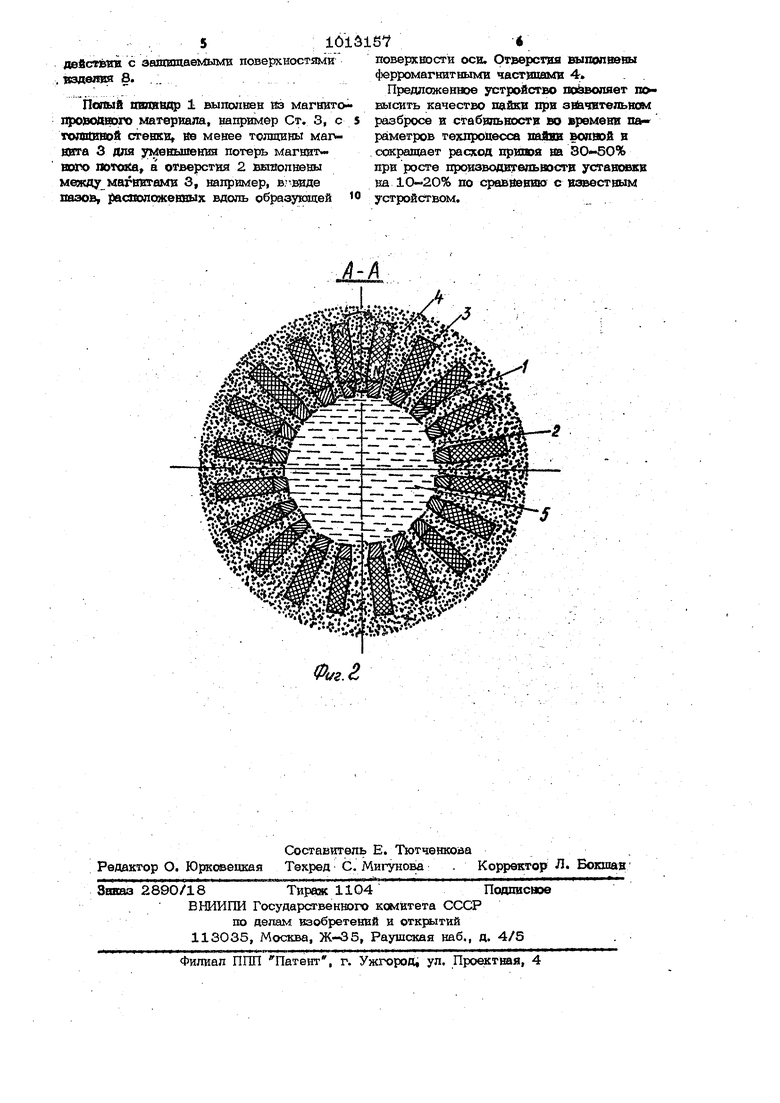
iO Изобретение относится к пайке в может быть использовано при изготовлении изделий в радиотехнической, электронн ной и других отраслях промышленвостиг Известно устройство для пайки, содержашее ванну с припоем, конвейер для транспортировки изделий и узел удаления излишков припоя, который выполнен в ке/ да нагретой колеблющейся струны 1. Однако качество пайки и расхода njsiпоя зависит от настройки узла механичео кого удаления припоя, так как, с одной ( стороны, для более полного удаления излишков припоя струна должна быть расположена как можно ближе к плате, но при этом возможно повреждение выводов, которые выступают на величину, повышаю- щую номинальную, с учетом которой обыч но настраивается струна, С другой стороны, для предотвращения повреждения выводов струна должна быть расположена как можно дальше от платы, но при этом не будут удаляться излишки припоя. Кроме того, припой при удалении колеблющей ся струной будет разбрызгиваться по направлению и против движения изделия, поэтому его брызги не только возвратять ся в ванну, но часть припоя в виде капель, перемычек попадает на плату, ко&вейер и за пределы вашзы. Особенвю этот эффект будет проявляться при различной длине выводов. При этом излишки припоя в виде перемычек не удаляются, teas, как струна удаляет только сосульки; Кроме того, не устраняются дефекты, связанные с неудовлетворительной по готовкой поверхностей паяемых соединений, так как струна механически воздей ствует на сосульки из припоя. Известно также устройство для пайки волной припоя, содержащее ванну с раоплавленным припоем, механизм транспортировки изделий и узел удаления излипьков припоя с механизмом его вращенияС2 Недостатком устройства является невысокое качество получаемых изделий, так как вращающиеся диски жесткие, и при соприкосновении с изделием может произойти разрушение изделия и самого диска. Кроме того, при использовании устройства расходуется большое коли-, честно припоя и флюса. Цепью изобретения является повышение качества пайки и сокращение расхода припоя и флюса. Поставленная цель достигается тем, что в устройстве для пайки волной nps поя, содержащем ванну с расплавленным SY припоем, механизм транспортировки изделий и узел удаления I излишков при- поя с механизмом et4 вращения, узел удаления излишков цршюя выполнен в ве де полого цилиндра из магнитопроводйого материала, на внешней поверхности которого радиально усташ) с зазором отйосительно друг друга магниты с чередующимися полюсами, размещенного в массе сцепленных