нения проката на выходкой стороне прокатного стана, содержащее датчик температуры проката на входе в установку термоупрочнения, датчик скорое- ги перемещения проката, датчик температуры охладителя, поступающего на ;вход установки термоупрочнения, задатчик требуемой температуры проката после установки термоупрочнения, вычислительный блок и регулятор расхода охладителя, причем выходы датчика температуры на входе в установку термоупрочнения, датчика скорости перемещения проката, датчика температуры охладителя, поступающего на вход установки термоупрочнения, подсоединены на входы вычислительного блока, выход которого соединен с входом регулятора расхода охладителя, отличающееся тем, что оно дополнительно содержит блок контроля электромагнитных характеристик металла заготовок, поступаю1цих на прокатный комплекс, датчики наличия металла на технологической линии прокатного комплекса, блоки формирования сигналов прохождения прокатом заданных участков технологической линии прокатного комплекса, схему информационного сопровождения, состоящую из регистров и схем перезаписи, функциональный преобразователь, блок коррекции заданного значения температуры проката после установки термо«224030
упрочнения задатчик номинальны:: значений электромагнитных характеристик и схему сравнения, причем блок контроля электромагнитных характеристик подсоединен ка первый вход схемы сравнения, на второй вход которой подсоединен задатчик номинального значения электромагнитных характеристик, выход схемы сравнения подсоединен на вход функционального преобразователя, вьпсод которого подсоединен к схеме информационного сопро- вохздения, датчики наличия металла по технологической линии прокатного комплекса через соответствующие блоки формирования сигналов прохождения прокатом заданньпс участков технологической линии подсоединены на управляющие вхо.цы схем перезаписи системы информационного сопровождения, регистры схемы информационного сопровождения соединены между собой через схемы перезаписи, последний регистр схемы информационного сопровождения подсоединен на входы блока коорекции заданного значения температуры проката после установки термоупрочнения, на вторые входы блока коррекции заданного значения температуры после установки термоупрочнения подсоединен задатчик требуемой температуры после установки термоупрочнения, выход блока коррекции подсоединен к вычислительному блоку.
I
Изобретение относится к черной металлургии, а именно к автоматизации прокатного производства, и может быть использовано при производстве термоупрочненной стали.
Целью изобретения является повышение качества термоупрочнения.
Сущность предлагаемого способа заключается в том, что корректируют задание на требуемую температуру про- ката после установки термоупрочнения в зависимости от величины отклонения электромагнитных, характеристик заготовки, из которой получен прокат, поступивший в данный момент в установ ку термоупрочнения, от заданного номинального значения электромагнитных
си, последний регистр схемы информационного сопровождения подсоединен на входы блока коорекции заданного значения температуры проката после установки термоупрочнения, на вторые входы блока коррекции заданного значения температуры после установки термоупрочнения подсоединен задатчик требуемой температуры после установк термоупрочнения, выход блока коррекции подсоединен к вычислительному блоку.
характеристик, Б результате коррекции заданного значения температуры проката после установки термоупрочнения поступает сигнал на коррекцию расхода 0,-ладителя. С увеличением в стали содержания углерода (С) до 1% возрастают твердость (НБ), предел текучести (ijoj) и прочности {(jg), уменьшается относительное удлинение (ffj). При содержании углерода свыше 1,2% твердость продолжает возрастать, пределы прочности и текучести уменьшаются; растут электросопротивление (о) и коэрцитивная сила (Кс); понижаются остаточная индукция (В г) и магнитная проницаемость (fu) . Примесь, например, марганца, повышает прочность, не
31
снижая текучести, незначительно повышает коэрцитивную силу и снижает магнитную проницаемость.
