Изо.бретение относится к способам выполнения футеровки тепловых аппаратов, работающих при 1800-2000 С, в частности реакторов производства сажи.
Цель изобретения - увеличение надежности футеровки.
На чертеже изображен реактор, продольный разрез.
Реактор 1 содержит слой огнеупорных блоков 2 с радиальными каналами 3, штуцеры 4, нагнетательное устройство 5 и смеситель 6.
Пример 1. Производят футеровку реактора производства сажи марки ПМ-ЮО. Внутри цилиндрического металлического корпуса диаметром 1600 мм выполняют футеровку послойно. Первый примыкающий к корпусу слой из огнеупорных блоков шамота марки иШ-1, следующий второй слой из блоков шамота марки ША, третий слой из блоков муллитокорунда марки МКС. Слои огнеупорных блоков во всех трех слоях выполняют с применением мулли- токЪрундового мертеля (смеси муллито корундовых порошков фракции до 1 мм и воды 10 мас.% в качестве связки). Четвертый слой выполняют из корундовых блоков марки К с.применением корундового мертеля (смесь порошков электрокорунда фракции до 0,5 мм - 20 мас.%, глинозема - 80 мас.%, воды - 3 мас.%, ортофосфорной кислоты - 4 мас,%). Пятый слой собирают из блоков циркониевого огнеупора марки ЦБН с применением циркониевого мертеля (смесь порошков на основе двуокиси циркония фракции 0,01- 0,5 мм, воды - 3-4 мас.%, ортофосфорной кислоты - 5 мас.%). При этом в зазор между каждыми двумя слоями огнеупора в кладку помещают радиальные корундовые трубки так, что свободные концы их выходят через металлический корпус наружу реактора. За тем футеровку сушат в течение 10 ч путем продувки через реактор продуктов сгорания природного газа и воздуха. Затем, увеличивая расход топлива и воздуха, поднимают температуру со скоростью до рабочей - 1850 С и выдерживают при ней 2,5 су После этого прекращают продувку реактора горячими продуктами сгорания и охлаждают футеровку до 90 С за счет естественной теплоотдачи в окружающую среду.
5
0
5
0
5
0
5
0
5
Далее через радиальные корундовые трубки в образовавшиеся кольцевые, зазоры между слоями огнеупорных блоков под давлением 190 кг/см вводят огнеупорные пластические массы, причем огнеупорная масса, вводимая между каждыми двумя слоями, имеет одинаковую основу состава с огнеупорным материалом внутреннего слоя, т.е. на внутренний слой блоков из циркониевого огнеупора вводят пластическую массу из смеси порошка двуокиси циркония, фракции 0,01-1,0 мм, воды - 2 мас.% и химически чистой ортофосфорной кислоты - 6 мас.%, на следующий за ним к внешней поверхности реактора слой из корундовых блоков вводят пластическую массу из смеси Iэлектрокорунда фракции 0,01-1,0 мм - 40 мас.%, г 1инозема 60 мас.%, воды
2 мас.% и химически чистой ортофосг форной кислоты 6 мас.%, на все остальные слои - пластическую массу из смеси муллиТокорундовых порошков фракции 0,01-1,0 мм и воды - 6 мас.%
По окончании этой операции футеровку сушат по описанному способу и режиму.
Последующие опыты проведены в соответствии с примером 1 и отличаются от описанного продолжительностью выдержки футеровки при рабочей температуре 1850°С (1,5; 2; 3; 3,5 сут), конечной температурой охлаждения футеровки после выдержки ее при рабочей температуре (75, 80, 100, ), давлением, под которым огнеупорные пластические массы вводят между каждыми двумя слоями огнеупорных блоков (175, 180, 200, 205, кг/смО.
Пример 2. Параллельно для сопоставления выполняют футеровку реактора производства сажи марки ПМ-105 в соответствии с известным способом« Футеровку внутри цилиндрического металлического корпуса выполняют по- .слойно, аналогично примеру 1. Футеровку сушат и доводят до рабочей температуры также, в соответствии с примером 1, Но в отличие от примера 1 через штуцера, установленные на металлическом корпусе, вводят огнеупор- цую массу (смесь муллитокорундовых порошков фракции до 1 мм, вода - 6 мас.% под давлением 190 кг/см в пространство межку корпусом и наружным слоем блоков.
Реакторы испытывают в условиях производства сажи марки ПМ-105 при термическом разложении 500 кг/ч углеводородного сырья (зеленое масло) , вводимого в продукты сгорания (), 100 природного газа с 1500 воздуха.
