Изобретение относится к контрольно-измерительной технике и может быть использовано для контроля структурных свойств спеченных ферромагнитных материалов электромагнитно-а15УС- тическим методом.
Целью изобретения является повышение точности контроля спеченных изделий за счет исключения колебаний геометрических размеров.
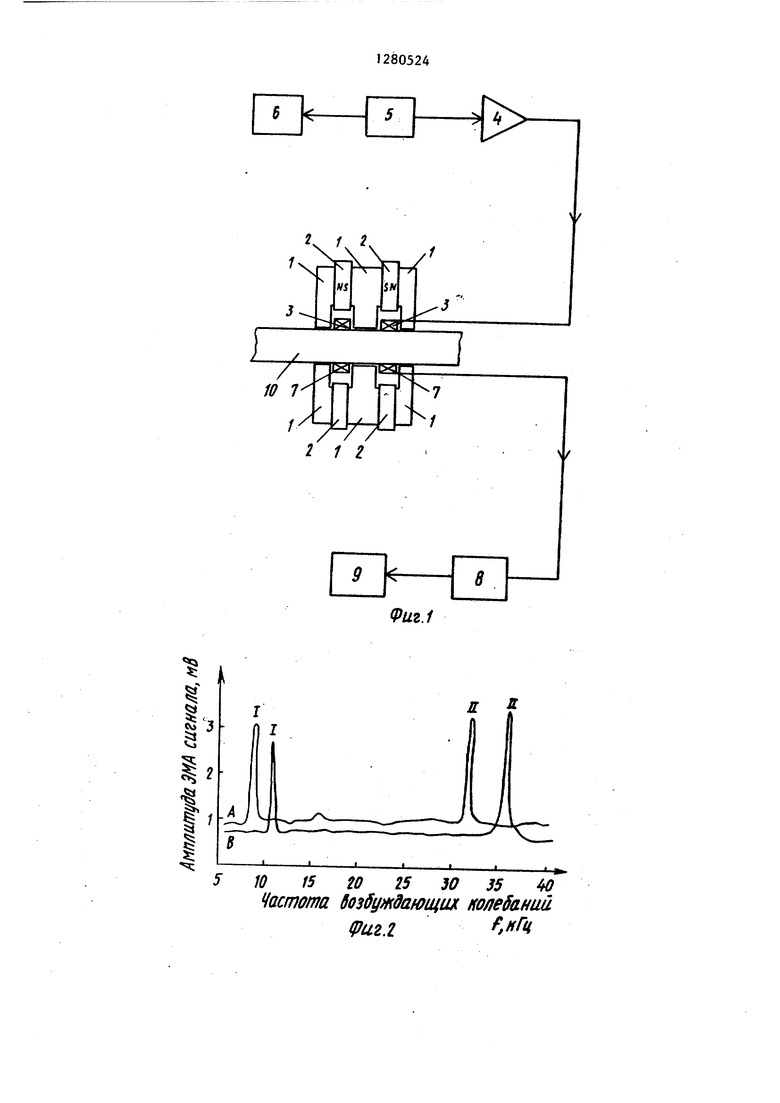
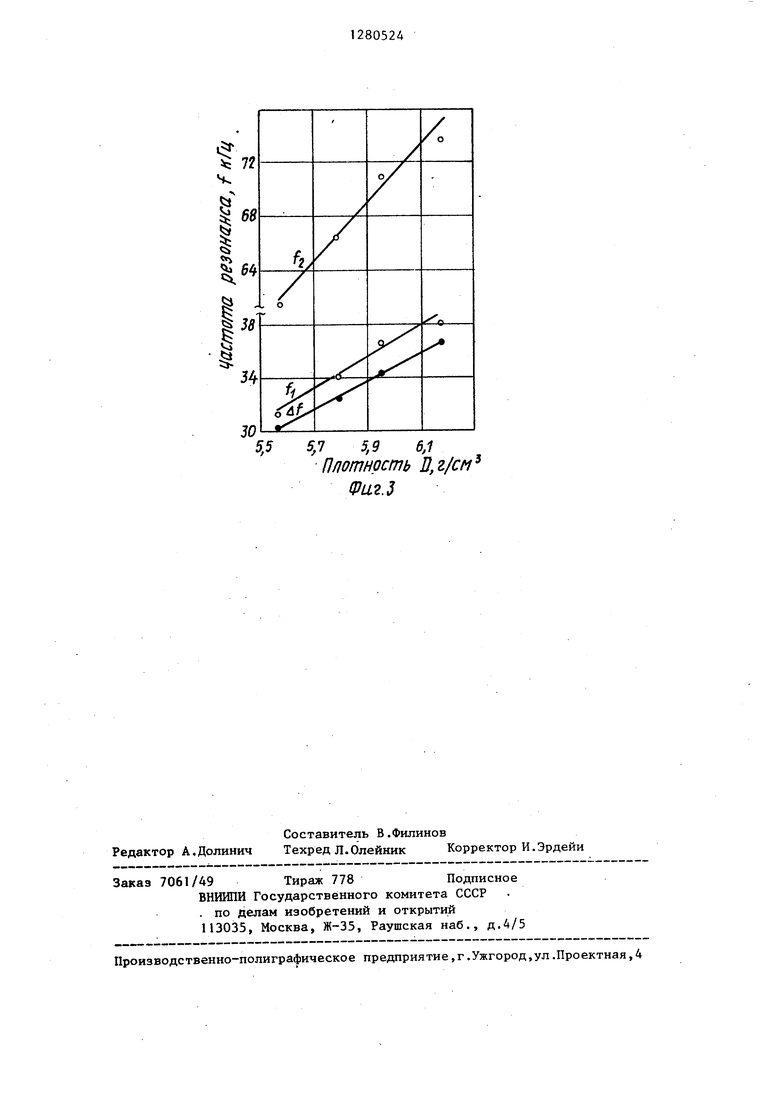
На фиг.1 приведена блок -схема устройства, реализующего способ роля; на фиг.2 - пример двух соседних реэонансов 1 и II для образцов А и В различной плотности; на фиг.З- . зависимости частот I и II Ч резо- нансов и их разности д Ц от плотности спеченных изделий.
Устройство содержит два электромагнитно-акустических преобразователя с ярмом 1., выполненным из маг- нитомягкого материала, постоянные магниты 2, катушки 3 возбуждения, размещенную под плюсами магнитов 2 преобразователя и подключенную к ВЫХОДУ усилителя 4, вход которого подключен к выходу генератора 5 качающейся частоты, параллельно частотомеру 6, и приемную катушку 7, размещенную над полюсами второго преобразователя, которая подключена через усилитель 8 к входу индикатора 9 ре- зонансов, электромагнитно-акустические преобразователи устанавливают на противоположные стороны изделия 10.
При изменении плотности спеченного изделия изменяется разность двух частот соседних резонансом (фиг.2), а при изменении толщины изделий эта разность не изменяется. В то же время толщина изделий существенно изменяет значение резонансных частот.
Способ;осуществляется следующим образом.
Током генератора 5 через усилитель 4 возбуждают катушку 3 преобразователя, помещенную в поле магнита 2. Ультразвуковые волны проходят изделие 10 и в катушке 7 наводитсй ЭДС обратного электромагнитно-акустического преобразования, которая усиливается усилителем 8 и регистрируется индикатором 9. Изменяя частоту .генератора 5, по индикатору 9 регистрируют резонансные пики, значение час
