Известны конструкции труб для теплообменников с оребрением, выполненным в виде проволочной спирали, измотанной на наружную поверхность трубы и прикрепленной к ней своими витками, например, с помощью сварки.
Недостатками такой конструкции являются технологические затруднения, возникающие при укладке проволочной спирали на трубы некруглого сечения, а также трудность очистки охлаждающихся поверхностей путем обдува паром или воздухом.
Применение предлагаемой трубы дает возможность устранить эти недостатки, а способ изготовления труб отличается высокой технологичностью.
По предлагаемому изобретению витки проволочной спирали укладываются параллельными рядами вдоль образуюпгей наружной поверхности трубы, а для увеличения поверхности теплоотдачи спираль выполняется многозаходной.
По предлагаемому способу изготовления оребренных труб укладка спиралей осуществляется при помощи подпружиненных прижимных планок, перемещаемых вдоль трубы совместно с намоточной головкой, электродом или горелкой, лри помощи которых осуществляется прикрепление витков спирали к трубе.
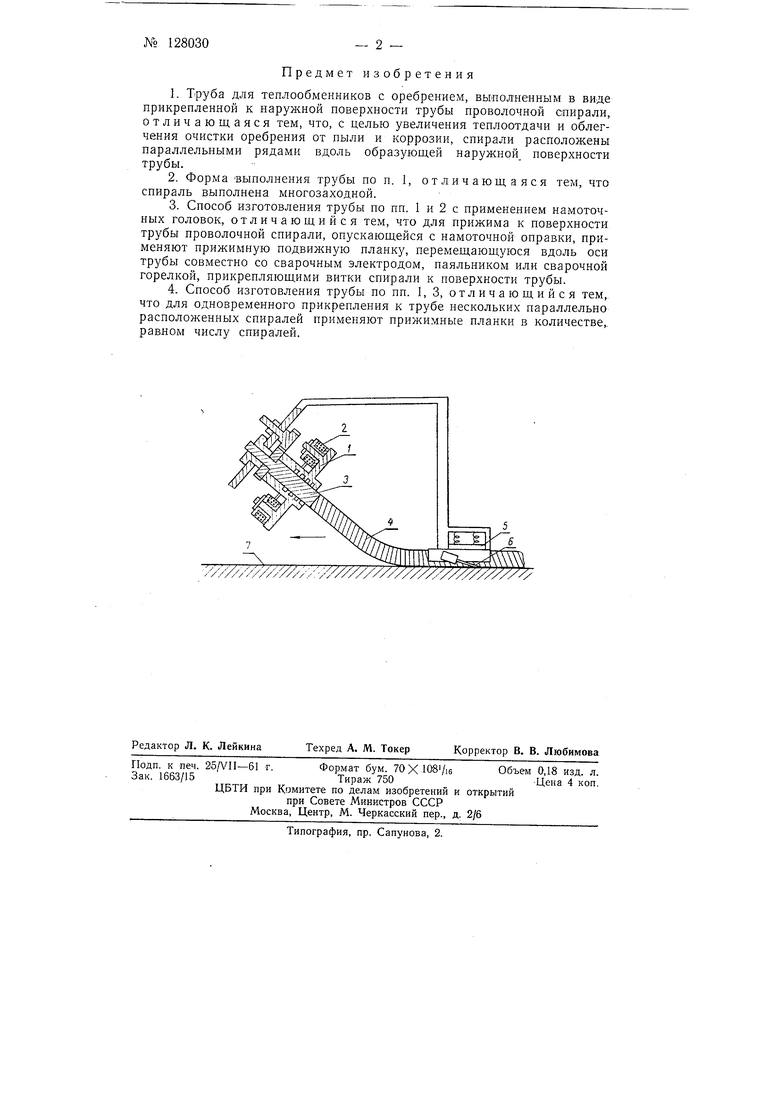
На чертеже представлено устройство для укладки спиралей. В нем намоточная головка / с катущками 2 и намоточной оправкой 3 формирует проволочную спираль 4 и совместно с прижимной планкой 5 и сварочной горелкой или электродом 6 перемещается вдоль поверхности трубы 7 в направлении, указываемом стрелкой.
Предмет изобретения
1.Труба для теплообменников с оребрением, выполненным в виде прикрепленной к наружной поверхности трубы проволочной спирали, отличающаяся тем, что, с целью увеличения теплоотдачи и облегчения очистки оребрения от пыли и коррозии, спирали расположены параллельными рядами вдоль образующей наружной поверхности трубы.
2.Форма выполнения трубы по п. 1, отличающаяся тем, что спираль выполнена многозаходной.
3.Способ изготовления трубы по пп. 1 и 2 с применением намоточных головок, отличающийся тем, что для прижима к поверхности трубы проволочной спирали, опускающейся с намоточной оправки, применяют прижимную подвижную планку, перемещающуюся вдоль оси трубы совместно со сварочным электродом, паяльником или сварочной горелкой, прикрепляющими витки спирали к поверхности трубы.
4.Способ изготовления трубы по пп. 1, 3, отличающийся тем, что для одновременного прикрепления к трубе нескольких параллельно расположенных спиралей применяют прижимные планки в количестве,, равном числу спиралей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки многозаходных проволочных спиралей на трубы | 1944 |
|
SU67753A1 |
| СТАНОК ДЛЯ НАМОТКИ ПРОВОЛОЧНЫХ СПИРАЛЕЙ НА ТРУБЫ ГАЗОВЫХ И ЖИДКОСТНЫХ ОХЛАДИТЕЛЕЙ | 1938 |
|
SU60317A1 |
| Станок для намотки многозаходных проволочных спиралей на трубы | 1956 |
|
SU105404A2 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| Трубчатый спиральный теплообменник | 1982 |
|
SU1079993A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317570A1 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| Способ изготовления изделий из проволоки и устройство для его осуществления | 1990 |
|
SU1791064A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПРОВОЛОЧНОГО КАРКАСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321481C2 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
