнительный суппорт, кинематически связанный с валом привода затылования.
Источники инфармации, принятые во внимание при экспертизе
5
1, Матвеев в. В. Нарезание точных резьб. М., Машиностроение, 1968. с.110-111.
Vp Уокр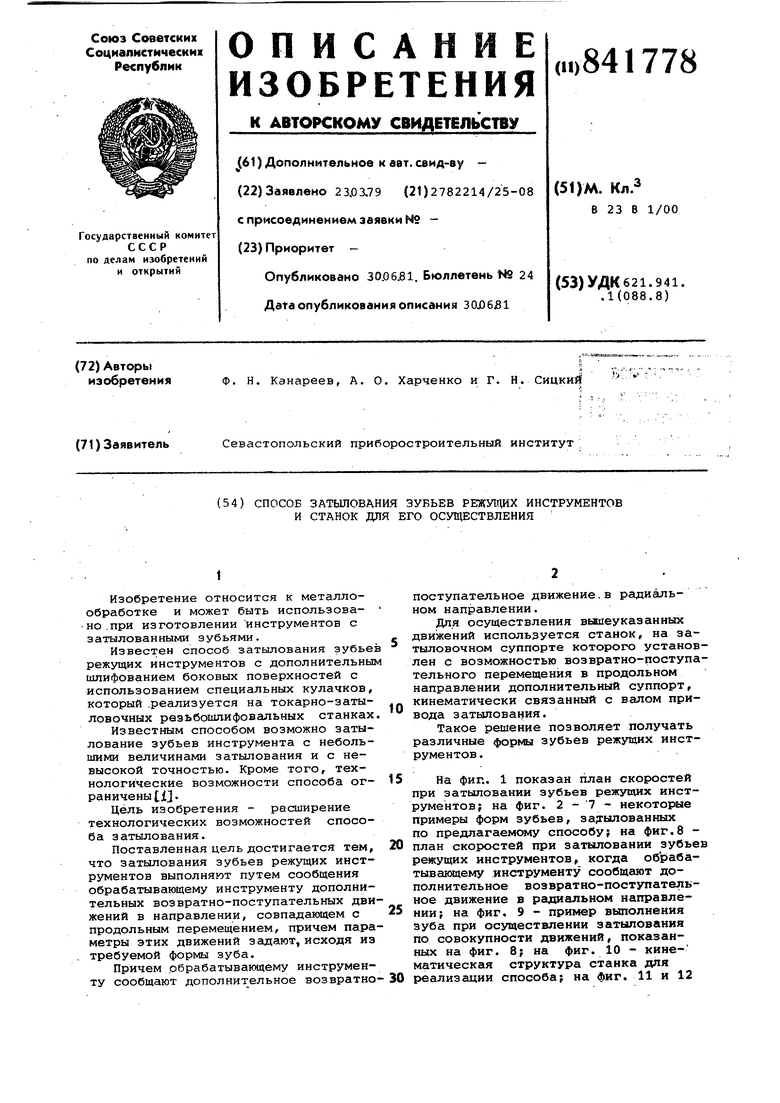
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ ЗАТЫЛОВОЧНОГО ШЛИФОВАНИЯ РЕЖУЩИХ ЗУБЬЕВ МЕТЧИКОВ, ФОРМИРОВАТЕЛЕЙ РЕЗЬБЫ И ПОДОБНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2397059C2 |
| Шлифовально-затыловочный полуавтомат для цилиндрических фрез | 1987 |
|
SU1442375A1 |
| ТОКАРНО-ЗАТЫЛОВОЧНЫЙ СТАНОК | 1992 |
|
RU2026160C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Затыловочный станок | 1982 |
|
SU1069977A1 |
| Резьбошлифовальный станок для обработки метчиков | 1978 |
|
SU732117A1 |
| ШЛИФОВАЛЬНО-ЗАТЫЛОВОЧНЫЙ АВТОМАТ ДЛЯ ЗАТОЧКИ | 1969 |
|
SU251401A1 |
| ЕХЙЙЧЕСКАЯ БИБЛИОТЕКА | 1970 |
|
SU267298A1 |
| Токарно-затыловочный станок | 1981 |
|
SU1052344A1 |

(pu-i. иг.(риг.В /акр
Уиг.9 W13 У 7V ..iy V|«Lj-rvn f . . y I - I 12rS19 -o 1-т (put. W ЧJ i i4 -A-.
/
25
35
(Риг. Гг
