Изобретение относится к технике автоматического управления прокатными станами, в частности к автоматизации процесса термоупрочнения на выходной стороне прокатного стана.
Цель изобретения - повьппение качества проката.
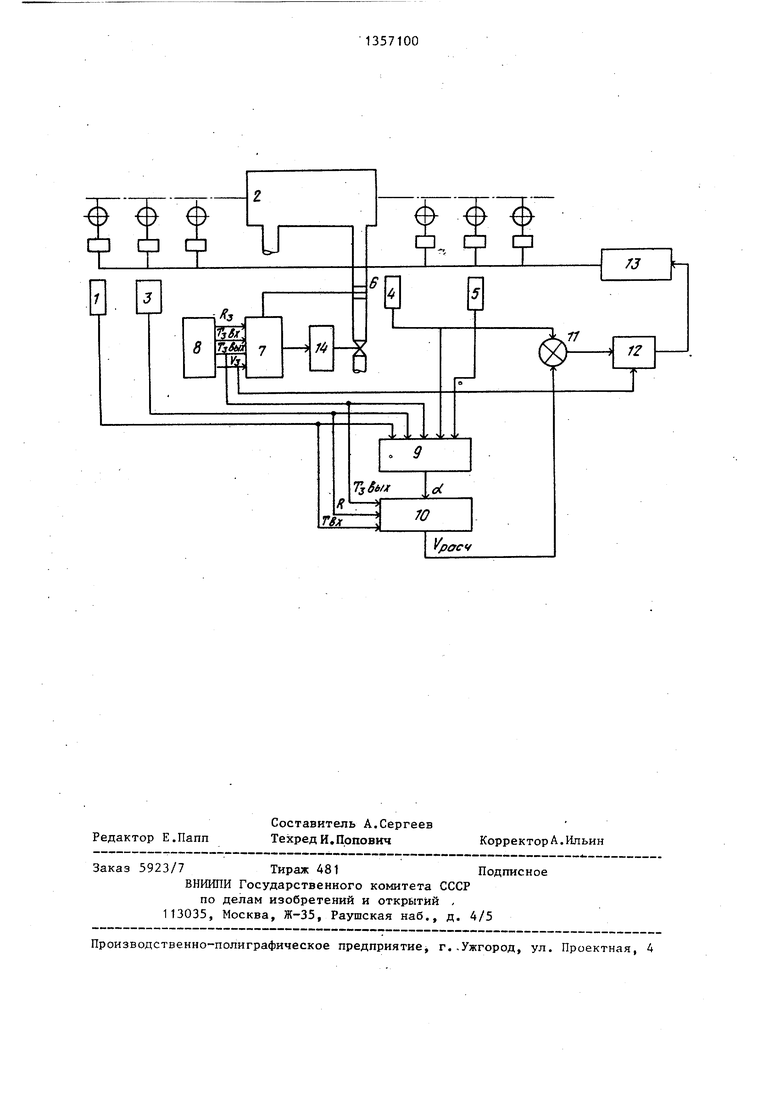
На чертеже представлена блок-схема системы автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана.
на вход схемы управления скоростью перемещения проката.
Система работает следующим образом.
Сигналы с задатчика 8 номинальных значений параметров проката и процесса охлаждения (размера R, температуры проката на входе установки уско- 1Q ренного охлаждения Т, температуры проката на выходе установки ускоренного охлаждения скорости перемещения проката Vj) поступают на вхоСистема содержит датчик 1 темпера- Р вычислительного устройства 7 рас2 15 чета требуемого расхода охладителя. Кроме того, на входы вычислительного, устройства 7 поступают и сигналы да г20
туры проката на входе в установку ускоренного охлаждения, устройство 3 контроля размеров поперечного размера проката, датчик 4 скорости перемеще;- ния проката, датчик 5 температуры проката ня выходе установки ускоренного охлаждения, датчик 6 температуры охладителя на выходе установки ускоренного охлаждения.