с ним ферромагнитных частиц, и снабжен утлом подачи флюса, установленным во внутренней полости цилиндра, при атом в теле цилиндра выполБЕввы отверстия для пода ни фпюса из виутренней полости к периферии, а ферромагнитные частицы шлполвены из смачиваемого флюсом, но не смачиваемого при11О&Л материала с точкой Кюри выше температуры расплавленного припоя. Узел подачи флюса может быть выполнен в фитиля из ферромагнитных частиц. На фиг. 1 показано взаимное расположение изделия и цилиндра; ва фиг. 2 разрез А-А на фиг. 1. Устройство содержит цилиндр 1 с отверстиями 2, магниты 3, покрытые ферромагнитными частицами 4, которые образуют наружный спой цилиндра .и фитиль, подающий флюс 5 к его периферии, цилиндр закреплен на ванне 6 с припоем 7, изделие 8 и конвейер 9. Изделие 8 транспортируют конвейером 9 к вращающемуся навстречу его движё вик цилиндру через волну припоя 7. Флюс 5 по цилиндру 1 направляют к отверстиям 2, при этом смачивается один конец фитиля из засыпки частицами 4, тем самым смачивая ее наружный слой. Изделве 8 вводят в соприкосновение с движущвмися ему навстречу частицами 4, которые при этом взаимодействии непрерывно перемешиваются, смачивая флюсом 5 пайки, тем самым увеличивая подвижность и поверх ноет (юе натяжение припоя . 7 на поверхностях паяемых соединений. При контакте цилиндра с изделием 8 механически зачищаются и обрабатываются флюсом 5 паяемые поверхности, тем самым эти поверхности становятся более шероховатыми, что улучшает смачивание их припоем 7, удаляются сосульки, перемычки и другие излишки припоя 7 с паяемых поверхностей изделия 8, а также перевосится свернувшийся в шарики припой 7 в ванну 6. После взаимодействия цилиндра с изделием 8 пайки принимают скелетную форму, а припой 7 кристаллиз|чё сй. Выбор сасорости встречного двилсения яериферие цилиндра V определяется скоростью перемещения изделия 8 V|;f н т превышает ее в 1,5-2 раза, что обео пе швает зачистку паяемых поверхностей смачивание их флюсом и удаление излиш ков припоя 7. Например, при V в 50 мм/с имеет 2,5О мм/с, 1ООмм/с. Длина цилиндра Ц ц. выбирается не бойее чем в 1,2 раза размера изделия 8U.., перпендикулярного его направлению перемешешш конвейером 9. Например, при L,. 