Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на металлорежущих станках.
Целью изобретения является сокра- щение времени закрепления деталей различной конфигурации путем автоматического поворота в рабочее положение зажимных элементов, смещенных относительно друг друга в осевом - и угловом направлениях.
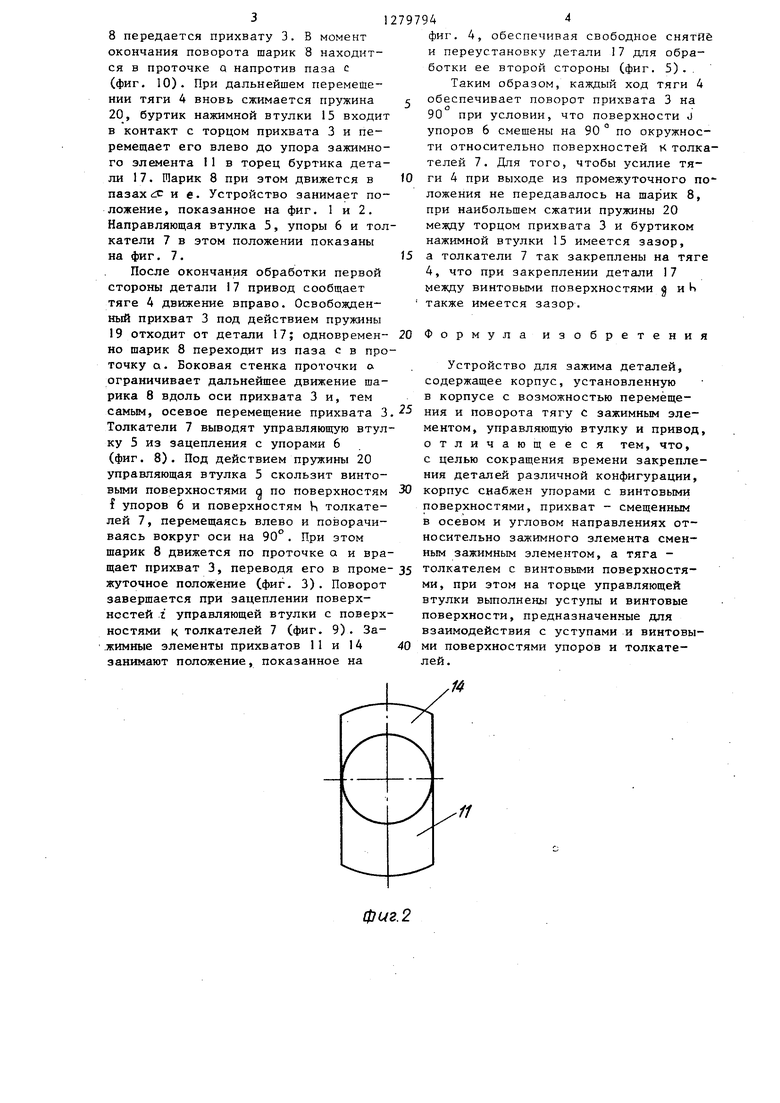
На фиг. 1 схематически изображено устройство для зажима деталей, продольный разрез, в одном из рабочих положений его зажимных элементов на фиг. 2 - зажимные элементы устройства в этом рабочем положении, вид спереди; на фиг. 3 - устройство, продольный разрез, в промежуточном положении его зажимных элементов; на фиг. 4 - зажимные элементы устройства в промежуточном положении, вид спереди; на фиг. 5 - устройство, продольный разрез, в другом рабочем положении его зажимных элементов; на фиг. 6 - зажимные элементы в другом рабочем положении, вид спереди; на фиг, 7-9 - развертки последовательных стадий взаимодействия толкателей и упоров зажимного устройства с винтовыми поверхностям и уступами управляющей втулки; на фиг. 10 - разрез А-А на фиг. 3.