В контур системы управления.входит вычислительное устройство 7 расчета требуемого расхода охладителя, за- датчик 8 номинальных значений параметров проката и процесса охлаждения, узел 9 адаптивного идентификатора параметров модели коэффициента теплоот- 30 |чде (- дачи, блок 10 вычисления требуемой скорости перемещения проката через установку ускоренного охлаждения, блок 11 сравнения, блок 12 коррекции заданного значения скорости перемещения проката через установку ускоренного охлаждения, схему 13 управления скоростью перемещения и регулятор 14 расхода охладителя. При этом выходы датчиков 1 и 5 температуры проката на входе и выходе установки ускоренного охлаждения соответственно, датчика 4 скорости перемещения проката, устройства 3 контроля размеров поперечного сечения проката подсоединены на входы адаптивного идентификатора. Выход адаптивного идентификатора подсоединен на вход блока вычисления требуемой скорости перемещения прокачика 6 температуры охладителя и с выхода блока 10 вычисления требуемой скорости перемещения проката через установку ускоренного охлаждения.
В вычислительном устройстве 7 требуемый рас ход воды, необходимый для охлаждения проката при заданных пара- 25 метрах t, t, V, R рассчитывается по известной из теории теплотехники формуле, которая для цилиндра имеет вид
Q rnVRMn
t, - t
Ч ,д
Ч
(1)
35
40
температура проката перед охлаждением, С, t - температура проката после
охлаждения, С, t - температура охлаждающей во- ды. С,
R - наружный радиус проката (цилиндра) , м,
V - скорость прохож,дения метал-, ла через установку охлаждения, м/с, .
m - константа.
m
3600 JTf С
(2)
45
где С - теплоемкость стали, ккалДкгх
X °С),
Р - плотность стали, кг/м, р - коэффициент пропорциональности между коэффициентом теплоотдачи и расходом воды на единицу охлаждаемой поверхноР - плотность стали, кг/м, р - коэффициент пропорциональнос ти между коэффициентом тепло отдачи и расходом воды на единицу охлаждаемой поверхно
ккал м С Сигнал с выхода вычислительного
нен к первому входу блока сравнения. К второму входу блока сравнения подсоединен выход датчика скорости перемещения. Выход блока сравнения подсоединен на второй вход блока коррек- gg устройства 7, пропорциональный рас- ции, на первый вход которого подсое- считанному значению расхода Q охла- динен выход канала скорости задатчи- дителя, поступает на вход регулятора ка номинальных значений параметров. 14, где и отрабатывается заданное Выход блока коррекции подсоединен (базовое) значение расхода.
|чде (-
чика 6 температуры охладителя и с выхода блока 10 вычисления требуемой скорости перемещения проката через установку ускоренного охлаждения.
В вычислительном устройстве 7 требуемый рас ход воды, необходимый для охлаждения проката при заданных пара- метрах t, t, V, R рассчитывается по известной из теории теплотехники формуле, которая для цилиндра имеет вид
Q rnVRMn
t, - t
Ч ,д
Ч
(1)
чде (-
температура проката перед охлаждением, С, t - температура проката после
охлаждения, С, t - температура охлаждающей во- ды. С,
R - наружный радиус проката (цилиндра) , м,
V - скорость прохож,дения метал-, ла через установку охлаждения, м/с, .
m - константа.
(-
m
3600 JTf С
(2)
30 |чде (-
45
где С - теплоемкость стали, ккалДкгх
50
X °С),
Р - плотность стали, кг/м, р - коэффициент пропорциональности между коэффициентом теплоотдачи и расходом воды на единицу охлаждаемой поверхноgg устройства 7, пропорциональный рас- считанному значению расхода Q охла- дителя, поступает на вход регулятора 14, где и отрабатывается заданное (базовое) значение расхода.
ккал м С Сигнал с выхода вычислительного
ройства 7, пропорциональный рас- танному значению расхода Q охла- еля, поступает на вход регулятор где и отрабатывается заданное зовое) значение расхода.
3135
Однако многочисленные данные свидетельствуют о том, что управление расходом воды по формуле (1) при учете отклонений параметров t , t, R,V от заданных значений не позволяет поддерживать заданную температуру с требуемой точностью. В, первую очередь
это связано с тем, что коэффициент
теплоотдачи является функцией не толь- д Ь, с необходима их адаптация в про
ко расхода воды на единицу поверхности охлаждаемого металла, а также температуры металла перед и после охлаждения.
Кроме того, управление расходом воды инерционно вследствие трудности реализации быстродействующих исполнительных механизмов регулирования расхода .
