(54) СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫ.Х ПРУТКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения биметаллических прутков | 1977 |
|
SU710720A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВ | 2011 |
|
RU2463138C1 |
| Многослойный пруток | 1984 |
|
SU1278160A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЗАГОТОВКИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2005 |
|
RU2299103C1 |
| Способ прокатки профилей из титана и его сплавов | 1987 |
|
SU1477487A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА КРУГЛОГО ПРОФИЛЯ | 2004 |
|
RU2281819C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ КАТАНКИ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1996 |
|
RU2092257C1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |
1
Изобретение относится к металлургии, а именно к области прокатного производства и может быть использовано на сортопрокатных станах, имеющих в своем составе многозвенные клети.
Известны способы получения многослойных изделий с применением горячей прокатки 1. По этому способу предварительно подготовленную многослойную заготовку круглого сечения (пакет, включающий сердечник из конструкционной стали и трубуоболочку из износостойкой легированной стали) после нагрева в печи прокатывают за 6-8 пропусков в системе калибров овалквадрат двухиювных прокатных клетей.
Однако известный способ получения многослойных прутков не позволяет получить прочное соединение компонентов на контактной поверхности, равномерный плакирующий слой и необходимую точность размеров в готовом изделии. ГТрокатка в калибрах клетей дуг не обеспечивает всестороннего сжатия .многослойной заготовки, необходимого для надежного схватывания плакирующего слоя с сердечником, вследствие чего происходит раскрытие пакета вблизи мест зазоров калибров, окисление контактных поверхностей и ухудшение качества схватывания. В двухвалковом калибре практически любой конфигурации цилиндрическая заготовка интенсивно деформируется. Паличие нес.хваценных поверхностей в значительной мере увеличивает свободное ущирение плакирующего слоя, создавая уже в первых черновых пропусках неравномерное распределение толщины оболочки вокруг сердечника. Образовавщаяся в первых проходах неравномерность плакирующего слоя сохраняется и при дальнейщей прокатке: из-за чего добиться равномерного распределения его в готовом изделии путем подбора специальных форм калибров уже практически невозможно. Кроме того, наличие несхваченных поверхностей основы и покрытия приводит к «закручиванию сердечника, в результате чего не соблюдается конгруэнтность очертаний полосы, сердечника и калибра. Наконец, прокатка в двухвалковых калибрах изза нестабильности параметров технологического процесса не обеспечивает высоких требований по геометрическим размерам многослойных прутков.
Целью изобретения является повышение качества готовых изделий за счет обеспечения возможности надежного сваривания компонентов по контактным поверхностям, равномерного распределения планирующего слоя вокруг сердечника, повышение точности проката, а также снижения себестоимости.
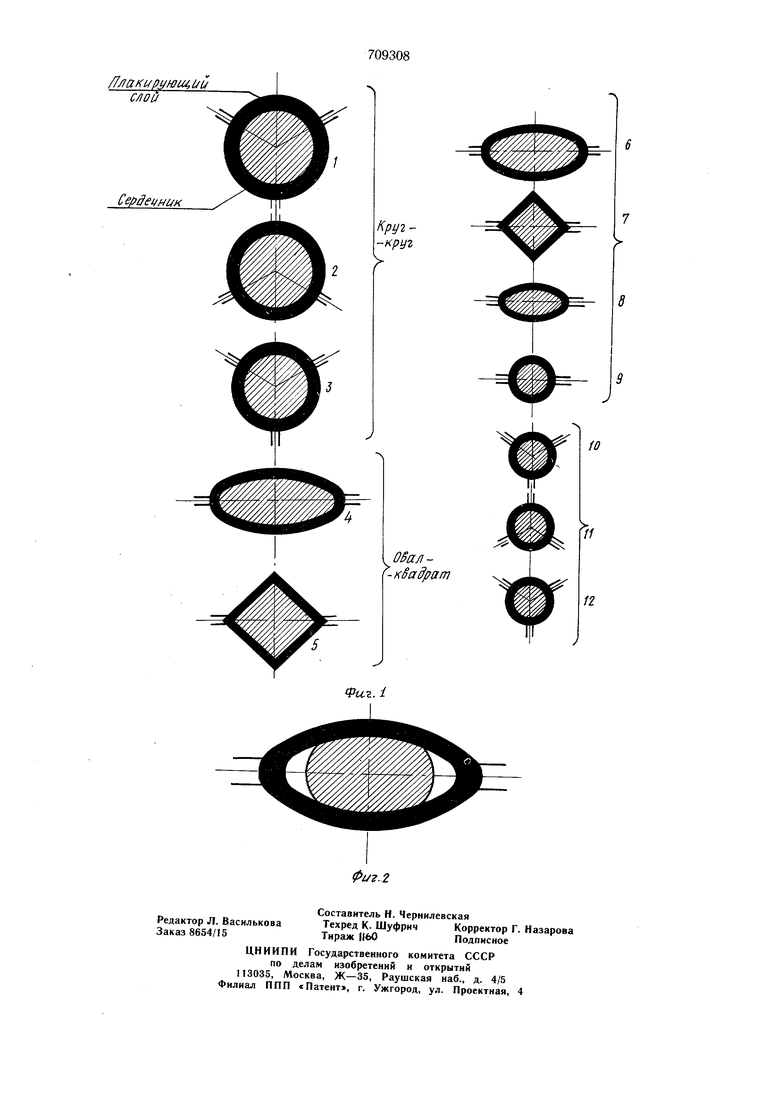
, Предлагаемый способ изготовления многослойных прутков отличается от известного тем, что горячую прокатку первоначально осуществляют по системе круг-круг в многоваликовых калибрах, затем по системе «овал-квадрат в двухвалковых клетях, а окончательное формирование также осуществляют путем прокатки по системе «кругкруг в многовалковых калибрах.
