1
Изобретение относится к автоматическому регулированию технологических параметров при термическом управлении проката с использованием тепла прокатного нагрева.
Основными факторами, влияющими на качество термоупрочения, являются: время ускоренного охлаждения проката, температура проката на выходе из стана, температура и расход охлаждающей жидкости.
Известно устройство для регулирования процесса термоупрочения проката, содержащее датчики скорости перемещения проката и температуры проката на входе в установку для термоупрочения, органы сравнения и коррекции и вычислительное устройство регулятора расхода охладителя. Вход органа сравнения соединен с датчиками температуры проката на входе в установку и скорости перемещения проката, а выход - с вычислительным устройством регулятора расхода охладителя.
Устройство основано на принципе пропорционального регулирования расхода охладителя в зависимости от температуры проката на выходе из установки ускоренного охлаждения проката. Все названные возмущения, таким образом, не учитываются.
Тепловой баланс при ускоренном охлаждении проката определяется (с достаточной для прокатки точностью) равенством количества теплоты, отобранной у проката, охлаждающегося от температуры копца проката вп до заданной температуры конца прерванного охлаждения взад, и количества теплоты, нагревающей охладитель от начальной температуры на подводящей магистрали Го до температуры на выходе из охлаладающего устройства Гн, т. е.
Сп т„(п ©зад) а т,(Г„ - Го) (1)
10 или
охл /Г1
ад) - X
g
(Ги-Т,),
(2)
X g
где Сп - коэффициент теплоотдачи проката; УП - скорость перемещения проката; Sn - сечение проката; da - удельный вес проката; /Сл - коэффициент, учитывающий часть теплоты, идущей на парообразование;
Со - теплоемкость охладителя; Q - требуемый расход охладителя; do - удельный вес охладителя; охл - время охлаждения проката (время
нагрева охладителя); g - ускорение силы тяжести.
Для определенного сечения проката, обозначив Сп-5п-с п Л и Ku-Co-do K2 и произведя очевидные преобразования, получим:
/СУ(в„ - взад) - .Q (Га - Го),(3)
откуда требуемый расход охладителя для обеспечения заданной температуры конца прерванного охлаждения
/-) L . п зад I/
т т
AJ н - о
или
Д9
УПK
дг
Целью предлагаемого устройства является обеспечение равномерности механических свойств по длине прокатываемых полос разных партий при отклонении технологических параметров режима проката и изменении условий охлаждения в установках для ускоренного охлаждения проката.
Поставленная цель достигается за счет того, что устройство снабжено органом сравнения и датчиками температуры охладителя на входе и выходе установки, причем вход органа сравнения соединен с датчиками температуры охладителя на входе и выходе установки, а выход - с вычислительным устройством регулятора расхода охладителя.
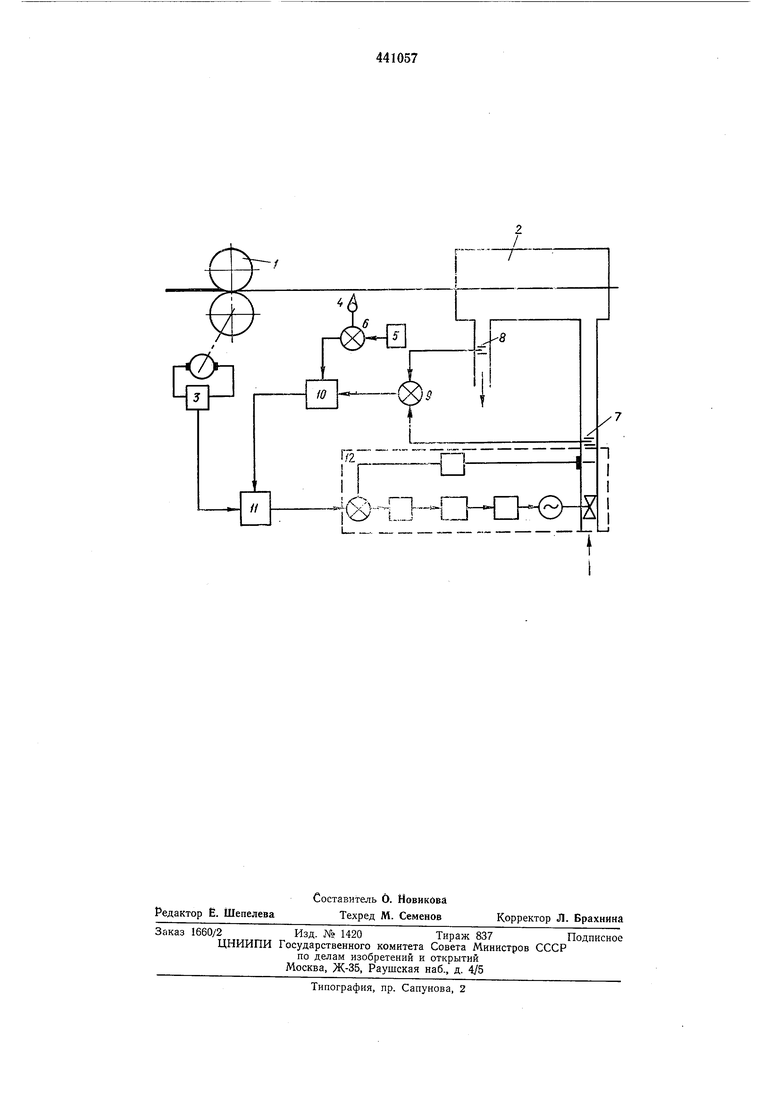
На чертеже изображена блок-схема предлагаемого устройства для регулирования процесса термоупрочения проката.