тот которых определяют частотомером 6.
Преобразователи устанавливали с противоположных сторон издепия 10, изменяли частоту возбуждающих колебаний, определяли частоту первого, а затем второго резонансов, находили их разности. Нашли значение этих параметров на всех образцах изделий. Определили плотность образцов гидростатическим взвешиванием и построили градуировочные графики зависимости частот первого и второго резонан- СОБ и их разности от плотности образцов. Результаты приведены на фиг.3
Полученные экспериментальные зависимости подтвердили наличие корреляционной связи между разностью час- тот двух соседних резонансов и плотностью образцов. Для спеченных образцов размерами 12x12x70 мм и дисков диаметром 50 мм, высотой 12 мм разброс экспериментальных значений частоты резонансов относительно линии регрессии составляет в среднем около кГц или 5-10%, а для разности этих частот - около 0,2 кГц, или 1-2%. Таким образом, применение предлагаемого способа для контроля плотности спеченных изделий позволит в 2-4 раза уменьшить погрешность.
Кроме того, разность частот двух соседних резонансов практически не зависит от колебаний геометрических размеров изделий, что приводит также к повьшгеншо надежности контроля.
Формула изобретения
40
Электромагнитно-акустический способ контроля ферромагнитных изделий, заключающийся в подмагничивании из, делия постоянным полем, возбуждении электромагнитно-акустическим преоб45 разователем акустических волн на разHbix частотах и регистрации частоты первого резонанса, отличающийся тем, что, с целью повышения точности контроля качества спе50 ченных изделий, изменяют частоту возбуждения электромагнитно-акустического преобразователя, определяют значения частот двух соседних резонан-.. сов и по разности этих частот опреде55 ляют дефектность изделий.
