1
Изобретение относится к механической обработке, а более конкретно к устройствам для автоматического нарезания резьбы резцом на токарных станках.5
Известно устройство для автоматического нарезания резьбы на токарном станке, содержащее заднюю бабку, продольный и поперечный суппорты, механизм шагообразования в виде кулач- Ю кового барабана, кулачковые механизмы подвода, отвода и врезания резца и муфту включения подачу 1.
Целью изобретения является повышение качества нарезаемой резьбы. 15
Поставленная цель достигается Тем, что механизм 1.:агообразования закреплен на пиноли задней бабки, кинематически связан с обрабатывае- 20 1Ой деталью и снабжен пневмоцилинд5ом, шток которого связан с муфтой включения подачи, в продольный суппорт- снабжен пневмоцилиндром, установленным с возможностью нагружения 25 суппорта в направлении, противоположном направлению подачи.
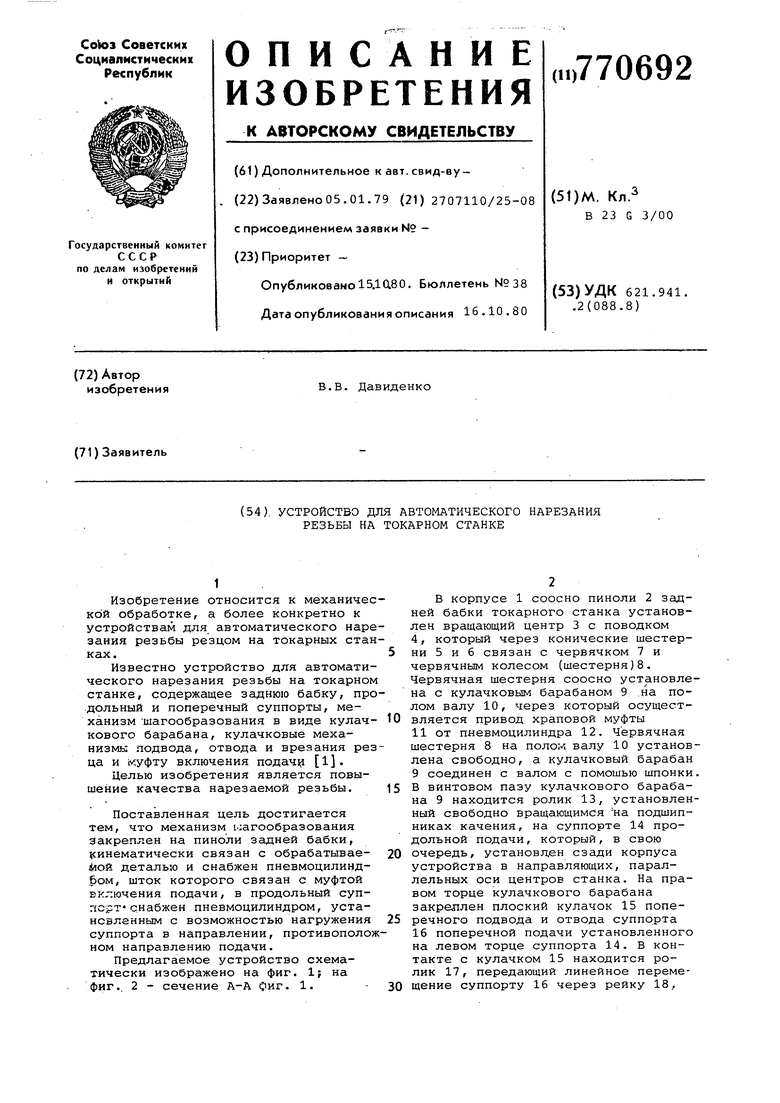
Предлагаемое устройство схематически изображено на фиг. 1; на фиг.. 2 - сечение А-А фиг. 1. - 30
В корпусе 1 соосно пиноли 2 задней бабки токарного станка установлен вращающий центр 3 с поводком 4, который через конические шестерни 5 и б связан с червячком 7 и червячным колесом (шестерня)8. Червячная шестерня соосно установлена с кулачковым барабаном 9 на полом валу 10, через который осуществляется привод храповой муфты 11 от пневмоцилиндра 12. Червячная шестерня 8 на полом валу 10 установлена свободно, а кулачковый барабан 9 соединен с валом с помошью шпонки. В винтовом пазу кулачкового барабана 9 находится ролик 13, установленный свободно вращающимся на подшипниках качения, на суппорте 14 продольной подачи, который, в свою очередь, установден сзади корпуса устройства в направляющих, параллельных оси центров станка. На правом торце кулачкового барабана закреплен плоский кулачок 15 поперечного подвода и отвода суппорта 16 поперечной подачи установленного на левом торце суппорта 14. В контакте с кулачком 15 находится ролик 17, передающий линейное перемещение суппорту 16 через рейку 18,
зубчатое колесо 19, полую рейку 20, через которую проходит валик 21 с уорцовым кулачком 22, рейку 23, зубчатый валик 24 и рейку 25. На валике 21 установлены храповое колесо 26 и храповое колесо 27 с рукояткой 28 и собачкой 29, На суппорте 14 установлена собачка 30, взаимодействующая с храповым колесом 26. На суппорте 16 установлены червячная пара 31, 32 с винтовой парой 33, взаимодействующие с рейкой 25 при установке резца 34 на размер. Суппорт 16 снабжен пневмоцилиндром 35,.постоянно отжимающим его от оси центров и прижимающим ролик 17 к кулачку 15, Суппорт 14 снабжен пневмоцилиндром 36, постоянно отжимающим его вправо. На валике 21 также установлен кулачок 3.7, взаимодействующий с клапаном 38. На станине 39 станка закреплен клиновой зажим 40 с пневмоцилиндром 41, взаимодействующий своим Т-образным выступом с аналогичным пазом, выполненным в подошве корпуса 1 Пневмоцилиндр 41 приводится в дейс вие краном 42. Сжатый воздух подаетс по трубопроводу 43.