В связи с этим для компенсации отклонений температуры проката после охлаждения t при заданном Q используется управление скоростью перемещения протсата через установку ускоренного охлаждения, которая рассчиты- вается в блоке 10 вычисления требуе- мой скорости перемещения проката по формуле регулярно теплового режима
V,
где
длина установки охлаждения (константа),
измеренное значение наружного радиуса проката, значение коэффициента теплопередачи.
При этом коэффициент теплоотдачи представлен моделью:
(4)
R dL а
- bt, ct
2
где а, Ь, с - коэффициенты.
Охлаждение металла, нагретого значительно выше температуры охлаждающей жидкости, обычно происходит при пленочном, переходном и пузырьковом режимах кипения. Смена режимов кипения происходит с понижением температуры поверхности металла. При этом коэффициент теплопередачи существенно повышается. Коэффициент теплоотдачи пузырькового кипения -на порядок и более вьше, чем пленочного. Таким образом, чем ниже температура-металла перед охлаждением и ниже в конце охлаждения, тем Bbmje среднее значение коэффициента теплоотдачи.
Формула (4) в линейном приближении выражает описанное физическое явление. Коэффициенты а, Ь, с этой формулы зависят от теплофизических свойств охлаждающей жидкости ее температуры и интенсивности истечения,
В связи с этим кроме первоначального определения коэффициентов а,
15
25о
20
30
цессе работы системы, так как возможны сезонные колебания температуры охлаждающей жидкости и изйенение ин- тенси вности истечения жидкости вследствие старения труб подачи жидкости. Первоначальные значения коэффициентов могут быть получены с помощью аппарата регрессивного анализа. Адаптация коэффициентов а, Ь, с с целью повышения точности управления процессом охлаждения осуществляется в узле 9 адаптивного идентификатора. Адаптация коэффициентов выполняется по извест ному алгоритму Качмажа.
Таким образом, решается поставленная цель увеличения точности управления процессом ускоренного охлаждения проката.
Формула изобретения
5
0
1. Система автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана, содержащая датчики температуры проката на выходе и входе установки ускоренного охлаждения, датчик скорости перемещения проката, устройство контроля размеров поперечного сечение проката, задатчик номинальных значений параметров проката и процесса охлаждения, датчик температуры охладителя, вычислительное устройство расчета требуемого расхода охладителя, регулятор расхода охладителя и схему управления скоростью перемещения проката, причем задатчики номинальных значений параметров проката и процесса охлаждения и датчик температуры охладителя подсоединены на входы вычислительного устройства расчета требуемого расхода охладителя, выход которого подсоединен на вход регулятора расхода охладителя, отличающаяся тем, что, с це- 5 1ью повышения качества проката, она снабжена-узлом адаптивного идентификатора параметров модели коэффициента теплоотдачи, блоком вычисления тре5
0
буемой скорости перемещения проката через установку ускоренного охлаждения, блоком сравнения и блоком коррекции заданного значения скорости перемещения проката через установку ускоренного охлаждения, причем выходы датчиков температуры проката на входе и вьпсоде установки ускоренного охлаждения, датчика скорости перемещения проката, устройства контроля размеров поперечного сечения проката, выходы каналов заданной температуры охлаждения и заданной скорости перемещения проката задатчика номиналь- ных параметров проката и процесса охлаждения подсоединены на входы узла адаптивного идентификатора параметров модели коэффициента теплоотдачи, выход которого подсоединен на первый вход блока вычисления требуемой ско рости перемещения проката, на другие входы блока вычисления требуемой скорости перемещения проката подсоединены выходы датчика температуры проката на входе установки ускоренного охлаждения, устройства контроля размеров поперечного сечения проката, выход канала заданной температуры охлаждения проката задатчика номинальных параметров проката и процесса охлаждения, выход блока вычисления требуемой скорости перемещения проката подсоединены к первому входу блока сравнения, к второму 6ходу которого подсоединен выход датчика скорости перемещения проката, выход блока сравнения подсоединен на .второй вход блока коррекции, на первый вход которого подсоединен выход канала скорости задатчика номинальных значений параметров, выход блока коррекции подсоединен на вход схемы управления
скоростью перемещения проката.
