Изобретение относится к многослойным пруткам, применяемым в качестве заготовок для получения многослойного проката, труб и проволоки, а также многослойных изделий, в частности металлорежущего инструмента,-и касается конструкции многослойных прутков .
, Целью изобретения является повыше ние качества прутка за счет улучше- ния сцепления оболочки с серпечни- ком.
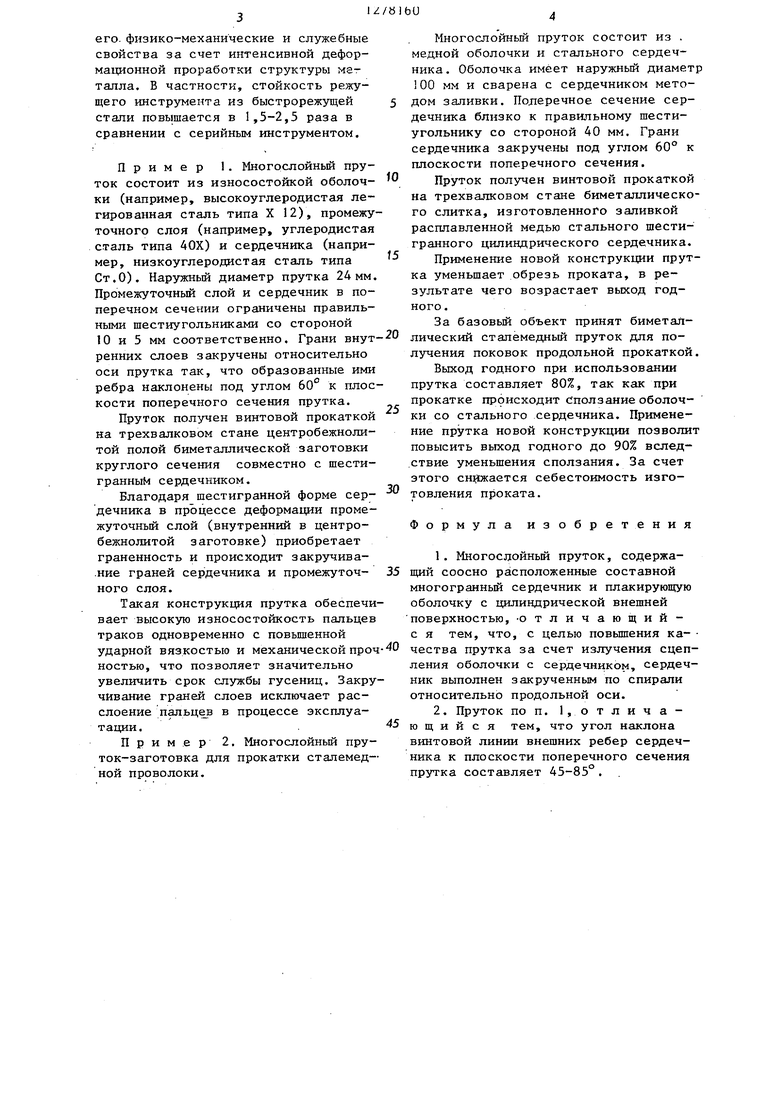
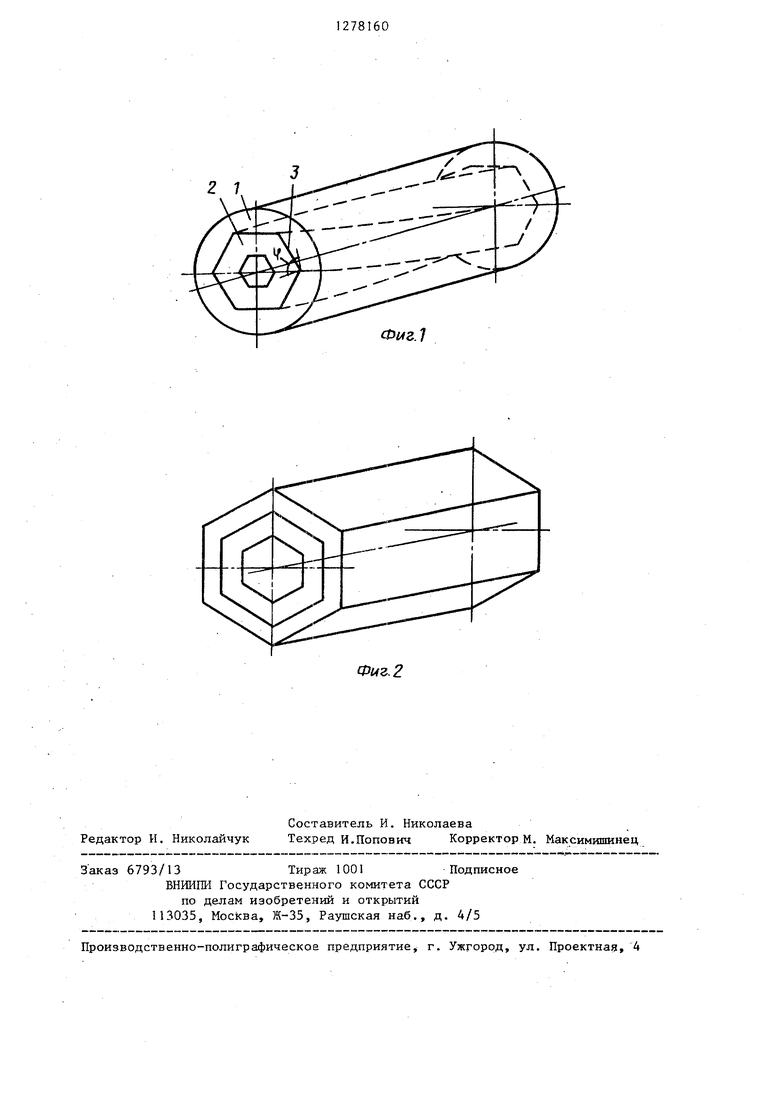
На фиг, 1 представлена конструкция прутка; на фиг. 2 - многослойная заготовка.
Пруток содержит оболочку 1 и многогранный сердечник 2, состоящш из нескольких слоев. Грани 3 наружного слоя сердечника спирально закручены вокруг продольной оси прутка. В этом случае внешние ребра сердечника не перпендикулярны к плоскости поперечного сечения прутка, а образуют с не угол , величина которого может изменяться в пределах 45-85.
Такая конструкция прутка обеспечивает надежное соединение слоев, так как спирально закрученные многогранные поверхности исключают прокручивание слоев и одновременно пре- пятствуют их осевому сдвигу. Прочность соединения слоев определяется, в основном, прочностью их материалов и при сдвиге или скручивании почти н не зависит от сил сварки.
В процессе обработки давлением прочное соединение комнонентов прутка обеспечивает равномерность их де- формагщи и истечения, препятствует расслоению и сползшпно слоев. Мно- гослойный пруток деформируется как единое целое.
Особенно 3 аметны преимуществ а преложенной конструкции прутка в процессе деформирования концов. В част Кости, продольная прокатка в стадиях захвата и выхода из валков не сопро- вождается сползанием менее прочных компонентов. В данном случае вместе с повышением равномерности деформаци компонентов значительно снижается концевая обрезь.