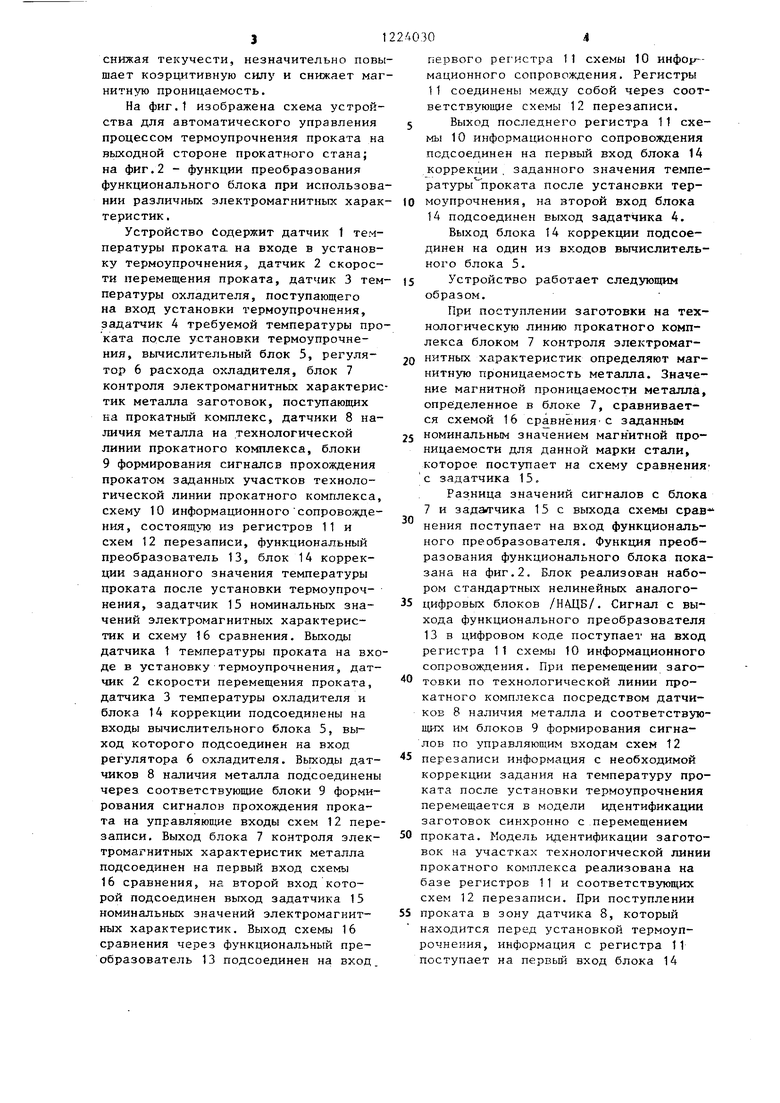
На фиг.1 изображена схема устройства для автоматического управления процессом термоупрочнения проката на выходной стороне прокатн-ого стана; на фиг.2 - функции преобразования функционального блока при использовании различных электромагнитных характеристик.
Устройство Содержит датчик 1 температуры проката на входе в установку термоупрочнения, датчик 2 скорости перемещения проката, датчик 3 температуры охладителя, поступающего на вход установки термоупрочнения, задатчик 4 требуемой температуры проката после установки термоупрочнения, вычислительный блок 5, регулятор 6 расхода охладителя, блок 7 контроля электромагнитных характеристик металла заготовок, поступающих на прокатный комплекс, датчики 8 наличия металла на технологической линии прокатного комплекса, блоки 9 формирования сигналов прохождения прокатом заданных участков технологической линии прокатного комплекса, схему 10 информационного сопровождения, состоящую из регистров 11 и схем 12 перезаписи, функциональный преобразователь 13, блок 14 коррекции заданного значения температуры проката после установки термоупрочнения, задатчик 15 номинальных значений электромагнитных характеристик и схему 16 сравнения. Выходы датчика 1 температуры проката на входе в установку термоупрочнения, датчик 2 скорости перемещения проката, датчика 3 температуры охладителя и блока 14 коррекции подсоединены на входы вычислительного блока 5, выход которого подсоединен на вход регулятора 6 охладителя. Выходы датчиков 8 наличия металла подсоединены через соответствующие блоки 9 формирования сигналов прохождения проката на управляюпд1е входы схем 12 перезаписи. Выход блока 7 контроля электромагнитных характеристик металла подсоединен на первый вход схемы 16 сравнения, на второй вход которой подсоединен выход задатчика 15 номинальных значений электромагнитных характеристик. Выход схемь 16 сравнения через функциональный преобразователь 13 подсоединен на вход.
2ДОЗО4
первого регистра 11 схемы 10 информационного сопровождения. Регистры 11 соединены между собой через соответствующие схемы 12 перезаписи. 5 Выход последнего регистра 11 схемы 10 информационного сопровождения подсоединен на первый вход блока 14 коррекции, заданного значения темпе- ратуры проката после установки терto моупрочнения, на второй вход блока
14 подсоединен выход задатчика 4.
Выход блока 14 коррекции подсоединен на один из входов вычислительного блока 5.
(5 Устройство работает следующим
образом.
