1
Изобретение относится к области пайки, в частности к устройствам , для нане сепия жидкого металла, преимущественно припоя и может быть ис пользовано при изготовлении изделий в радиотехнической, электронной и, дру1 их отраслях промышленности.
Целью изобретения является упрощение ко струкции устройства.
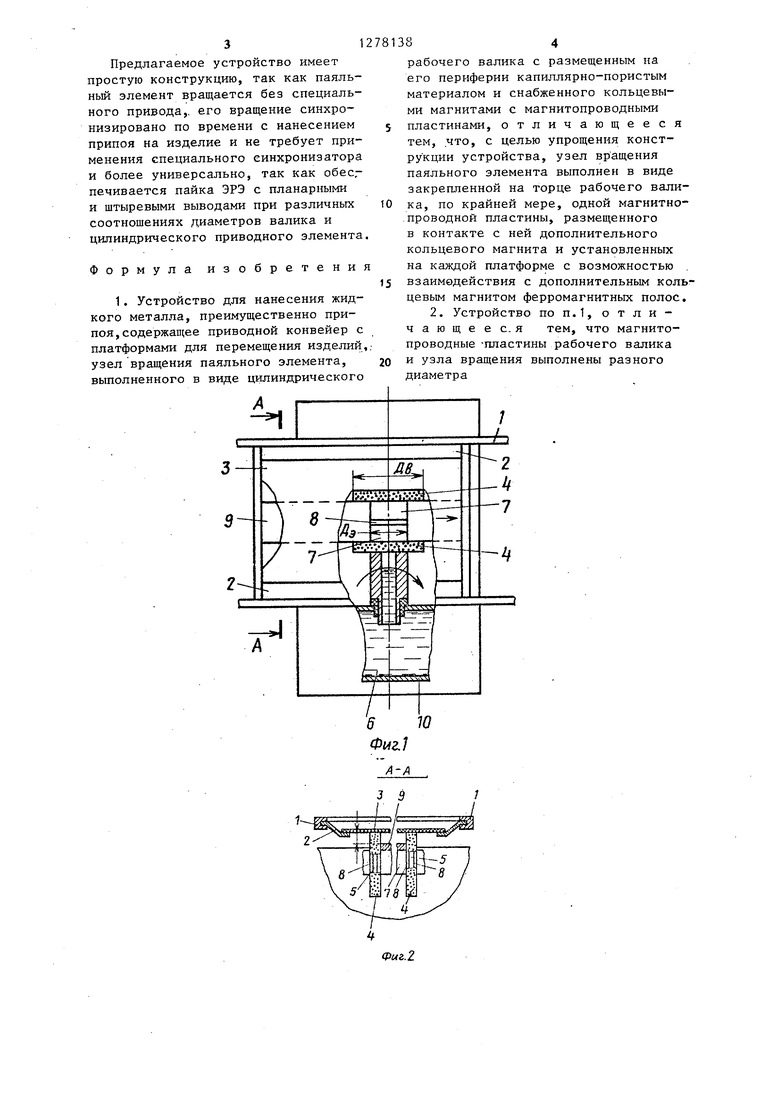
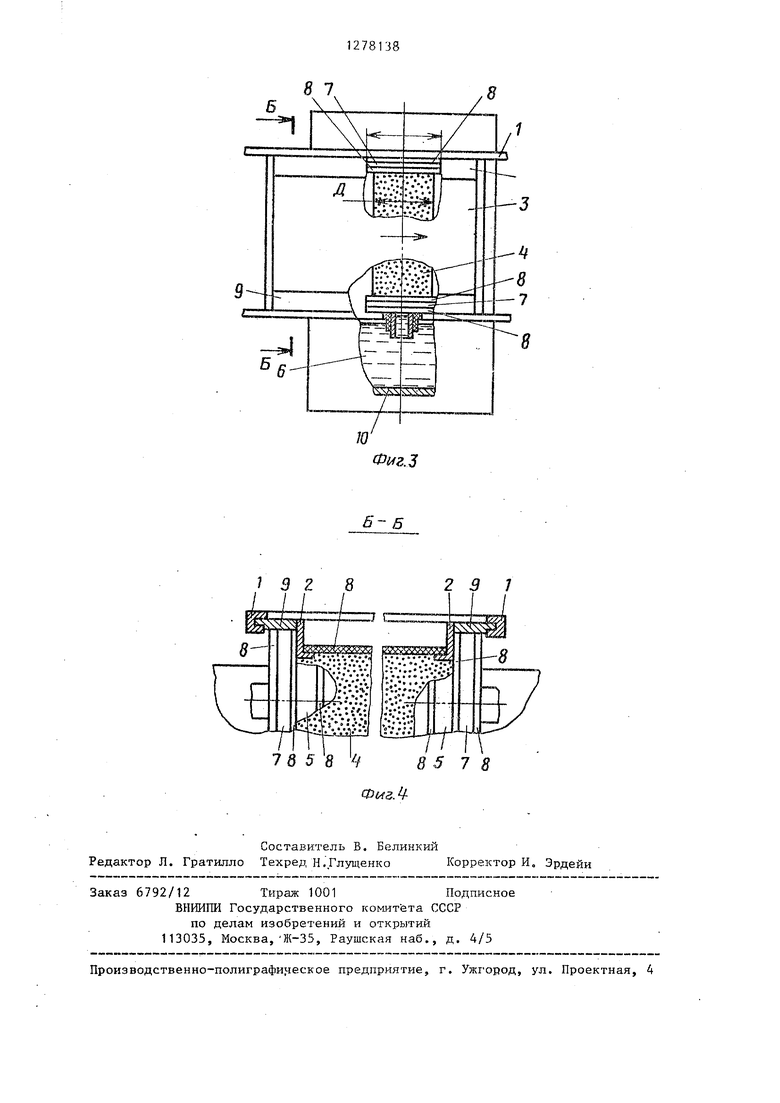
На фиг. 1 показано устройство для пайки ЭРЭ с планарными выводами, вариант на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вариант устройст-. во для пайки ЭРЭ со штыревуями выводами, вариант; на фиг. А - разрез на фиг . 3.
Устройство содержит конвейер 1 (привод- условно не показан) с платформами 2 для перемещения изделия 3,, паяльньм эленент, выполненньй в виде цилиндрического рабочего валика с капиллярно-пористым материалом 4, размещенньш в поле кольцевого магнита 5 рабочего валика с припоем 6, дополнительный магнит 7 при.водно- го элемента с кольцевыми магн.итопро- водными пластинами 8, взаимодействующими с ферромагнитной полосой 9, и ванну 10.
Устройство работает следующим образом. .
Изделие 3, закрепленное на платформе 2, транспортируют конвейером 1 к паяльному элементу, при этом ферромагнитная полоса 9 притягивается к кольцевым магнитопроводным пластинам 8 магнитов 7 и т ем самым, перемещаясь конвейером 1, рабочий валик (фиг. 1 и 2).