15О мм, 150 мм. Выбор ширины контактирования цилиндра с изделием 8 зависит от диаметра контактной площадки платы и ее ТОА щины и определяется формулой , где; -h -толщина платы; -ширина контактирования; - диаметр контактной площадк на плате. Например, при ,5MM, 3кп 3,5мм, имеем 3 /3 мм . Сц i5M Выбор толщины слоя ферромагнитных частиц 4, находящегося на периферии цилиндра, зависит от длины вывода ра: диоэлемента с паяемой стороны платы (он не должен касаться магнитов 3), от толщины платы, так как примерно на 2/3- толщины плата погружается в . его поверхностный слой, диаметра части И определяется формулой -диаметр частицы; -толщина слоя; Е„ - длина вывода радиоэлемента стороны пайки; Ь - толщина платы. Например, при (g 0,5мм, tip/y в 2,5, -j « 0,75 мм, имеем 7,5мм мм. При этом значении Ь предотвращается возможность качения выводами магнп т 3 в юе повреждение. Выбор расстояния от линии выхода из делвя 8 из волны припоя 7 до линии, вза имодействия цилиндра с изделием 8 зависит от скорости конвейера 94 , а также от времени кристаллиза1ции припоя 1ц на изделии 8 и определяется формулой, (з; 10 Y де S расстояние от волны до цилиндра;скорость конвейера; время кристаллизации пршюя на изделии.. Например, при 100 мм/с, tj О,2 с. 100- О,5 500 250мм. имеем S На этом расстоянии припой 7 находится в жидком состоянии, легко удап)ется с изделия 8, а пайки принимают скелетную форму. В устройстве используются ферромад нитные частиц 4, не смачивающиеся пр№поем 7 для обеспечения его удаления и переноса в ванну 6, смачивающиеся фшосом 5 для обеспечения подачи его к. периферии, с точкой Кюри выше температуры припоя 7 для обеспечения замыкания магнитных потоков магнитов 3 с чередующимися флюсами в области периферии в центра цилиндра, что, в свою очередь, обеспечивает фятушь и наружный слой цилиндра, который удаляет делишки 7. Диаметр частицы 4 должен быть не более диаметра вывода, чтобы не оказывать значительного воздействия на нехх), и не менее разности диаметров отверстия платы и вывода, который в это отверстие вставляется, чтобы частица не могла попасть в этот зазор. Диаметр частицы 4 определяется формулойгде do. диаметр вывода; дтметр частицы; диаметр отверстия, в которой вставляется вывод навесного . элемента. Например при «3 1,5 мм,б1 «0,8 мм, имеем: 0,8 ,7 мм.. В качестве материала ферромагиитнызс частиц 4 может быть использована, например, дро стальная колотая ДСК 0,8 ГОСТ 9849-61, которая обеспечивает эффективную механическую зачистку паяе мых поверхностей, необходимое капшшяр ное давление для подачи фпюса 5 к перв- ферии цилиндра. В устройстве используются магввты 3, которые могут быть выполнены как . постоянными, так и в виде элек1гррмапнитов с магнитным потоком, достаточным дда удержания частиц 4 при его взаимо/tefictBtm с эаапшше «ыми поверхностями . яэдвтш 8. ... Полый пвпвшф 1 выпопнев Ш магшгго про одвого магериапа, например Ст. 3, с