Максимальный эффект от изобретения достигается при обработке давлением многослойных прутков с большой разницей в сопротивлении деформации слоев и прутков, состоящих из компонентов с плохой свариваемостью. Многослойные изделия, изготовленные из прутков предложенной конструкции, отличаются высокой прочностью при действии как осевых, так и окружных касательных напряжений. В частности, биметаллические фрезы с многогранным закрученным сердечником и внешним режущим слоем выдерживают осевые нагрузки, которые вызывают разрушение таких же фрез с цилиндрическим сердечником. Это позволяет уменьшить размеры инструмента и снизить металлоемкость фрез.
Пруток прост в изготовлении. Он получается в результате пластической деформации (скручивания) многослойной заготовки с многогранным цилиндрическим сердечником. Для скручивания заготовки наиболее эффективно применение винтовой прокатки, например, -в трехвалковом стане. Винтовая прокатка с коэффициентом вытяжки 2-8 позволяет в процессе осаживания слоев друг на друге осуществить закручивание их поверхностей сопряжения. Кроме того, осаживание слоев друг на друге и совместная их вытяжка обеспечивают надежное соединение компонентов за счет происходящей при этом сварки давлением. Заготовка под прокатку может быть собрана из цилиндрических многогранных труб и сердечника, телескопически вставленных друг в друга (фиг. 2), причем компоненты заготовки не обязательно сваривать перед деформацией. Винтовая прокатка обеспечивает сварку .давлением слоев и закручивание граней сердечника. Наружная поверхность после прокатки имеет форму кругового цилиндра (фиг. 1).
Угол,закручивания ребер сопрягаемых поверхностей составляет 45-85° и может устанавливаться соответствующим выбором режимов прокатки. При закручивании на угол более 85° максимальное сопротивление осевому сдвигу слоев достигается только на значительной длине прутка (для шестигранного сердечника эта длина более 12 длин граней). Закручивание на уго менее 45 винтовой прокаткой получить практически невозможно, а применение других способов для этого требует чрезмерной пластической деформации.
