2. Устройство по П.1, отличающееся тем, что промежуточный валик снабжен клиновыми приводнь ми тарелками, а цилиндры снабжены парами ответных контактных тарелок, при йтом одна из тарелок каждой пары выполнена неподвижной и являет«
Изобретение относится к области пайки и может быть использовано при изготовлении изделий в радиотехнической, электронной и других отраслях промышленности.
Цель изобретения - сокращение времени регулирования количества припоя на изделии путем обеспечения взаимосвязи процессов нанесения и удаления его излишков .
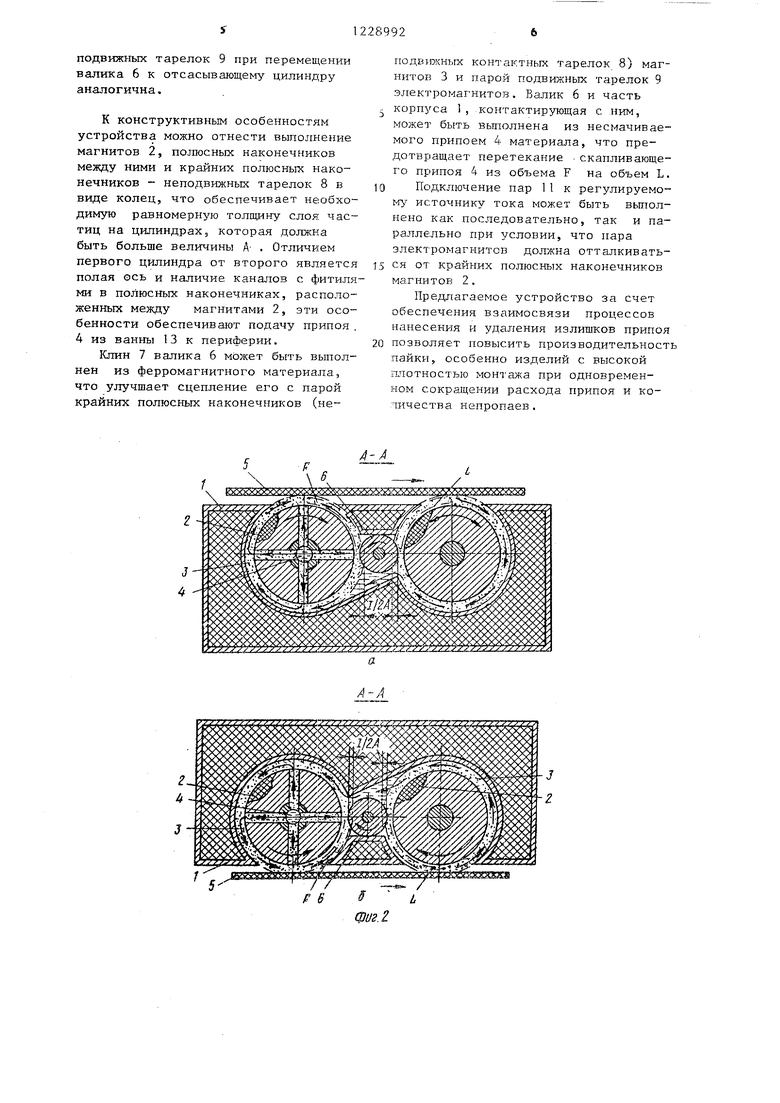
На фиг. i показано устройство, общий вид; на фиг. 2 - разреэ А-А на фиг. 1 (два варианта расположения изделия относительно цилиндров); на фиг. 3 - часть устройства (корпус и изделие не показаны).
Устройство содержит корпус 1, в котором установлены цилиндры с магнитами 2, размещенными в массе сцеп- леннных с ними ферромагнитных час- тиц 3, первый подающий, второй отсасывающий припой 4 и изделия 5 и про- межуточньй валик 6, установленный между ними с возможностью горизонтального перемещения и взаимодействия с периферией цилиндров (фиг.I).