Припой. 6 поступает из ванны 10 на периферию рабочего валика., смачивая капиллярно-пористый материал 4. Изделрш 3 вводят в соприкосновение с наружным слоем рабочего валика, при этом припой 6 капиллярно-пористым материалом 4 наносится на паяемые поверхности изделия 3 и производится капиллярная пайка.
После.взаимодействия паяльного элемента с изделием 3 пайки принимают скелетную форму, а рабочий валик прекращает вращение, так как ферромагнитная полоса 9 перемещающеГгс.я платформы 2 не взаимодействует с кольцевыми магнитопроводными пластинами 8 магнитов 7 приводного эле- мента.
1278138 а
Для первого и второго вариантов магнит 7 приводного элемента, кольцевые магнитопроводные пластины 8 могут быть выполнены в виде колец,i
5 например, из феррита бария и нержавеющей ферромагнитной стали соответственно.
Платформа 2 для первого варианта выполнена в виде короба, дном кото10 рого является плата с ЭРЭ с планарными выводами, корпуса которых закрывает ферромагнитная полоса 9. Диаметр приводного элемента (диаметр кольцевой магнитопроводной пластины 8) опtS ределяется из формулы
20
25
30
40
55
D
DB-2(,-fn,),
где b - глубина погружения изделия
3 в периферию рабочего валика;
h.
высота установки ЭРЭ на плате (включая высоту корпуса ЭРЭ);
толщину ферромагнитной полосы 9;
-диаметр рабочего валика;
-диаметр кольцевой магнитопроводной пластины 8 приводного элемента.
.При Ь 1 мм, мм, h 1 мм и мм имеем мм (первый варИ ант). Dg будет меньше ЗЙ мм в случае размещения между полосой 9 и корпу- 35 сом ЭРЭ доцолнительной прокладки, например для теплоизоляции.