Устройство для зажима деталей содержит корпус 1, установленный в пазу планшайбы 2, прихват 3, связанный тягой 4 с приводом (не показан), управляющую втулку 5, установленную между прихватом 3 и тягой 4, упоры 6 (один или два) и толкатели 7 (по числу упоров 6). В корпусе I выполнены кольцевая проточка q и два диаметрально противоположно расположенных паза Ь, и с (фиг. 1 и 10). При- хват 3 снабжен пазом d, а втулка 5 - пазом е. Шарик 8 о дновременно находится в пазу е втулки 5, пазу d при- хвата 3 и в пазу б (пазу с, или проточке Q) корпуса 1. Упоры 6 с помо- щью корпуса 9 закреплены в корпусе 1 и снабжены винтовыми поверхностями f (фиг. 7)5 соответствующими винтовым поверхностям g на торце управляющей втулки 5. Толкатели 7 с помо- щью корпуса „10 закреплены на тяге 4 и снабжены винтовыми поверхностями h , аналогичными поверхностям { и Винтовые поверхности управляющей
5
5 0
j 0 5 0 5
втулки 5 ограничены уступами i . Упоры
6снабжены поверхностями j , предназначенными для взаимодействия с уступами i , а толкатели 7 - аналогичными поверхностями к , смещенньти по окружности относительно поверхностей
J на угол дискретности поворота прихвата 3, например на 90°. Прихват 3 состоит из двух частей. Постоянная часть снабжена зажимным элементом 11. Съемная часть закреплена на постоянной части с помощью шпонки 12 и винта 13 и снабжена зажимным элементом 14, смещенным в осевом и угловом направлениях относительно элемента 11. Для обеспечения переналадки путем замены съемной части прихвата 3 он связан с тягой 4 с помощью съемной нажимной втулки 15, закрепленной на тяге 4 с помощью винта 16 (фиг. 1). Деталь 17 установлена в центрирующем кольце 18 на планшайбе 2 и закреплена с помощью одного из зажимных элементов прихвата 3. Прихват 3 подпружинен относительно корпуса 1 пру:1киной 19, а управляющая втулка 5 подпружинена относительно опорного буртика нажимной втулки 15 пружиной 20. Упоры 6 и толкатели
7расположены на концентрических окружностях .. Устройство работает следующим образом.
При первом установе деталь 17 необходимо закрепить, например по буртику меньшего диаметра (фиг. 1). Перед закреплением устройство находится в промежуточном положении (фиг. 3), прихват 3 повернут на 180 относительно положения, показанного на фиг. 4. Деталь 17 устанавливают в центрирующее кольцо 18. По йоот- зетствующей команде привод сообщает тяге 4 перемещение влево (фиг. 3). При своем движении тяга 4 сжимает пружину 20 и одновременно выводит толкатели 7 из зацепления с уступами 1 втулки 5. После освобождения управляющая втулка 5 под действием пружины 20 скользит винтовыми поверхностями з по поверхностям f упоров 6 и поверхностям толкателей 7. При этом происходит поворот управляющей втулки 5 на 90 .вокруг оси и ее перемещение влево до зацепления уступов 1 с поверхностями j упоров 6 (фиг. 7). Вращение управляющей втулки 5 с помощью паза f и шарика
8 передается прихвату 3. В момент окончания поворота шарик 8 находится в проточке Q напротив паза с (фиг. 10). При дальнейшем перемеше- нии тяги 4 вновь сжимается пружина 20, буртик нажимной втулки 15 входит в контакт с торцом прихвата 3 и перемещает его влево до упора зажимного элемента I1 в торец буртика детали 17. Шарик 8 при этом движется в пазах и е. Устройство занимает положение, показанное на фиг. 1 и 2. Направляющая втулка 5, упоры 6 и толкатели 7 в этом положении показаны на фиг. 7.
После окончания обработки первой стороны детали 17 привод сообщает тяге 4 движение вправо. Освобожденный прихват 3 под действием пружины 19 отходит от детали 17; одновременно шарик 8 переходит из паза с в проточку а. Боковая стенка проточки о ограничивает дальнейшее движение шарика 8 вдоль оси прихвата 3 и, тем самым, осевое перемещение прихвата 3 Толкатели 7 выводят управляющую втулку 5 из зацепления с упорами 6 (фиг. 8). Под действием пружины 20 управляющая втулка 5 скользит винтовыми поверхностями g по поверхностям
f упоров 6 и поверхностям Ц толкателей 7, перемещаясь влево и поворачиваясь вокруг оси на 90°. При этом шарик 8 движется по проточке Q и вращает прихват 3, переводя его в проме жуточное положение (фиг. 3). Поворот завершается при зацеплении поверхностей .г управляющей втулки с поверхностями к толкателей 7 (фиг. 9). За- .жимные элементы прихватов 11 и 14 занимают положение, показанное на
10
15
.797944
фиг. 4, обеспечивая свободное снятие и переустановку детали 17 для обработки ее второй стороны (фиг. 5)..
Таким образом, каждый ход тяги 4 обеспечивает поворот прихвата 3 на 90 при условии, что поверхности о упоров 6 смещены на 90 ° по окружности относительно поверхностей к толкателей 7. Для того, чтобы усилие тяги 4 при выходе из промежуточного положения не передавалось на шарик 8, при наибольшем сжатии пружины 20 между торцом прихвата 3 и буртиком нажимной втулки 15 имеется зазор, а толкатели 7 так закреплены на тяге 4, что при закреплении детали 17 между винтовыми поверхностями g и К также имеется зазор.
20 Формула изобретения
Устройство для зажима деталей, содержащее корпус, установленную в корпусе с возможностью перемещения и поворота тягу с зажимным элементом, управляющую втулку и привод, отличающееся тем, что, с целью сокращения времени закрепления деталей различной конфигурации, корпус снабжен упорами с винтовыми поверхностями, прихват - смещенным в осевом и угловом направлениях относительно зажимного элемента сменным зажимным элементом, а тяга - толкателем с винтовыми поверхностями, при этом на торце управляющей втулки вьтолнены уступы и винтовые поверхности, предназначенные для взаимодействия с уступами и винтовыми поверхностями упоров и толкателей.