Вращение цилиндров и валика 6 можно осуществить различными средствами например, с использованием ременной передачи или отдельного привода для каждого цилиндра и валика 6
Вращение цилиндров по ходу перемещения изделия 5 осущ,ествляется про- ме жуточным валиком 6, который снабжен приводными TaperikaMH 7, имеющими в сечении форму клина, а цилиндры - парами ответных контактных тарелок - неподвижными 8 и подвижными 9 в осевом направлении. Изменение зазора между этими тарелками осуществляется механизмами для осевёго перемещения, которые можно вьшолнить, например, в виде гидро-или пневмопривода. Мехася полюсным наконечником магнита цилиндра, а другая снабжена, механизмом осевого перемещения, выполненным в виде установленного на ней с возможностью взаимодействия с Прижимной пружиной электромагнита .
низм для осевого перемещения каждой подвижной тарелки 9 вьшолнен в виде подгхимной пружины 10, установленной с внешней стороны каждой подвижной
тарелки 9, и обмотки П электромагнита. Синхронное действие таких механизмов осуществляется за счет подключения каждой пары обмоток 1, относящихся к одному цилиндру, к регулируеному источнику тока (не показаны).
На фиг. 2 указан объем F ферромагнитных частиц 3, который служит для дополнительного насьщения припоем 4
зоны нанесения его на изделие 5 в
случае деформации валиков 6 периферии 1фап);ающегося подающего цилиндра.Максимальное дополнительное насыщение возможно при деформации на величину Д ,минимальное - при касании валика 6-подающего цилиндра. Объем L ферромагнитных частиц 3 является объединенной капиллярно-пористой структурой зоны отсоса припоя 4 в случае деформации валиком
6 периферии вращающегося отсасьгеающе- го цилиндра. Максимальньй отжим (обеднение) возможно при деформации на величину А , а минимальное - при касании вгшика 6 отсасьшающего цилиндра.
В;злик 6 в среднем положении де- формирует периферию каждого цилиндра на величину 0,5 А , а при его горизонтальном перемещении деформация одного из цилиндров уменьщается до О, а другого - возрастает до А , и тем самым обеспечивается взаимосвязь процессов нанесения и удаления излишков припоя 4. На фиг. 2 утолщенными стрелками показано перемещение припоя 4 в устройстве. В зону нанесения (где изделие 5 контактирует с капиллярно-пористой структурой) припой 4 поступает из полости -оси по
каналам с фитилями из ферромагнитных частиц 3, из объема F, с отсасывающего цилиндра, затем из зоны нанесения на изделие 5.
С изделия 5 прилой постулает в зону отсоса. Из зоны отсоса (где изделие 5 контактирует с капиллярно- лористой структурой) припой 4 переносится в объем L, далее перемещается вращающимся цилиндром, отжимается валиком 6 и лоступает к подающему цилиндру, где впитьгоается его обедненной капиллярно-пористой структурой.
Устройство работает следующим образом.
Конвейером 12 (фиг. 1 и 2) тран- слортируют изделие 5 к первому вращаемому валиком 6 посредством клина 7 и пар тарелок 8 и 9 цилиндру. Из ванны 13 припой 4 подают в полость цилиндра и далее по фитилям к его периферии. Смоченные ферромагнитные частицы 3 взаимодействуют с паяемыми поверхностями и тем самым припой 4 наносится на изделие 5. Запаянное изделие 5 транспортируют конвейером 12 к второму вращаемому валиком 6 посредством клина 7 и пар тарелок 8 и 9 цилиндру для удаления припоя 4 с помощью сил, возникающих при взаимодействии изделия 5 с капиллярной структурой его периферии. Припой 4 с паяных соединений впитьшается капиллярной структурой и при вращении цилиндра перемещается к месту взаимодействия его периферии с валиком 6, который отжимает его из капилляров периферии цилиндру.
После взаимодействия устройства с изделием 5 паяные соединения принимают требуемую форму, а припой .кристаллизуется. Аналогичным образом могут быть осуществлены распайка и лужение изделий.
Вариант устройства (фиг.2а) предпочтителен для пайки изделий с неметаллизированными отверстиями: припой сам заполняет зазоры между выводами радиоэлементов и стенками отверстий под действием силы тяжести.