В качестве показателя надежности футеровки принята предельная температура наружной поверхности металлического корпуса реактора, равная 200°С (замеряется пучковой термопарой) ,
В таблице представлены данные испытаний реакторов, футеровка которых выполнена по предлагаемому и известному способам.
Как видно из данных таблицы, футеровка, выполненная по предлагаемому способу, надежно работает в течение 16 месяцев, футеровка же, выполненная по известному способу, надежно работает 1,5-2,0 месяца.
Оптимальная продолжительность вьщержки изготовленной футеровки при рабочей температуре после ее сушки - 2-3 сут. Более длительная выдержка нецелесообразна, так -как увеличение усадочных зазоров (которые в дальнейшем заполняются нагнетаемой огнеупорной пластической массой) после такой выдержки незначительно. При меньшей продолжительности выдержки не происходит полная усадка огнеупорных блоков.
Конечная температура охлаждения футеровки после выдержки ее при рабочей температуре 80-100°С выбрана на основании того, что при больших температурах время застывания нагнетаемых между слоями блоков огнеупорных пластических масс меньше времени заполнения усадочных зазоров, в результате чего не происходит полного их заполнения. При меньших температурах время застывания пластических масс превышает время заполнения усадочных зазоров, что ведет к передавливанию массы во внутреннюю полость реактора.
Оптимальным давлением нагнетания огнеупорных пластнческ1 х масс между каждыми двумя слоями блоков является 180-200 кг/см, Увеличение давления
выше верхнего значения указан1 ого
интервала вызывает сме1це1 ие огнеупорных блоков и нарушение геометрии внутреннего канала реактора. Меньшее давление приводит к неполному заполнению пустот.
Таким образом, предлагаемый способ выполнения футеровки реактора производства сажи в отличие от известного обеспечивает повышение ее
надежЬости за счет повьш1ения газоплотности футеровки,
Формула изобретения
Способ изготовления футеровки реактора производства сажи, включающий последовательное нанесение на внутреннюю поверхность цилиндрического металлического корпуса слоев огнеупорных масс циркониевых, корундовых, муллитокорундовых и шамотных огнеупоров с огнеупорными мертелями, сушку, разогрев футеровки до рабочих температур и дополнительный ввод огнеупорной массы Б слои футеровки, otличaющийcя тем, что, с целью увеличения надежност и футеровки, при нанесении слоев огнеупорной массы в них выполняют радиаль
ные каналы с выводом на внешнюю поверхность корпуса реактора и в кажый слой, сушку футеровки производят в течение 8-12 ч путем продувки ее продуктами сгорания с температурой
150-300°С, затем повышают темпера ту- ру в реакторе до рабочей со скоростью подъема ее 25-35 с/ч, вьщержи- пают при рабочей температуре в течение 2-3 сут. и охлс1ждают до 80ЮО С на воздухе, а затем вводят ерез радиальные каналы в слои дополнительную огнеупорную массу соответствующего состава с последующей сушкой и разогревом до рабочей температуры.
ж
о к S
cd 0) ь:; а
о
иГ|
о
-cjо
iri
4D
о tО чО
о -
О 4D
LTl
ГО
К
о
2 01
а
о л
f4
о
00
1Л СГ1
о
ел
1Л
t-
о
0
о
Г-
1Л
гп
CN
ю
чО
in о-.
о
г.
п) о В) о.