При изготовлении прутка методом винтовой прокатки также улучшаются
его. физико-механические и служебные свойства за счет интенсивной деформационной проработки структуры ма- талла. В частности, стойкость режущего инструмента из быстрорежущей стали повышается в 1,5-2,5 раза в сравнении с серийным инструментом.
Пример 1. Многослойный пруток состоит из износостойкой оболочки (например, высокоуглеродистая легированная сталь типа X 12), промежуточного слоя (например, углеродистая сталь типа 40Х) и сердечника (например, низкоуглеродистая сталь типа Ст.О). Наружный диаметр прутка 24мм. Промежуточный слой и сердечник в поперечном сечении ограничены правильными шестиугольниками со стороной
10
15
Многослойный пруток состоит из . медной оболочки и стального сердечника. Оболочка имеет наружный диамет 00 мм и сварена с сердечником методом заливки, Полеречное сечение сердечника близко к правильному шестиугольнику со стороной 40 мм. Грани сердечника закручены под углом 60° к плоскости поперечного сечения.
Пруток получен винтовой прокаткой на трехвалковом стане биметаллическо го слитка, изготовленного заливкой расплавленной медью стального шестигранного цилиндрического сердечника.
Применение новой конструкции прут ка уменьшает обрезь проката, в результате чего возрастает выход годного.
За базовый объект принят биметал10 и 5 мм соответственно. Грани внут- лический сталемедный пруток для поренних слоев закручены относительно оси прутка так, что образованные ими ребра наклонены под углом 60° к плоскости поперечного сечения прутка.
Пруток получен винтовой прокаткой на трехвалковом стане центробежноли- той полой биметаллической заготовки круглого сечения совместно с шестигранным сердечником.
Благодаря шестигранной форме сердечника в процессе деформации промежуточный слой (внутренний в центро- бежнолитой заготовке) приобретает граненность и происходит закручива- .ние граней сердечника и промежуточного слоя.
Такая конструкция прутка обеспечивает высокую износостойкость пальцев траков одновременно с повышенной
25
30
35
лучения поковок продольной прокаткой.
Выход годного при использовании прутка составляет 80%, так как при прокатке происходит Сползание оболочки со стального сердечника. Применение прутка новой конструкции позволит повысить выход годного до 90% вслед- .ствие уменьшения сползания. За счет этого снижается себестоимость изго- т овления проката.
Формула изобретения
1. Многослойный пруток, содержащий соосно расположенные составной многограиньй сердечник и плакирующую оболочку с цилиндрической внешней поверхностью, -отличающий- с я тем, что, с целью повышения ка-
ударной вязкостью и механической проч- О чества прутка за счет излучения сцепностью, что позволяет значительно увеличить срок службы гусениц. Закручивание граней слоев исключает расслоение пальцев в процессе эксплуатации..
Пример 2. Многослойньш пруток-заготовка для прокатки сталемед- ной проволоки.
Многослойный пруток состоит из . медной оболочки и стального сердечника. Оболочка имеет наружный диаметр 00 мм и сварена с сердечником методом заливки, Полеречное сечение сердечника близко к правильному шестиугольнику со стороной 40 мм. Грани сердечника закручены под углом 60° к плоскости поперечного сечения.
Пруток получен винтовой прокаткой на трехвалковом стане биметаллического слитка, изготовленного заливкой расплавленной медью стального шестигранного цилиндрического сердечника.
Применение новой конструкции прутка уменьшает обрезь проката, в результате чего возрастает выход годного.
За базовый объект принят биметал
лучения поковок продольной прокаткой.
Выход годного при использовании прутка составляет 80%, так как при прокатке происходит Сползание оболочки со стального сердечника. Применение прутка новой конструкции позволит повысить выход годного до 90% вслед- .ствие уменьшения сползания. За счет этого снижается себестоимость изго- т овления проката.
Формула изобретения
1. Многослойный пруток, содержащий соосно расположенные составной многограиньй сердечник и плакирующую оболочку с цилиндрической внешней поверхностью, -отличающий- с я тем, что, с целью повышения ка-
чества прутка за счет излучения сцепления оболочки с сердечником, сердечник выполнен закрученным по спирали относительно продольной оси,
2. Пруток по п. 1,отличающий с я тем, что угол наклона винтовой линии внешних ребер сердечника к плоскости поперечного сечения прутка составляет 45-85° .