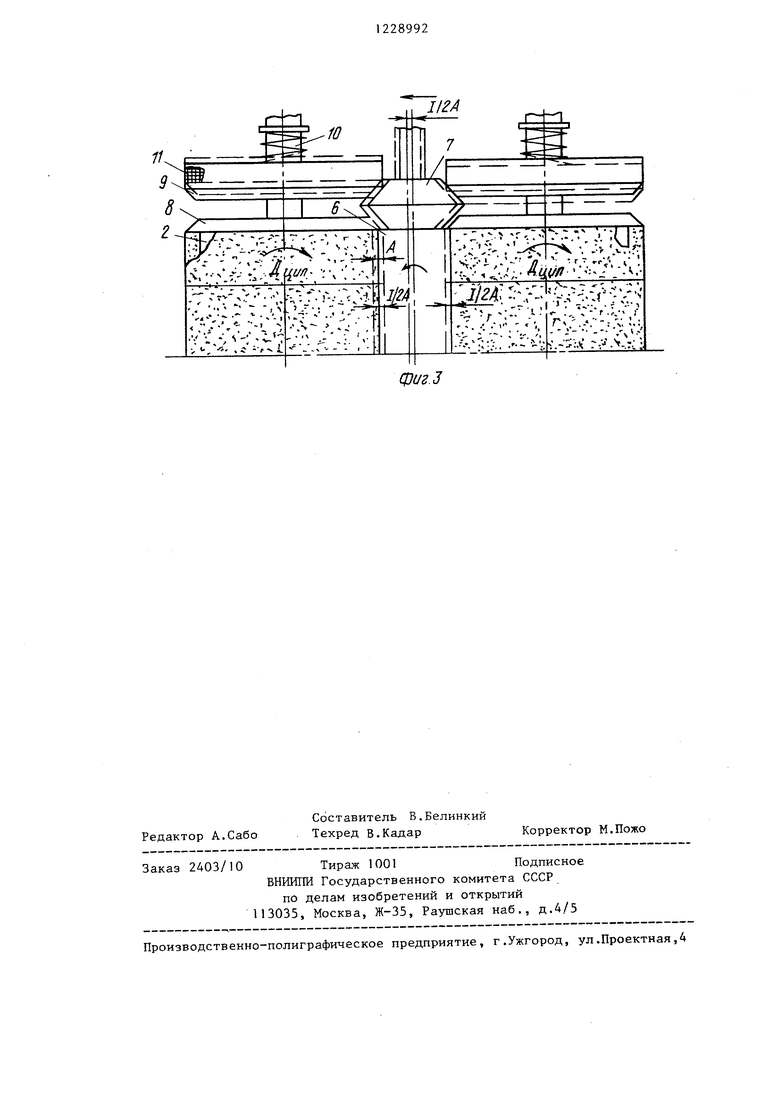
Количество ПРИПОЯ Д на изделии 5 определяется тем, в какую сторону и на какую величину валик 6 перемещают горизонтально деформируя перифери цилиндров. Например, если валик 6 сдвинут к подающему цилиндру (на фиг. 3 показано прерывистой линией)
28992-
то деформация его периферии увеличивается, а обсасывающего - уменьшается, что обеспечивает накопление дополнительного припоя 4 в зоне нанесе- 2 ния его на изделие 5 и увеличение насьпценности припоем 4 капиллярно- пористой структуры отсасывающего цилиндра, и тем самым обеспечивается подача на изделие 5 повышенного ко- 0 личества припоя 4.
При перемещении валика 6 в сторону отсасывающего цилиндра увеличивается деформация его периферии, а подающе,5 го - уменьшается, что вызывает обеднение капиллярно-пористой структуры отсасывающего цилиндра и уменьшает накопление дополнительного припоя 4 в зоне его нанесения на изделие 5 и
2Q тем самым обеспечивается подача на изделие 5 уменьшенного количества припоя 4. Таким образом, осуществляется взаимосвязь процессов нанесения и удаления излишков припоя 4 с изде25 ЛИЯ 5 и достигается сокращение времени регулирования количества припоя 4 на изделии 5.