Между последней чистовой клетью 1 и установкой 2 для ускоренного охлаждения проката установлены датчик скорости 3 перемещения проката и датчик температуры 4 проката на входе в установку. Датчик температуры проката и задатчик 5 требуемой температуры конца прерванного охлаждения подсоединены к органу сравнения 6.
На подводящей магистрали установки для ускоренного охлаждения установлен датчик температуры 7 охладителя, а на сливной магистрали - датчик температуры 8 охладителя на выходе из установки.
Эти датчики подсоединены к органу сравнения 9. Оба органа сравнения подсоединены к блоку деления 10, выход которого соединен с входом блока умножения 11, к другому входу которого подсоединен датчик скорости перемещения проката. Выход блока умножения подсоединен к вычислительному устройству регулятора расхода охладителя 12.
Устройство работает следующим образом. При прохождении проката через установку 2 ускоренного охлаждения сигнал разности температуры проката на входе в установку и требуемой температуры конца прерванного охлаждения Ав вп-взад подается от органа сравнения 6 на вход блока деления 10, на другой вход которого подается сигнал разности температур охладителя на входе и на выходе из установки ДГ 7н-То, от органа сравнения
пД9
9 сигнал отношения - подается на вход дт
блока умножения И, на другой вход которого подается сигнал V от датчика скорости 3 перемещения проката.
Сигнал выхода блока умножения /С -- Уц
подается на орган сравнения системы пропорционального регулирования расходом охладителя, обеспечивая требуемый расход для строгого поддержания заданного технологического режима охлаждения проката.
Предмет изобретения
Устройство для регулирования процесса термоупрочения проката, содержащее датчики
скорости перемещения проката и температуры проката на входе в установку для термоупрачения, органы сравнения и коррекции и вычислительное устройство регулятора расхода охладителя, причем вход органа сравнения
соединен с датчиками температуры проката на входе в установку и скорости перемещения проката, а выход - с вычислительным устройством регулятора расхода охладителя, о тличающееся тем, что, с целью обеспечения
равномерности механических свойств по длине прокатываемых полос разных партий при отклонении технологических параметров режима проката и изменении условий охлаждения в установках для ускоренного охлаждения
проката, оно снабжено органом сравнения и датчиками температуры охладителя на входе и выходе установки, причем вход органа сравнения соединен с датчиками температуры охладителя на входе и выходе установки, а
выход - с вычислительным устройством регулятора расхода охладителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1984 |
|
SU1186310A1 |
| Устройство для автоматического управления ускоренным охлаждением проката | 1984 |
|
SU1178517A1 |
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1988 |
|
SU1507484A2 |
| Система автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1986 |
|
SU1357100A1 |
| Устройство для регулирования охлаждения листового проката | 1986 |
|
SU1340853A1 |
| Способ автоматического управления процессом термоупрочнения проката на выходной стороне мелкосортного стана и устройство для его реализации | 1984 |
|
SU1219190A1 |
| Устройство для регулирования температуры прокатываемого металла на реверсивном стане | 1976 |
|
SU598671A1 |
| Устройство для регулирования температуры полосы на выходном рольганге непрерывного стана горячей прокатки | 1978 |
|
SU759165A1 |
| Устройство для автоматического управления охлаждением проката | 1989 |
|
SU1676699A1 |
| Способ управления ускоренным охлаждением проката и устройство для его осуществления | 1988 |
|
SU1547901A1 |