Платформа 2 для второго варианта (фиг. 3 и 4) выполнена в виде короба, дном которого является плата с ЭРЭ со шт1з1ревыми выводами и высотой стенок, определяемой из формулы
Р
D, D
ь - РЭ-РЙ , he
Ь,
45 где b - глубина погр:гасения изделия 3ч
в периферию рабочего валика; Dg - диаметр кольцевой магнитопроводной пластины 8 приводного элемента;
50 Б диаметр рабочего валика.
При мм, г-м и при условии ,1 мм.
lic 12
Dg имеем
мм и
Выбор такшс соотношений диаметров обеспечивает равномерное поджатие изделия к периферии паяющего элемента и вращение рабочего валика во время нанесения припоя на изделие.
D
DB-2(,-fn,),
20
где b - глубина погружения изделия
3 в периферию рабочего валика;
h.
высота установки ЭРЭ на плате (включая высоту корпуса ЭРЭ);
толщину ферромагнитной полосы 9;
-диаметр рабочего валика;
-диаметр кольцевой магнитопроводной пластины 8 приводного элемента.
.При Ь 1 мм, мм, h 1 мм и мм имеем мм (первый варИ ант). Dg будет меньше ЗЙ мм в случае размещения между полосой 9 и корпу- сом ЭРЭ доцолнительной прокладки, например для теплоизоляции.
Платформа 2 для второго варианта (фиг. 3 и 4) выполнена в виде короба, дном которого является плата с ЭРЭ со шт1з1ревыми выводами и высотой стенок, определяемой из формулы
Р
D, D
ь - РЭ-РЙ , he
Ь,
где b - глубина погр:гасения изделия 3ч
в периферию рабочего валика; Dg - диаметр кольцевой магнитопроводной пластины 8 приводного элемента;
Б диаметр рабочего валика.
При мм, г-м и при условии ,1 мм.
lic 12
Dg имеем
мм и
Выбор такшс соотношений диаметров обеспечивает равномерное поджатие изделия к периферии паяющего элемента и вращение рабочего валика во время нанесения припоя на изделие.
312
Предлагаемое устройство имеет простую конструкцию, так как паяль- ньш элемент вращается без специального привода,, его вращение синхронизировано по времени с нанесением припоя на изделие и не требует применения специального синхронизатора и более универсально, так как обес,- печивается пайка ЭРЭ с планарными и штыревыми выводами при различных соотношениях диаметров валика и цилиндрического приводного элемента.
Формула изобретения
1. Устройство для нанесения жидкого металла, преимущественно припоя, содержащее приводной конвейер с платформами для перемещения изделий,.- узел вращения паяльного элемента, выполненного в виде цилиндрического
84
рабочего валика с размещенным на его периферии капиллярно-пористым материалом и снабженного кольцевыми магнитами с магнитопроводными пластинами, отличающееся тем, что, с целью упрощения конструкции устройства, узел вращения паяльного элемента выполнен в виде закрепленной на торце рабочего валика, по крайней мере, одной магнитно- проводной пластины, размещенного в контакте с ней дополнительного кольцевого магнита и установленных на каждой платформе с возможностью