Работает устройство следующим образом.
Обрабатываемая деталь 44 устанавливается в центра шпинделя станка и устройства. При этом поводок 4 вращащегося центра 3 вводится в зацеплени с пазом, отверстием или каким-либо другим элементом на торце, позвсэляющим сообщить вращение от детали 44 к центру 3. Устройство приводом пиноли 2 перемещается влево до сжатия детал 44 между центрами и фиксируется зажимом 40. Детали 44 сообщается правое вращение, которое через вращающийся центр 3, шестерни 5 и 6 и червяк 7 передается червячному колесу 8. Для включения устройства в действие рукоятка 28 проворачивается вправо по часовой стрелке. При этом собачка 29 поворачивает валик 21, на котором установлены и тоже поворачиваются кулачки 22 и 37 и храповое колесо 26, Одновременно с этим рейка 23, находящаяся под нагрузкой усилия-пневмоцилиндра 35, сходит с выступа кулачка 22, а кулачок 37-освобождает клапан 38, шарик которого перемещается влево. Сжатый воздух получает доступ в правую полость пневмоци;уиндра 12. А так как объем его правой полости больше объема левой , поршень перемещается влево и тягой штока включает муфту 11, которая соединяет червячное колесо 8 с кулачковым барабаном 9. Кулачок 15 начинает вращаться совместно с барабаном 9. Ролик 17, выкатываясь на выступ кулачка 15, подводит через рейку 18 зубчатое колесо 19, полую рейку 20, валик 21 с кулачком 22,
рейку 23, зубчатый валик 24, рейку 25, винтовую пару 33 и суппорт 16 с резцом 34 к обрабатываемой детали 44. Кулачковый барабан 9 через ролик 13, преодолевая усилие пневмоцилиндра 36 перемещает суппорт 14 влво. Начинается первый проход.Собачка 30 сходит с храпового колеса 26. Резец 34 описывает на поверхности детали 44 винтовую линию с шагом, соответствующим настройке кинематической цепи. По окончании первого прохода пневмоцилиндром 35, под усилием которого ролик 17 западет во впадину кулачка 15, суппорт 1б с резцом 34 отводится от детали 44, а ролик 13 переходит на винтовую поверхность кулачкового барабана 9 противоположного направления. При этом Пневмоцилиндр 36, взаимодействуя, через ролик 13 с винтовой поверхностью кулачкового барабана 9, проворачивая его и преодолевая усилие пневмоцилиндра 12, размыкает храповую муфту 11 и ускоренно перембщает суппорт 14 в исходное положение. Собачка 30, установленная на суппорте 14, при возврате его в исходное положение наезжает на храповое колесо 26 и проворачивает его вместе с валиком 21,кулачком 22 и кулачком 37 на угол, равный угловому шагу зубьев. При этом торцовый кулачок 22, выполненный в виде спирали Архимеда с углом подъема винтовой линии, меньшим угла трения, сообщает рейке 23, а соответственно, и резцу 34, дополнительное линейное перемещение, равное величине врезания на следующийпроход. По окончании ускоренного отвода суппорта 14 вправо муфта 11 автоматически включается пнёБМОЦИлиндром 12, и цикл повторяется. На последних двух-трех проходах кулачйк 22 не имеет подъема винтовой линии и не сообщает резцу подачи врезания. Производится выхаживание. На последнем проходе кулачок 37 нажимает на клапан 38, шарик которого перемещается вправо. При этом правая полость пневмоцилиндра 12 сообщается с атмосферой, поршень его перемещается вправо, а муфта 11 выключается и кулачковый барабан 9 останавлвается. Для повторения цикла необходимо рукоятку 28 повернуть по часовой стрелке.
Формула изобретения
Устройство для автоматического нареза«ия резьбы на токарном станке,
содержащее заднюю бабку, продольный и поперечный суппорты, механизм шагообразования, кулачковые механизмы подвода, отвода и врезания резца и муфту включения подачи, о т личающееся тем, что, с