Горизонтальное перемещение валика 6 осущес -вляют пары механизмов осевого перемещения подвижных тарелок 9. еханизмы осевого перемещения подвижных тарелок 9 работают следующим образом (фиг.ЗХ- В исходном состоянии пружины 10 поджимают подвижные тарелки 9 к клину 7 валика 6, Который находится в среднем полохении. При подаче напряжения на пару обмоток 11 , например, относящихся к подающему цилиндру, пара подвижных тарелок 9, являющихся частью электромагнитов, отталкивается от неподвижных контактных тарелок 8 (полюсных наконечников магнитов 2) и тем самым зазор между ними увеличивается, и тогда
клин 7 переместится под действием пары подвижных тарелок 9 и поджимающих пружин 10 отсасывающего цилиндра в сторону подающего цилиндра, валик 6 деформирует его периферию на величину, определяемую величиной тока, протекающего по паре обмоток 11, относящихся к этому цилиндру, и уменьшит на такую же величину деформацию периферии отсасьгеакяцего цилиндра.
Новое положение валиков 6, тарелок 8 и 9 показано на фиг. 3 прерывистой линией. Работа соответствующих механизмов осевого перемещения
подвижных тарелок 9 при перемещении валика 6 к отсасывающему цилиндру аналогична.
К конструктивным особенностям устройства можно отнести выполнение магнитов 2, полюсных наконечников между ними и крайних полюсных наконечников - неподвижных тарелок 8 в виде колец, что обеспечивает необхо- димз равномерную толщину слоя частиц на цилиндрах, которая должна быть больше величины А- . Отличием первого цилиндра от второго является полая ось и наличие каналов с фитилями в полюсных наконечниках, расположенных между магнитами 2, эти особенности обеспечивают подачу припоя 4 из ванны 13 к периферии.
Клин 7 валика 6 может быть выполнен из ферромагнитного материала, что улучшает сцепление его с парой крайних полюсных наконечников (неподвгохных контактных тарелок 8) магнитов 3 и парой подвижных тарелок 9 электромагнитов. Валик 6 и часть корпуса 1 , контактирующая с ним, может быть выполнена из несмачиваемого припоем 4 материала, что предотвращает перетекание скапливающего припоя 4 из объема F на объем L.
Подключение пар 11 к регулируемо- источнику тока может быть вьтол- нено как последовательно, так и параллельно при условии, что пара электромагнитов должна отталкиваться от крайних полюсных наконечников магнитов 2.
Предлагаемое устройство за счет обеспечения взаимосвязи процессов нанесения и удаления излишков припоя
позволяет повысить производительность пайки, особенно изделий с высокой плотностью монтажа при одновременом сокращении расхода припоя и коичества, непропаев.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения жидкого металла | 1985 |
|
SU1278138A1 |
| Устройство для удаления излишков припоя | 1983 |
|
SU1136903A1 |
| Устройство для нанесения покрытия | 1983 |
|
SU1199508A1 |
| Устройство для пайки волной припоя | 1982 |
|
SU1013157A1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ ИЗДЕЛИЙ ПОГРУЖЕНИЕМ В ВАННУ С РАСПЛАВЛЕННЫМ ПРИПОЕМ | 1990 |
|
RU1721936C |
| Устройство для пайки блоков на печатном монтаже | 1987 |
|
SU1555076A1 |
| Способ лужения изделий | 1983 |
|
SU1224115A1 |
| Электропаяльник для пайки и демонтажа | 1976 |
|
SU617198A1 |
| Способ изготовления индуктора электрической машины с постоянными магнитами | 1988 |
|
SU1658292A1 |
| Установка для горячего лужения плоских ферромагнитных деталей | 1980 |
|
SU889737A1 |

fiU iueXXXlAasJ AtSifJ,AKJi&ii 6jS :i : : 3S&
F в о L фиг. 2
Х/-.4
I/2A
v I iSilv - s::
- , -Г ., 5- .:-:: - r:-:4..- 4-.
-Г л/ . . . 1
, - о,
,-.-. i
й ; гЯГ
;-л
Редактор А.Сабо
Составитель В.Белинкий Техред В.Кадар
Заказ 2403/10 Тираж 1001Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д.4/5
..«..в«. ..i.««i«.. ..--.. -в. - - ---
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
т
u :.:Ч
s;- i.. - д ; -г/ -у, ; .;.-(i ...-. . : .Ъ .гH
- I -- -V -4
-fcfp .:.- гГ: --:..:
-r. - .,:-.;. .:. /.-,.- / .. i.v:..-:. I;.V-YV
.. :,.:Ч :.,-;;у г..
фиг.З
Корректор М.Пожо
| Устройство для пайки волной припоя | 1982 |
|
SU1013157A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