1
2. Система по п.1, отличающаяся тем, что узел .адаптивного идентификатора параметров модели коэффициента теплоотдачи содержит блок памяти коэффициентов, блок расчета
0
0
коэффициентов теплоотдачи, блок памяти параметров, блок расчета, фактического коэффициента теплоотдачи, блок расчета параметра D, три блока расчета новых коэффициентов, причем выходы блоков расчета новых коэффициентов соединены с входом блока памяти коэффициентов, первьй выход которого соединен с первьти входами блоков расчета новых коэффициентов, вторые входы которых соединены с первым выходом блока расчета параметров D, первый вход которого соединен с первым вхоg дом блока расчета фактического коэффициента теплоотдачи и с третьим входом третьего блока расчета нового кот эффициента и является первым входом узла, третий вход второго блока расчета нового коэффициента соединен с первым выходом блока памяти параметров, который также соединен с первым,, входом блока расчета фактического коэффициента теплоотдачи, второй и
5 третий входы которого соединены с вторым и третьим выходами блока памяти параметров, четвертый и пятый выходы которого соединены с вторым и третьим входами блока расчета параметра D, четвертый вход которого соединен с выходом блока расчета фактического коэффициента теплоотдачи, выход блока памяти коэффициентов соединен с первым входом блока расчета коэффициента теплоотдачи, второй вход
блока расчета коэффициента теплоотдачи соединен с первым входом блока памяти параметров, который является вторым входом узла, второй вход блока расчета коэффициента теплоотдачи является третьим входом узла, четвертый вход блока расчета коэффициента теплоотдачи является четвертым входом узла и соединен с вторым входом блока памяти параметров, третий вход которого соединен с выходом блока расчета коэффициентов теплоотдачи и является выходом узла, четвертый вход блока памяти параметров является пятым входом узла.
30
40
45
Редактор Е.Папп
Составитель А.Сергеев Техред И.Попович
Заказ 5923/7 Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий , 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г..Ужгород, ул. Проектная, 4
Корректор А.Ильин
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования процесса термоупрочнения проката | 1972 |
|
SU441057A1 |
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1988 |
|
SU1507484A2 |
| Способ управления термоупрочнением проката на выходной стороне сортового стана и устройство для его осуществления | 1985 |
|
SU1279692A1 |
| Устройство для автоматического управления охлаждением проката | 1989 |
|
SU1676699A1 |
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1984 |
|
SU1186310A1 |
| Устройство для автоматического управления ускоренным охлаждением проката | 1984 |
|
SU1178517A1 |
| Способ управления ускоренным охлаждением проката и устройство для его осуществления | 1988 |
|
SU1547901A1 |
| Способ автоматического управления процессом термоупрочнения проката на выходной стороне прокатного стана и устройство для его осуществления | 1984 |
|
SU1224030A1 |
| Устройство для регулирования охлаждения листового проката | 1986 |
|
SU1340853A1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
Изобретение относится к автоматизации процессов .термоупрочнения проката на выходной стороне прокатного стана. Цель изобретения - повышение качества проката. Это достига,ется путем введения блока адаптивного l идентификатора параметров модели коэффициента теплоотдачи, блока вычисления требуемой скорости перемещения проката через установку ускоренного охлаждения, бпока сравнения и блока коррекции задания скорости перемещения проката через установку ускоренного охлаждения. Перед поступлением проката в установку охлаждения по заданным значениям параметров процесса, в том числе и скорости перемещения проката, рассчитывается и устанавливается необходимый расход воды. При поступлении проката в установку охлаждения и получении фактических параметров процесса рассчитывается и отрабатывается необходимая скорость перемещения проката в установке. Расчет необходимой скорости осуществляется с использованием модели коэффициента теплоотдачи. Параметры модели непрерывнр уточняются в блоке адаптивного идентификатора, что позволяет учитывать влияние на коэффициент теплоотдачи изменения условий теплообмена между охлаждаемой жидкостью и разогретым металлом. 1 з.п. ф-лы, 1 ил. о 9 (Л со ел 

| Устройство для регулирования процесса термоупрочнения проката | 1972 |
|
SU441057A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР № 770586, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Система регулирования температуры смотки горячекатаной полосы | 1978 |
|
SU735352A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