На фиг. показана схема прокатки биметаллических прутков круглого сечения с использованием трехвалковых калибров; на фиг. 2 - раскрытие пакета при прокатке в овальном двухвалковом калибре. Технологический процесс по предлагаемому способу .осуществляют следующим образом. Биметаллическая заготовка круглого сечения изготавливается составной из сердечника и оболочки. Сердечник оболочки-прутки конструкционной стали 40-45, оболочка-труба из износостойкой легированной стали, например XI2. Размеры сердечника и стали подбираются таким образом, чтобы нолучить на готовом прутке планирующий слой толщиной 3-4 мм. Торцы собранной заготовки завариваются по контуру. Нагретую до температуры прокатки заготовку прокатывают первоначально в нескольких черновых клетях с трехвалковыми калибрами (позиции 1---3) по системе «круг-круг. При прокатке в трехвалковых калибрах, замкнутых практически по все.му контуру, при отсутствии уширения металла происходит всестороннее равномерное сжатие двухслойного пакета, что обеспечивает надежное схватывание компонентов по всей контактной поверхности и равномерное распределение плакирующего слоя вокруг сердечника. Раскрытия пакета с образованием в двухвалковом калибре (фиг. 2) в этом случае не происходит. Количество черновых пропусков в трехвалковых калибрах определяется суммарной величиной критического обжатия, необходимого для надежного схватывания компонентов. Из-за сравнительно малой вытяжной способности системы калибров (скруг-круг прокатка в многовалковых калибрах до получения готового проката становится непроизводительной. Поэтому дальнейшее деформирование металла производится в двухвалковых калибрах (позиции 4-9) по одной из известных схем, например, с применением системы калибров «овал-квадрат.
0 С целью получения точных геометрических размеров окончательное формирование готового биметаллического прутка после осуществления необходимой вытяжки вновь производится в трехвалковых калибрах (пози, ции 10-12) по системе «круг-круг. Использование клетей с трехвалковыми калибрами для горячей калибровки круглой стали, как показывает опыт, обеспечивает точность размеров готового проката, соответствующую точности холоднотянутых профилей. Даль0 нейщая обработка прутков производится в соответствии с требованиями, предъявляемыми к готовому изделию.
Формула изобретения
Способ изготовления .многослойных прутков, включающий установку сердечника в оболочку, нагрев и прокатку в горяче.м состоянии, отличающийся тем, что, с целью повышения качества готовых изделий за счет обеспечения возможности надежного сваривания компонентов по контактным поверхностям, равномерного распределения плакирующего слоя вокруг сердечника, повышения
5 точности проката, а также снижения себестоимости, горячую прокатку первоначально осуществляют по системе «круг-круг в многовалковых калибрах, затем по системе «овал-квадрат в двухвалковых клетях, а окончательное формирование также осуществляют путем прокатки по системе «кругкруг в многовалковых калибрах. Источники инфор.мации, принятые во внимание при экспертизе 1. Сагитов Г. А. и др. Получен 1е бимеi талла для пал.ьцеБ тракторных гусениц. Сб. трудов Укрниимета, вып. 18, «Металлургия, 1970, с. 222-228.