ф(г.2
J.g
cpue.5
epL/ff.6
д
фие:7
а
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство для закрепления изделий | 1972 |
|
SU473340A3 |
| Зажимной патрон для закрепления тонкостенных деталей | 1972 |
|
SU439350A1 |
| ДОННЫЙ МЕХАНИЧЕСКИЙ ВЗРЫВАТЕЛЬ | 1998 |
|
RU2135950C1 |
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| Загрузочное устройство | 1989 |
|
SU1798111A1 |
| Пакер электроприводной (варианты) | 2020 |
|
RU2748969C1 |
| Устройство для зажима деталей | 1977 |
|
SU715283A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Устройство для зажима деталей | 1982 |
|
SU1033283A1 |
| Зажимной патрон | 1983 |
|
SU1094675A1 |
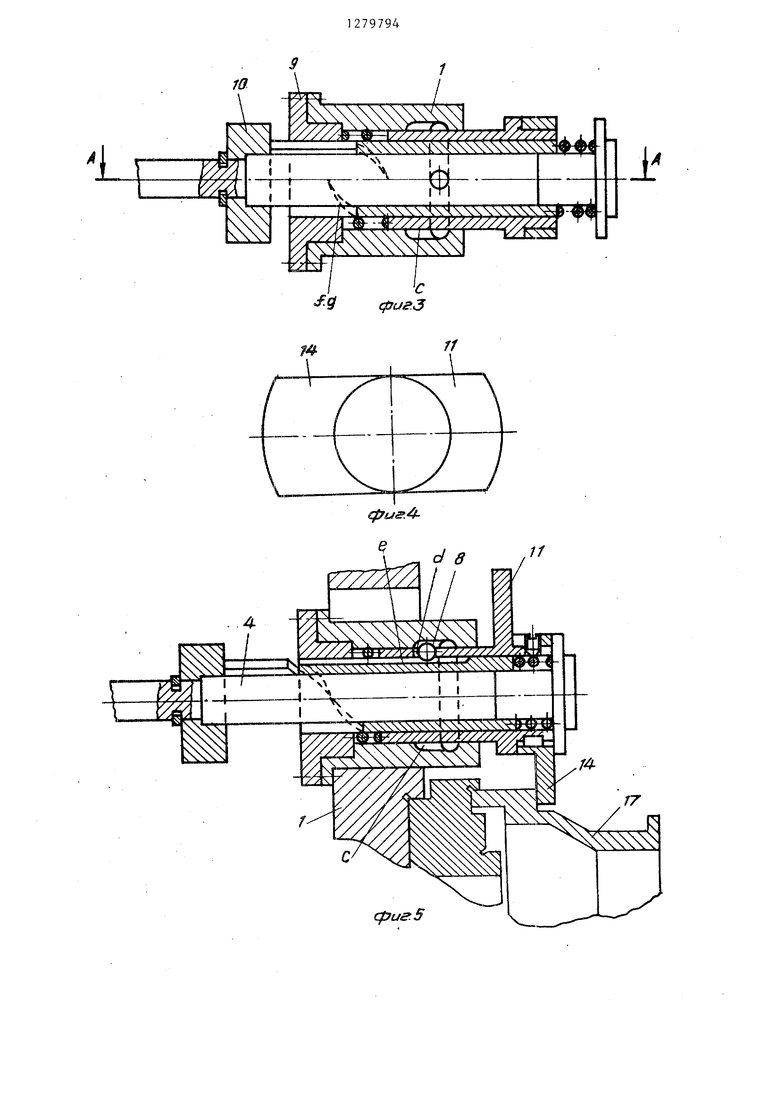

Изобретение относится к области обработки материалов резанием, а именно к устройствам для закрепления деталей на металлорежущих станках. Изобретение позволяет сократить время закрепления деталей различной конфигурации путем автоматического поворота в рабочее положение зажимных элементов, смещенных относительно друг друга в осевом и угловом направлениях. Устройство содержит корпус 1, установленный в пазу планшайбы 2, прихват 3, связанный тягой 4 с приводом, управляющую втулку 5, упоры 6 и толкатели 7. В корпусе I выполнена кольцевая проточка а. Упоры 6 и .толкатели 7 размещены в корпусах 9 и 10. Прихват 3 состоит из двух частей. Постоянная часть снабжена зажимным элементом II, съемная часть - сменным зажимным элементом 14. Прихват 3 связан с тягой 4 с помощью съемной нажимной втулки 15 посредством винта 16. Деталь 17 .установлена в центрирующем кольце 18 на планшайбе 2. О ил. (Л 16 18 Фиг.1
ВНИИПИ Заказ 7003/13 Тираж 826 Подписное Произв.-полигр, пр-гие, г. Ужгород, ул. Проектная, 4
CptJ9.fO
| Устройство для зажима деталей | 1977 |
|
SU715283A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