взаимодействия с дополнительным кольцевым магнитом ферромагнитных полос,
2. Устройство по п.1, о т л и - чающее с. я тем, что магнито- проводные -пластины рабочего валика
и узла вращения выполнены разного диаметра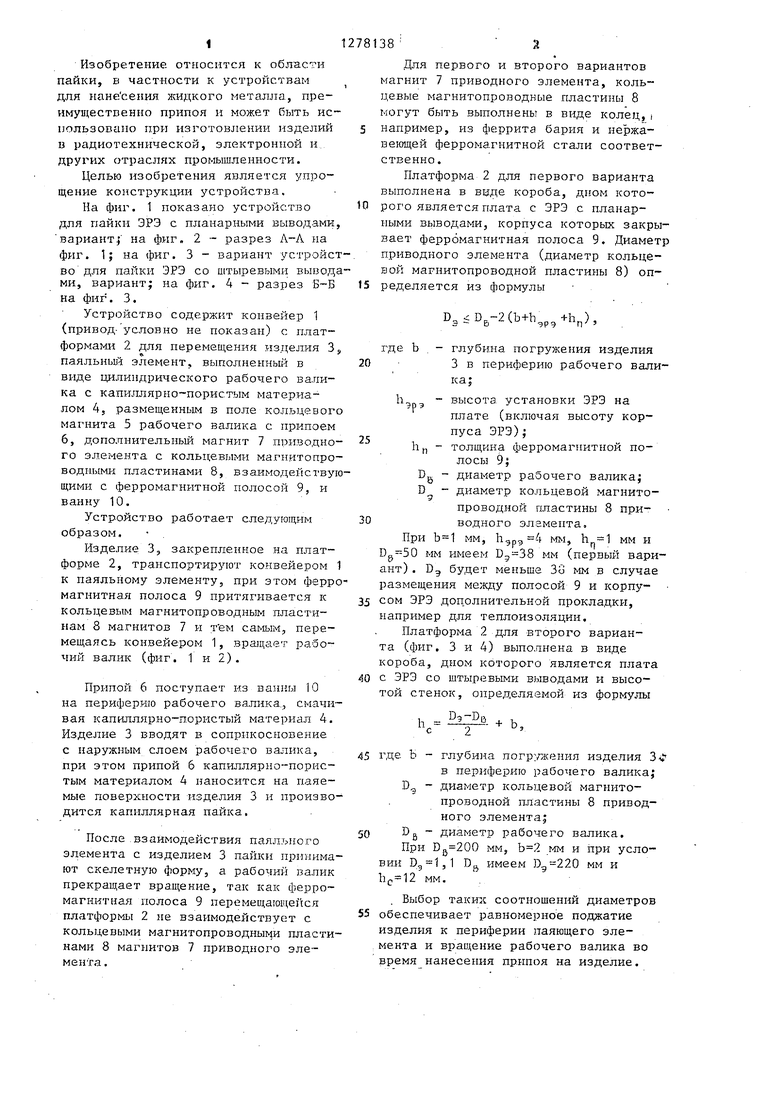
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытия | 1983 |
|
SU1199508A1 |
| Устройство для удаления излишков припоя | 1983 |
|
SU1136903A1 |
| Устройство для пайки | 1985 |
|
SU1228992A1 |
| Устройство для пайки блоков на печатном монтаже | 1987 |
|
SU1555076A1 |
| Устройство для пайки волной припоя | 1982 |
|
SU1013157A1 |
| Устройство для пайки и распайки | 1985 |
|
SU1222453A1 |
| Электронагреватель текучей среды | 1982 |
|
SU1115246A1 |
| УСТРОЙСТВО для ПАЙКИ ПРОДОЛЬНЫХ швов | 1972 |
|
SU331856A1 |
| Способ изготовления индуктора электрической машины с постоянными магнитами | 1988 |
|
SU1658292A1 |
| СПОСОБ РЕМОНТА СМЕННЫХ ЭЛЕМЕНТОВ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 2017 |
|
RU2660200C1 |
Изобретение относится к пайке. Цель изобретения - упрощение конструкции устройства. Устройство содержит конвейер с приводом и рядом платформ для перемещения изделий, паяльный элемент, выполненный в виде цилиндрического рабочего валика, имеющего на периферии капиллярно-пористый материал, кольцевые магниты, расположенные одноименными полюсами друг к другу, кольцевые магнитопро- водные пластины, находящиеся между ними, и средство вращения. Узел вращения паяльного элемента представляет собой набор из чередующихся кольцевого магнита и по меньшей мере одной магнитопроводной пластины, прижатой к торцу цилиндрического магнита рабочего валика, а на каждой платформе установлена ферромагнитная nor лойа, контактирующая с кольцевой магнитопроводной пластиной узла вращения. Кольцевые магнитопроводные пластины рабочего валика и узла вра- щения имеют разные диаметры. Выбор соотношений диаметров обеспечивает равномерное поджатие изделия к периферии паяльного элемента и вращение рабочего валика во время нанесения припоя на изделие. После взаимодействия паяльного элемента с изделием рабочий валик прекращает вращение, так как ферромагнитная полоса платформы не взаимодействует с магнито- проводными пластинами узла вращения, 1 з.п. ф-лы, 4 ил. о со гч vi 00 &0 00
Фиг.З
Б-Б
1 9 Z 8
78 5
291
8578
Составитель В. Белинкий Редактор Л. Гратилло Техред Н.Глзтценко Корректор И, Эрдейи
Заказ 6792/12 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фмг. 1
| Устройство для нанесения покрытия | 1983 |
|
SU1199508A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