0) се СИ 0) о н а D, S ж
/
/
Шамот Му/глитокорунд Сырье
yof(uct циркония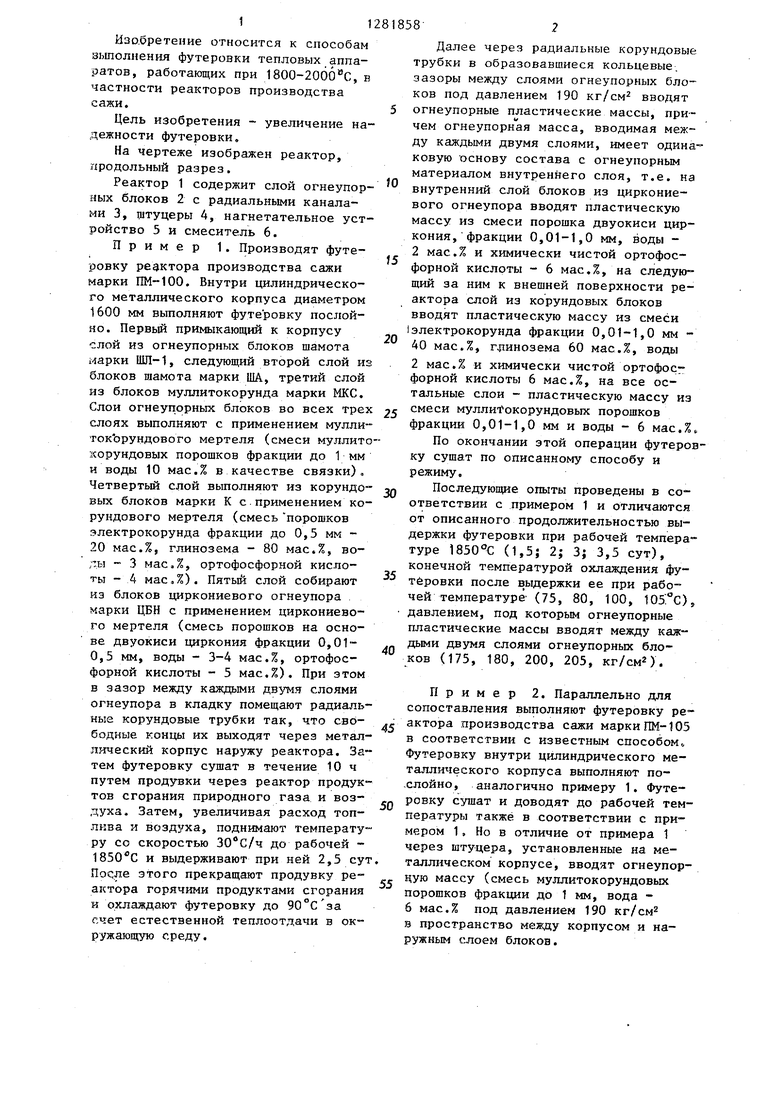

| название | год | авторы | номер документа |
|---|---|---|---|
| ШИХТА ДЛЯ ПРОИЗВОДСТВА КОРУНДОВЫХ ОГНЕУПОРОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2280016C2 |
| ВЫСОКОГЛИНОЗЕМИСТЫЙ МЕРТЕЛЬ | 1998 |
|
RU2148565C1 |
| ШИХТА ДЛЯ ПРОИЗВОДСТВА КОРУНДОВЫХ ОГНЕУПОРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2090813C1 |
| ОГНЕУПОРНАЯ МАССА ДЛЯ НАБИВНОЙ ФУТЕРОВКИ | 1991 |
|
RU2011647C1 |
| Тиксотропная керамобетонная смесь для вибролитья | 1990 |
|
SU1784609A1 |
| ШИХТА И СПОСОБ ПОЛУЧЕНИЯ МУЛЛИТОКРЕМНЕЗЕМИСТЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2016 |
|
RU2638599C2 |
| Мертель для склеивания огнеупорных изделий | 1991 |
|
SU1821460A1 |
| ВАГОНЕТКА ДЛЯ ТУННЕЛЬНОЙ ПЕЧИ | 2009 |
|
RU2403520C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОГЛИНОЗЕМИСТЫХ ОГНЕУПОРОВ | 1991 |
|
RU2015131C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2007 |
|
RU2365561C1 |

Изобретение, относится к футеровке тепловых аппаратов, работающих при 1800-2000 с. Цель изрбрете- ния - повьппениё надежности футеровки, реактора производства.сажи. Способ включает выполнение многослойной футеровки внутри цилиндрического металлического корпуса на огнеупорных циркониевых, корундовых, мул- литокорундовых и шамотных огнеупорах с использованием огнеупорных мертелей, последующую сушку и разогрев футеровки до рабочих температур, ввод огнеупорной массы в футеровку со стороны корпуса. В реакторе футеровку после выдержки при рабочей температуре в течение 2-3 сут охлаждают до 80-100 С и через радиальные каналы между слоями футеровки (огнеупорных блоков) под давлением 180- 200 кг/см вводят огнеупорные пластичные массы (между каждыми двумя слоями) с- последующей повторной сушкой и разогревом футеровки. Причем огнеупорная масса, вводимая между каждыми двумя слоями, имеет одинаковую основу состава с огнеупорными массами внутреннего слоя. 1 ил. 1 табл. (Я N5 00 00 ел 00
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
