расход охладителя. До места установки насоса 15 на трубопроводе подачи охладителя в установку подают в охладитель поли акриламид, причем его расход изменяют в зависимости от
Изобретение относится к черной металлургии, а именно к автоматизации прокатного производства и может быть использовано при производстве термоупрочненной стали.
Цель изобретения - повышение надежности управления процессом и снижение энергозатрат.
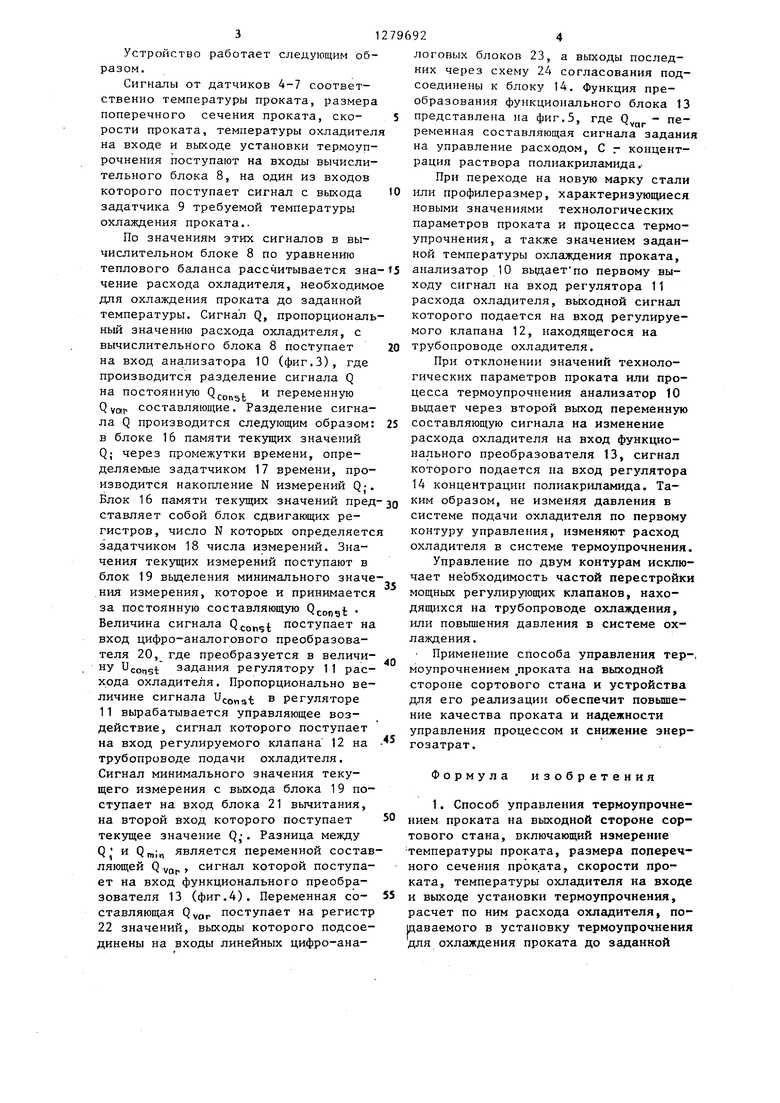
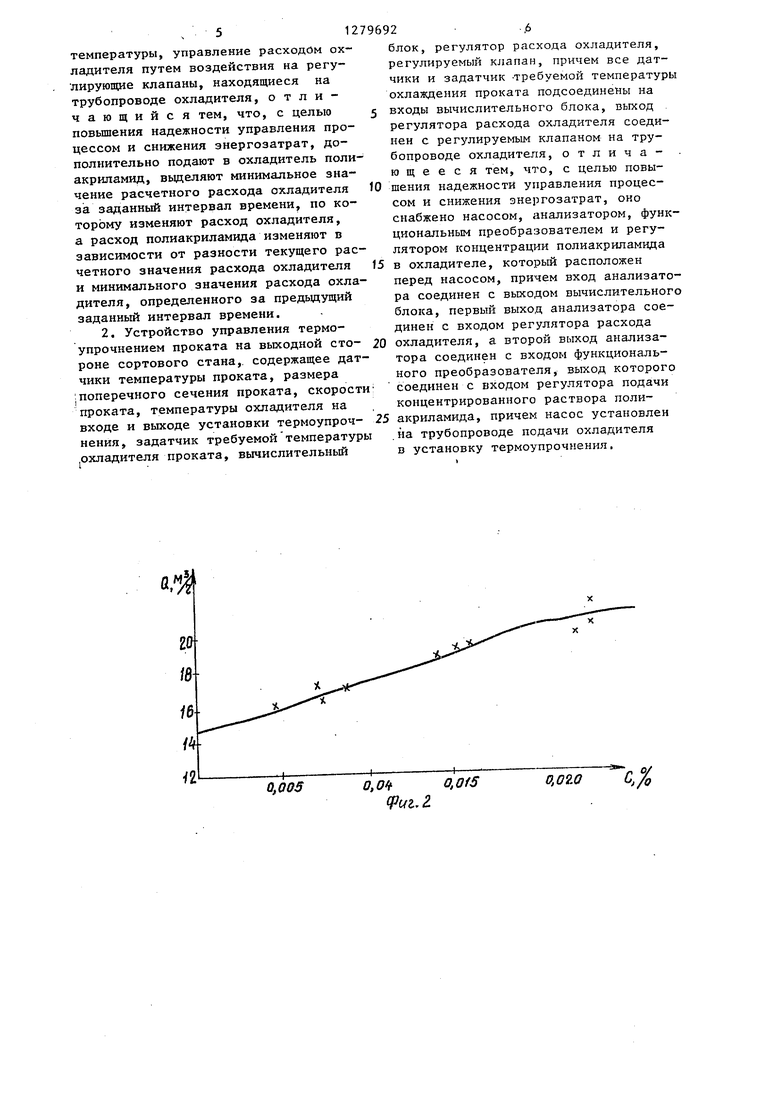
На фиг.1 приведена блок-схема устройства} на фиг.2 - зависимость межд расходом охладителя и концентрацией раствора полиакриламида, определенная в промышленных условиях; на фиг.З - блок-схема анализатора; на фиг.4 - блок-схема функционального преобразователя; на фиг.З - функция преобразования функционального преобразователя.
Между последней чистовой клетью 1 и установкой 2 термоупрочнения проката и на трубопроводах подачи охладителя установлены датчики контроля технологических параметров проката и процесса термоупрочнения: датчик 3 температуры проката, датчик 4 размера поперечного сечения проката, датчик 5 скорости проката, датчики 6 и 7 температуры охладителя на входе и выходе установки 2 термоупрочнения соответственно. Выходы всех датчиков подсоединены на вход вычислительного блока 8, на один из входов которого подсоединен задатчик 9 требуемой температуры охлаждения. Выход вычислительного блока 8 подсоединен на вход анализатора 10. Первьш выход анализатора 10 подсоединен на вход регулятора 11 расхода охладителя, выход которого соединен с регулируемым кла паном 12. Второй вьпсод анализатора 10 подсоединен к входу функционального преобразователя 13, выход которого
подсоединен на вход регулятора 14 концентрации раствора пoлиaкpш aми I,a
279692 разности текущего расчетного значения расхода охладителя и минимального значения расхода охладителя, определенного за предыдущий заданный интервал времени. 2 с,п. ф-лы, 5 ил.