TtHffltBBEofi стеоЕН Be менее толщины ма1 нита 3 для гъфбвьшешш потерь магввтнхйХ) ш«Ла, а отверстия 2 ввшопнены между магвштами 3, например, вгвйде пазов, расшлсокевшлх вдоль образующей поверх цости оси. Отверстия выпопвены 4)ерромагнитными частицами 4 Предложенное устройство позволяет повысить качество пайки при звйачительном разбросе и стабвльвости во времени шн раметров тетшроцесса пайяи вопюй и ожрадает рюсход на ЗО-5О% при росте производительности установки ga 10-2О% по сра&веишо с известным устройством.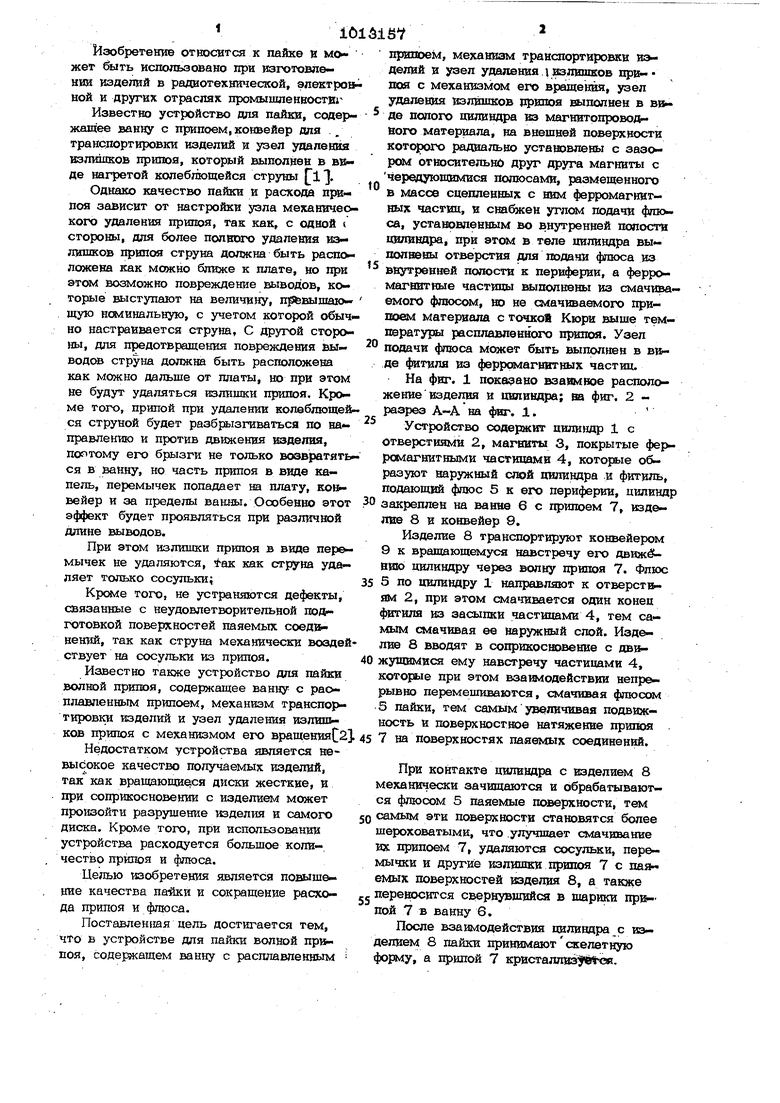

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки | 1985 |
|
SU1228992A1 |
| Устройство для нанесения покрытия | 1983 |
|
SU1199508A1 |
| Устройство для удаления излишков припоя | 1983 |
|
SU1136903A1 |
| Устройство для нанесения жидкого металла | 1985 |
|
SU1278138A1 |
| Устройство для пайки деталей | 1982 |
|
SU1087280A1 |
| Устройство для пайки волной припоя | 1987 |
|
SU1449266A1 |
| Способ пайки погружением | 1976 |
|
SU575183A1 |
| Способ пайки печатных плат | 1980 |
|
SU927427A1 |
| Устройство для пайки блоков на печатном монтаже | 1987 |
|
SU1555076A1 |
| СПОСОБ ПАЙКИ ЛЕГКОПЛАВКИМ ПРИПОЕМ | 2005 |
|
RU2372175C2 |
1. УСТРОЙСТВО ДЛЯ ПАЙКИ ВОЛНОЙ ПРИПОЯ, содержащее ванну с {шсшшвленвыЫпршюём, механизм трансвортвровашш изделий и узеп удаления изшпаков припоя с механизмо15Г его вращения о т пи ч а го ж ее с я тем, что, с ; цепью повышения качества пайки и сокра- щешш расхода припоя и флюса, узел удаления излишков припоя выполнен в виде . полого иипиндра из магиитопроводнсяч ма териала, на внещней поверхности которого радиально установлены с зазором отно сительно друг друга магниты с чередую нсимися полюсами, разрешенного в мйссе , сцепленных с ним-фарроМагкеткых частиц , и снабн ен узлом подачи флюса, уставов- . ленным во внутренней полости , при этом в теле цилиндра выполнены отверстия для подачи флюса вз вкутревоэй полости к периферии, а ферромагнитные частицы выполнены из смачиваемого флюсом, но не смачиваемого Ёсришем материала с точкой Кюрк выше темпера § туры расш1авлен1юго пршюа. 2. Устройство по п. 1, о т л и ч а - (/) ю щ е е с я тем, что узел подачЕ флюса выполнен в :виде фшюля вз ферромагЕПП ных частиц. у7 / :ssL -г TQI / 00 О1 | S Й/г./
Фт.2.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ снятия излишков припоя | 1974 |
|
SU490277A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для ПЕРЕДАЧИ ПРИПОЯ ПРИ ИЗГОТОВЛЕНИИ ЖЕСТЯНЫХ КОНСЕРВНЫХ БАНОК | 0 |
|
SU308831A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