При поступлении заготовки на технологическую линию прокатного комплекса блоком 7 контроля электромаг2Q нитных характеристик определяют магнитную проницаемость металла. Значение магнитной проницаемости металла, определенное в блоке 7, сравнивается схемой 16 сравнения с заданным
25 номинальным значением магн итной проницаемости для данной марки стали, которое поступает на схему сравнения с задатчика 15,
Разница значений сигналов с блока 7 и задал чика 15 с выхода схемы срав нения поступает на вход функционального преобразователя. Функция преобразования функционального блока показана на фиг.2, Блок реализован набором стандартных нелинейных аналого35 цифровых блоков /НАЦБ/. Сигнал с выхода функционального преобразователя 13 в цифровом коде поступает на вход регистра 11 схемы 10 информационного сопровождения. При перемещении заго товки по технологической линии прокатного комплекса посредством датчиков 8 наличия металла и соответствующих им блоков 9 формирования сигналов по управляющим входам схем t2
5 перезаписи информация с необходимой коррекции задания на температуру проката после установки термоупрочнения перемещается в модели идентификации заготовок синхронно с перемещением
50 проката. Модель идентификации заготовок на участках технологической линии прокатного комплекса реализована на базе регистров 11 и соответствующих схем 12 перезаписи. При поступлении
55 проката в зону датчика 8, который находится перед установкой термоупрочнения, информация с регистра 11 поступает на первый вход блока 14
30
коррекции, на второй вход которого поступает сигнал с задатчика 4. В блоке 14 коррекции происходит алгебраическое суммирование сигналов, поступающих по первому и второму входам Выходной сигнал блока 14 коррекций поступает на вход вычислительного блока 5, где производится расчет расхода охладителя по следующей зависимости
О К - . V
Ч 1 4.Т П
где Q - расход охладителя;
uQ - разность между температурой проката и заданной температурой;
дТ - разность температуры охпая- дающей жидкости на ВХОДР и выходе установки термоупроч нения.
Таким образом, в зависимости от вел1гчины отклонения магнитной проницаемости от заданных номинальных значений корректируют температуру проката после установки термоупрочнения. При этом термоупрочненный прокат несмотря на колебания содержания углерода имеет одинаковые механические свойства, что обеспечивает сдачу его высокому классу.
УстатЛяв epM posfteititr
О ioo юо т ш 500 Фтг
Редактор Л.Веселовская
Составитель Ю.Рыбьев
Техред В.Кадар Корректор Г. Решетник
Заказ 1862/9Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1988 |
|
SU1507484A2 |
| Способ автоматического управления процессом термоупрочнения проката на выходной стороне мелкосортного стана и устройство для его реализации | 1984 |
|
SU1219190A1 |
| Система автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1986 |
|
SU1357100A1 |
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1984 |
|
SU1186310A1 |
| Устройство для автоматического определения теоретического веса товарных пакетов сортового проката | 1981 |
|
SU995946A1 |
| Способ управления термоупрочнением проката на выходной стороне сортового стана и устройство для его осуществления | 1985 |
|
SU1279692A1 |
| Устройство для автоматического управления ускоренным охлаждением проката | 1984 |
|
SU1178517A1 |
| Устройство для автоматического сбора информации о технологических параметрах проката | 1983 |
|
SU1080895A1 |
| Система управления технологической линией прокатного комплекса | 1984 |
|
SU1202651A1 |
| Устройство для автоматического сбора информации о технологических параметрах проката | 1982 |
|
SU1057134A1 |
1. Способ автоматического управления процессом термоупрочнения проката на выходной стороне прокатного стана, заключающийся в том, что измеряют температуру проката, скорость его перемещения на входе в установку термоупрочнения, температуру охладителя, задают требуемую для данной марки стали и сортамента температуру охлаждения проката после установки термоупрочнения, рассчитывают по данным параметрам расход охладителя и управляют расходом охладителя в зависимости от температуры проката, скорости его перемещения, температуры охладителя на входе установки термоупрочнения и заданного значения температуры охлаждения проката после установки термоупрочнения, отличающийся тем, что, с целью повьпиения качества термоупрочнения, дополнительно измеряют электромагни- ную характеристику металла заготовок, поступающего в нагревательные печи прокатного стана, сравнивают с заданным номинальным значением электромагнитной характеристики для данной марки стали, следят за перемещением проката по технологической линии до поступления его в установку термоупрочнения, корректируют задание на требуем то температуру; охлаждения проката после установки термоупрочнения в зависимости от величины отклонения электромагнитной характеристики металла заготовки, из которой получен прокат, поступивший в установку термоупрочнения, от заданного номинального значения электромагнитных характеристик для данной марки стали. 2. Способ по П.1, о т л и ч а ю- щ и и с я тем, что в качестве электромагнитной характеристики используют магнитную проницаемость. , 3. Способ по П.1, отличающийся тем, что в качестве электромагнитной характеристики используют коэрцитивную силу. 4.Способ по п.1, о т л и ч а ю- щ и и с я тем, что в качестве электромагнитной характеристики исполь- 3i TOT удельное электрическое сопротивление. 5.Способ по П.1, отлича ю- щ и и с я тем, что в качестве электромагнитной характеристики используют намагниченность. 6.Устройство для автоматического управления процессом термоупрочi (Л
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для регулирования процесса термоупрочнения проката | 1972 |
|
SU441057A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