0
15
20
25
30
35
40
45
в охладителе, который расположен перед насосом 15 подачи охладителя.
Сутцность предлагаемого способа заключается в том, что управление расходом осуществляется не только с помощью клапанов на трубопроводе и дополнительного включения насоса (постоянная состаззляющая), но и путем изменения концентрации раствора полиакриламида в охладителе, поступающем в насосную установку (переменная составляющая). Увеличение расхода охладителя без увеличения давле- ВИЯ происходит ввиду уменьшения гидравлических потерь по трассе подачи охладителя.
Управление по предлагаемому способу осуществляется следующим образом.
По значениям параметров проката . и процесса термоупрочнения, получаемых от соответствующих датчиков, и по значению сигнала задатчика требуемой температуры охлаждения в вычислительном блоке рассчитывается расход охладителя Q из уравнения теплового баланса. Сигнал, пропор- циональньш этому значению, поступает на вход анализатора, где разделяется на постоянную Qconst переменную Qv4r составляющие. Сигнал Qconst поступает на вход регулятора, по команде которого в зависимости от величины сигнала производится отработка управляющего воздействия регулируемыми клапанами, расположенными на трубопроводе подачи охладителя, сигнал QYQ,, поступает на вход функционального преобразователя, в котором определяется концентрация раствора полиакриламида, подаваемого в систему с целью увеличения расхода охладителя, компенсирзаощего колебания технологических параметров проката и процесса термоупрочнения.
31279692
Устройство работает следующим образом.
Сигналы от датчиков 4-7 соответственно температуры проката, размера поперечного сечения проката, ско- 5 рости проката, температуры охладителя на входе и выходе установки термоупрочнения поступают на входы вычислительного блока 8, на один из входов которого поступает сигнал с выхода Ю задатчика 9 требуемой температуры охлаждения проката..