2 7
Фиг.1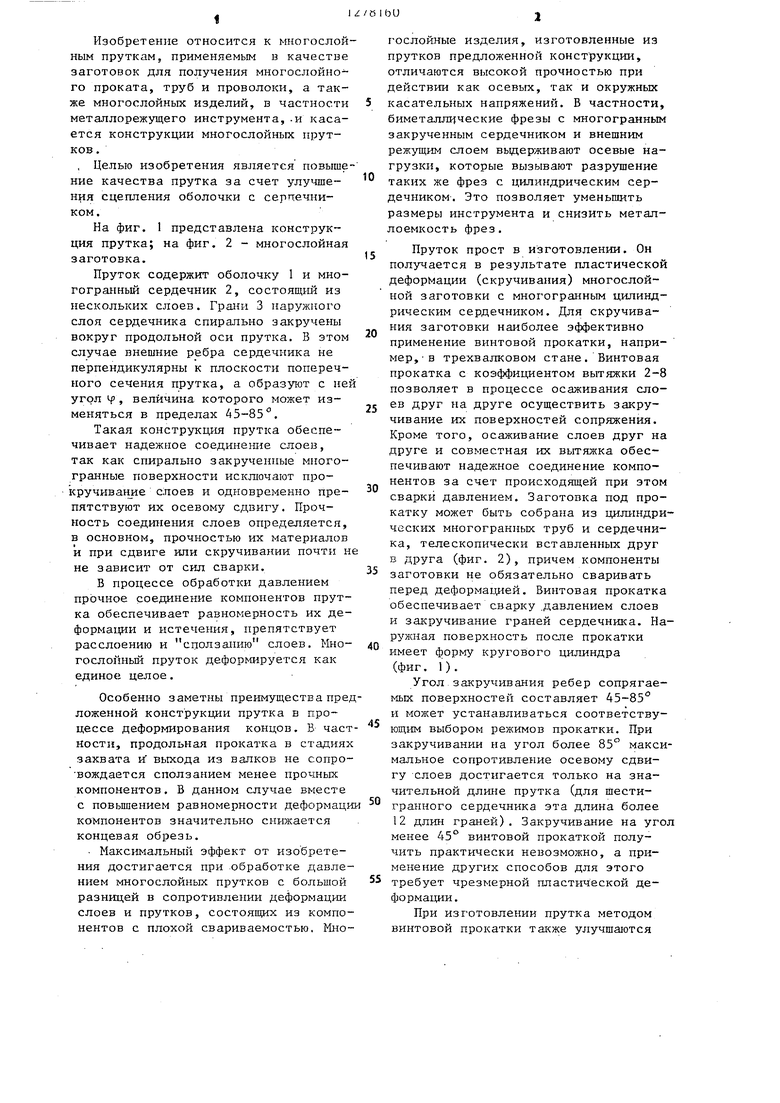
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных прутков | 1977 |
|
SU709308A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВ | 2011 |
|
RU2463138C1 |
| Способ прокатки сортового металла | 1978 |
|
SU710679A1 |
| Способ изготовления горячекатанных биметаллических труб | 1978 |
|
SU704691A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ГИЛЬЗ ИЛИ ПРУТКОВ | 1991 |
|
RU2057612C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СВЕРХПРОВОДЯЩЕГО КАБЕЛЯ | 1991 |
|
RU2101792C1 |
| Валок для винтовой прокатки на трехвалковом стане | 1978 |
|
SU1047556A1 |
| Способ получения буровой стали | 2016 |
|
RU2627081C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ШЕСТИГРАННЫХ ПРОФИЛЕЙ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2019 |
|
RU2726231C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2016 |
|
RU2626260C1 |
Изобретение относится к многослойным пруткам, применяемым в качестве заготовок для получения многослойного проката, труб и проволоки а также многослойных изделий, в частности метаплорежутцегс инструмента, и касается конструкции многослойных прутков. Целью изобретения является повышение качества прутка за счет улучшения сцепления оболочки с сердечником; Сердечник в прутке выполнен закрученным по спирали относительно продольной оси под углом 45- 85. Конструкция препятствует осевому сдвигу слоев, повьапается равномер- kocTb деформации компонентов, а следовательно, снижается концевая об- резь. 1 з.п. ф-лы, 2 ил. i W INS vj 00
Редактор И. Николайчук
Составитель И. Николаева
Техред И,Попович Корректор М. Максимишинец
Заказ 6793/13Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 2
| Голованенко С.А | |||
| Сварка прокаткой биметаллов | |||
| - М.: Машиностроение, 1977, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