(Puz.f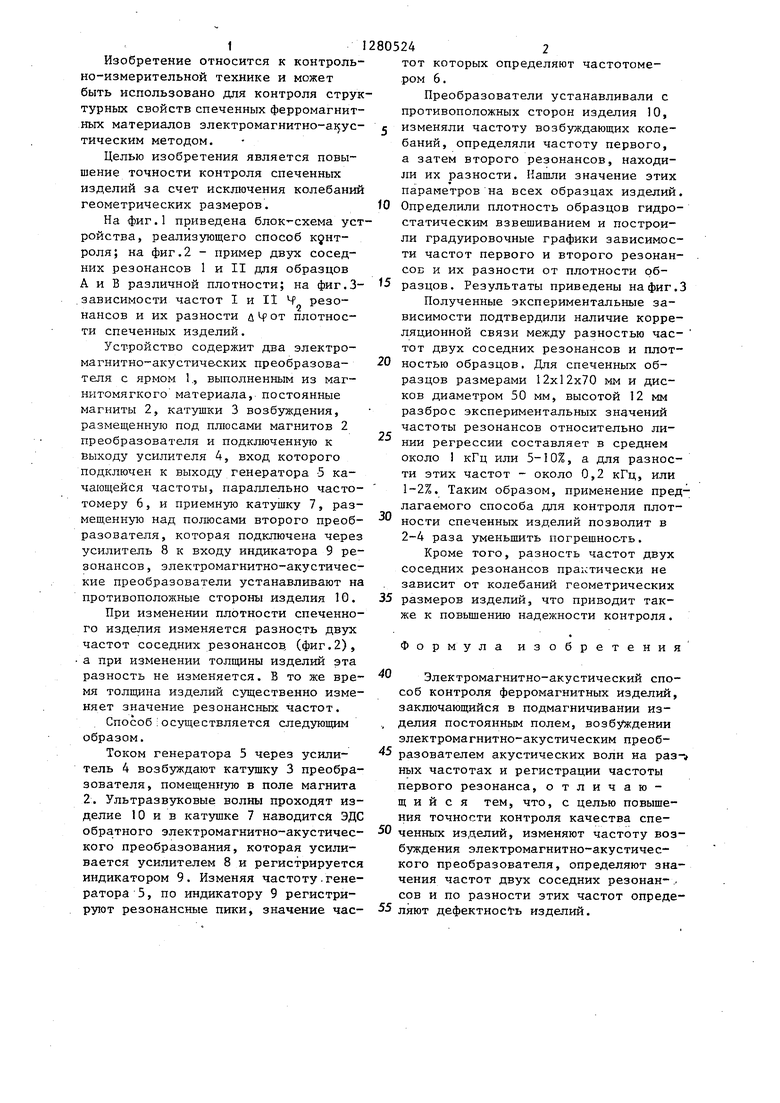
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества изделий из твердых сплавов | 1988 |
|
SU1534391A1 |
| Способ контроля качества металлических изделий | 1985 |
|
SU1229688A1 |
| Акустический способ измерения микротвердости | 1988 |
|
SU1744586A2 |
| Способ контроля качества термообработки сплавов на основе алюминия | 1984 |
|
SU1188637A1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗДЕЛИЯ | 2006 |
|
RU2334225C1 |
| УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2031404C1 |
| Способ определения расстояния | 1990 |
|
SU1755047A1 |
| Способ контроля механических свойств металлопроката, изготовленного из ферромагнитных металлических сплавов и устройство для его осуществления | 2023 |
|
RU2807964C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 1991 |
|
RU2031405C1 |
| Электромагнито-акустический способ контроля качества изделий из ферромагнитных материалов | 1983 |
|
SU1113732A1 |
Способ электромагнитно-акустического контроля качества спеченных изделий, например издетшй порошковой металлургии. Целью изобретения является повышение точности контроля за счет отстройки от влияний толщины изделия. На поверхность контролируемого изделия устанавливают электромагнитно-акустический преобразователь с катушкой возбуждения, которую подключают к генератору качающейся частоты. На противоположной поверхности изделия устанавливают электромагнитно-акустический преобразователь с приемной катушкой, которую подключают к индикатору резонансов. Воздействуют на изделие магнитным полем постоянной величины, определяю частоты двух соседних резонансов, по разности между которыми судят о качестве спеченного материала, например о его плотности. 3 ил. N5 00 О ел ГчЭ 4
1 t
W /5 fff 25 30 35 4q
Частота бозбу дающил колебаний (Риг.
5,5 5,7 5,9 6,1
Плотность Д г/см Фаг.
Редактор А.Долинич
Составитель В.Филинов
Техред Л. Олейник Корректор И. Эрдейи
Заказ 7061/49 Тираж 778Подписное
ВНШШИ Государственного комитета СССР . по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д,4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