По значениям этих сигналов в вычислительном блоке 8 по уравнению теплового баланса рассчитывается чение расхода охладителя, необходимое для охлаждения проката до заданной температуры. Сигнал Q, пропорциональный значению расхода охладителя, с вычислительного блока 8 поступает 20 на вход анализатора 10 (фиг.З), где производится разделение сигнала Q на постоянную переменную Q va,. составляющие. Разделение сигнала Q производится следующим образом: 25 в блоке 16 памяти текущих значений Q; через промежутки времени, определяемые задатчиком 17 времени, производится накопление N измерений Qj
логовых блоков 23, а выходы последних через схему 24 согласования под соединены к блоку 14. Функция преобразования функционального блока представлена на фиг.5, где Q - пе ременная составляющая сигнала задан на управление расходом, С г концент рация раствора полиакриламида.При переходе на новую марку стал или профилеразмер, характеризующиес новыми значениями технологических параметров проката и процесса термо упрочнения, а также значением задан ной температуры охлаждения проката, анализатор 10 выдает по первому выходу сигнал на вход регулятора 11 расхода охладителя, выходной сигнал которого подается на вход регулируе мого клапана 12, находящегося на трубопроводе охладителя.
При отклонении значений технологических параметров проката или про цесса термоупрочнения анализатор 10 вьщает через второй выход переменну составляющую сигнала на изменение расхода охладителя на вход функционального преобразователя 13, сигнал которого подается на вход регулятор 14 концентрации полиакриламида. Та35
Блок 16 памяти текущих значений пред-зо образом, не изменяя давления в ставляет собой блок сдвигающих регистров, число N которых определяется задатчиком 18 числа измерений. Значения текущих измерений поступают в блок 19 выделения минимального значения измерения, которое и принимается за постоянную составляющую Qcongt Величина сигнала Q const поступает на вход цифро-аналогового преобразователя 20, где преобразуется в величи- - ну Uconst задания регулятору 11 расхода охладителя. Пропорционально величине сигнала Uconat регуляторе 11 вырабатывается управляющее воздействие, сигнал которого поступает на вход регулируемого клапана 12 на трубопроводе подачи охладителя. Сигнал минимального значения текущего измерения с выхода блока 19 поступает на вход блока 21 вычитания, на второй вход которого поступает текущее значение Q,-. Разница между Q и Qn,;n является переменной составляющей Q VQp, сигнал которой поступает на вход функционального преобразователя 13 (фиг.4). Переменная составляющая Qyg поступает на регистр 22 значений, выходы которого подсоединены на входы линейных цифро-ана45
50
55
системе подачи охладителя по первом контуру управления, изменяют расход охладителя в системе термоупрочнени Управление по двум контурам искл чает необходимость частой перестрой мощных регулирующих клапанов, нахо- ДЯПЦ1ХСЯ на трубопроводе охлаждения, или повышения давления в системе ох лаждения .
Применение способа управления те моупрочнением проката на выходной стороне сортового стана и устройств для его реализации обеспечит повьше ние качества проката и надежности управления процессом и снижение эне гозатрат.
Формула изобретения
1. Способ управления термоупрочн нием проката на выходной стороне со тового стана, включающий измерение температуры проката, размера попере ного сечения проката, скорости проката, температуры охладителя на вхо и выходе установки термоупрочнения, расчет по ним расхода охладителя, п даваемого в установку термоупрочнен для охлаждения проката до заданной
логовых блоков 23, а выходы последних через схему 24 согласования подсоединены к блоку 14. Функция преобразования функционального блока 13 представлена на фиг.5, где Q - переменная составляющая сигнала задани на управление расходом, С г концентрация раствора полиакриламида.При переходе на новую марку стали или профилеразмер, характеризующиеся новыми значениями технологических параметров проката и процесса термоупрочнения, а также значением заданной температуры охлаждения проката, анализатор 10 выдает по первому выходу сигнал на вход регулятора 11 расхода охладителя, выходной сигнал которого подается на вход регулируемого клапана 12, находящегося на трубопроводе охладителя.
При отклонении значений технологических параметров проката или процесса термоупрочнения анализатор 10 вьщает через второй выход переменную составляющую сигнала на изменение расхода охладителя на вход функционального преобразователя 13, сигнал которого подается на вход регулятора 14 концентрации полиакриламида. Та
образом, не изменяя давления в
системе подачи охладителя по первому контуру управления, изменяют расход охладителя в системе термоупрочнения. Управление по двум контурам исключает необходимость частой перестройки мощных регулирующих клапанов, нахо- ДЯПЦ1ХСЯ на трубопроводе охлаждения, или повышения давления в системе охлаждения .
Применение способа управления тер-, моупрочнением проката на выходной стороне сортового стана и устройства для его реализации обеспечит повьше- ние качества проката и надежности управления процессом и снижение энергозатрат.
Формула изобретения
1. Способ управления термоупрочнением проката на выходной стороне сортового стана, включающий измерение температуры проката, размера поперечного сечения проката, скорости проката, температуры охладителя на входе и выходе установки термоупрочнения, расчет по ним расхода охладителя, подаваемого в установку термоупрочнения для охлаждения проката до заданной
температуры, управление расходом охладителя путем воздействия на регулирующие клапаны, находящиеся на трубопроводе охладителя, отличающийся тем, что, с целью повьшения надежности управления процессом и снижения энергозатрат, дополнительно подают в охладитель поли- акриламид, выделяют минимальное значение расчетного расхода охладителя за заданный интервал времени, по которому изменяют расход охладителя, а расход полиакриламида изменяют в зависимости от разности текущего расчетного значения расхода охладителя и минимального значения расхода охладителя, определенного за предыдущий заданный интервал времени.
2. Устройство управления термоупрочнением проката на выходной сто- роне сортового стана, содержащее датчики температуры проката, размера поперечного сечения проката, скорости проката, температуры охладителя на входе и выходе установки термоупроч- нения, задатчик требуемой температуры
охладителя проката, вычислительный
10
152025
9692.,6
блок, регулятор расхода охладителя, регулируемый клапан, причем все датчики и задатчик -требуемой температуры охлаждения проката подсоединены на входы вычислительного блока, выход регулятора расхода охладителя соединен с регулируемым клапаном на трубопроводе охладителя, отличающееся тем, что, с целью повышения надежности управления процессом и снижения энергозатрат, оно снабжено насосом, анализатором, функциональным преобразователем и регулятором концентрации полиакриламида в охладителе, который расположен перед насосом, причем вход анализатора соединен с выходом вычислительного блока, первый выход анализатора соединен с входом регулятора расхода
охладителя, а второй выход анализатора соединен с входом функционального преобразователя, выход которого соединен с входом регулятора подачи концентрированного раствора полиакриламида, причем насос установлен на трубопроводе подачи охладителя в установку термоупрочнения,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом термоупрочнения проката на выходной стороне прокатного стана и устройство для его осуществления | 1984 |
|
SU1224030A1 |
| Способ автоматического управления процессом термоупрочнения проката на выходной стороне мелкосортного стана и устройство для его реализации | 1984 |
|
SU1219190A1 |
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1988 |
|
SU1507484A2 |
| Система автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1986 |
|
SU1357100A1 |
| Устройство для автоматического управления ускоренным охлаждением проката | 1984 |
|
SU1178517A1 |
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1984 |
|
SU1186310A1 |
| Устройство для автоматического управления охлаждением проката | 1989 |
|
SU1676699A1 |
| Устройство для автоматического регулирования охлаждения полосы в чистовой группе стана горячей прокатки | 1983 |
|
SU1158268A1 |
| Устройство для регулирования процесса термоупрочнения проката | 1972 |
|
SU441057A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕРМООБРАБОТКИ СОРТОВОГО ПРОКАТА В МНОГОСЕКЦИОННЫХ ТЕРМОУПРОЧНЯЮЩИХ УСТАНОВКАХ | 2005 |
|
RU2299916C1 |

Изобретение относится к автоматизации прокатного производства и может быть использовано при про,1 изводстве термоупрочненной стали. Цель изобретения - повьтение надежности управления п снижение энергозатрат. Сущность изобретения заключается в том, что измеряются: тем7 пёратура проката - датчиком 3, размер поперечного сечения проката - датчиком 4, скорость проката - датчиком 5, температура охладителя на входе в установку 2 термоупрочнения - датчиком 6, температура охладителя на выходе их установки 2 - датчиком 7, Сигналы с указанных датчиков поступают на входы вычислительного блока 8, где по ним рассчитывается расход охладителя, которьй необходимо подавать в установку термоупрочнения для охлаждения проката до заданной температуры. За заданный интервал времени выделяют анализатором 10 минимальное значение расчетного .значения охладителя, по которому регулятором 11 и клапаном 12 изменяют S (Л С ю Ч ;о N3 
0,005
O.Otf0,0 f5
,2.
о.ого
с,%
IfsS/ioffa в
J6
Л
re
Г9
20
ffSaoffyrt
KSaoffyfJ
Фиг.З
/f f
A
2J
Из ff/ro/fa fO
о.г5
Э
OJ5
war
Редактор Л.Веселовская
Составитель Ю.Рыбьев
Техред Л.Сердюкова KoppeicTop О.Луговая
Заказ 6994/8Тираж 518 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская лаб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для автоматического управления ускоренным охлаждением проката | 1984 |
|
SU1178517A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
