Изобретение относится к электротехнике, в частности к технологии изготовления электрических контактов.
Цель изобретения - повышение эффек- тивности и качества обработки контактов путем исключения схватывания и сваривания контактных пар.
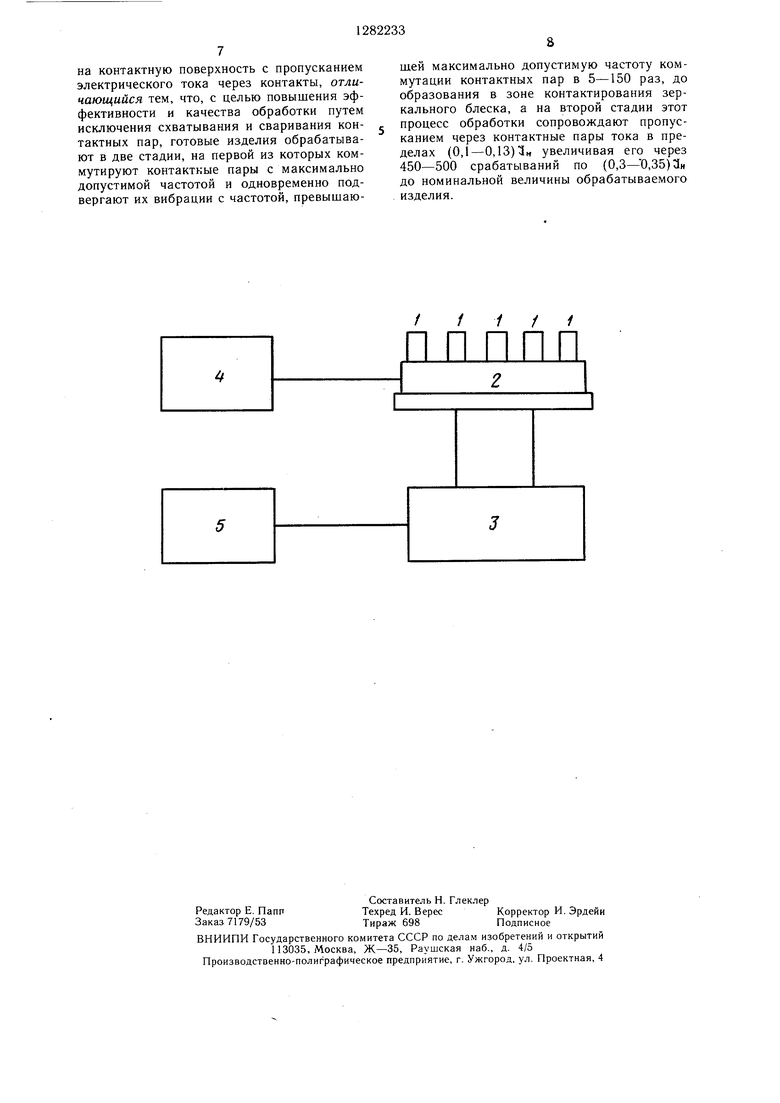
На чертеже приведена блок-схема, поясняющая предлагаемый способ обработки.
Готовые (собранные, отрегулированные и зачехленные) реле 1, контакты которых покрыты чистым золотом, наносимым гальваническим способом, устанавливают в гнезда колодки 2, которая закреплена на вибростенде 3. Питание к обмотке катушки под- водят через колодку 2 от устройства 4, а затем включают источник 5 питания вибростенда 3, настроенного па необходимую частоту. В результате обрабатываемые изделия подвергают вибрации с выбранной частотой и одновременной коммутацией контактных пар с предельно допустимой частотой по техническим условиям. При этом обработку производят в две стадии. Сначала обрабатывают изделия до наработки 1400-1600 срабатываний контактов без пропускания элек- трического тока через контактные пары, т. е. до появления в зоне контактирования контактов зеркального блеска, что соответствует высоте неровностей поверхности 0,05- 0,1 мк на 0,08 мм базовой длины.
В этой стадии обработки тепловое воз- действие происходит только за счет трения и ударного воздействия, что исключает повышенное размягчение контакт-детали в зоне контактирования и позволяет предварительно уплотнить контактную поверхность в зоне контактирования без срывов золотого покрытия, наносимого гальваническим способом.
На второй стадии этот процесс обработки дополнительно от устройства 4 сопровождают пропусканием через контактные пары
20 25 30 35
тока в пределах 0,1-0,13 от номинального - (0,1--0,13) ац Б течение 450-500 срабатываний изделия, а затем увеличивают его по 0,3-0,35 от номинального - (0,3- 0,35) 3н до номинальной величины через каждые 450-500 срабатываний изделия.
Пропускание нарастающего электрического тока через контактные пары приводит к постепенному разогреву и размягчению контакт-детали в зоне контактирования без срывов и разрушения золотого покрытия.
В процессе такой технологической приработки поверхность зоны контактирования подвергается сложным механическим воздействиям как ударного характера, так и межконтактного трения в различных направлениях с постепенным подогревом контактов электрическим током. В результате этого в зоне контактирования образуется износоустойчивая уплотненная поверхность с зеркальным блеском.
Технологическая приработка контактных пар происходит без износа наносимого слоя золота.
Образовавшаяся уплотненная зона контактной поверхности исключает схватывание и сваривание контактных пар в процессе контроля и эксплуатации, а также обладает высокой износоустойчивостью.
По истечении времени обработки источник 5 питания, вибростенд 3 и устройство 4 выключают, реле 1 извлекают из колодки 2 и передают на контроль параметров в объеме требований технических условий на реле.
Пример. На предприятии-изготовителе проводились исследования различных режимов обработки реле типа РЭС 34, РЭС 34/10 с частотой вибрации, превышающей максимальную частоту коммутации реле в 3- 420 раз (т. е. в диапазоне частот от 20 до 3000 Гц) и одновременной коммутацией контактных пар с частотой 7 Гц. Результаты оптимальных режимов и приработки сведены в таблицу.
На частотах 20-30 Гц нет четкого контура обработанной поверхности
Из таблицы видно, что лучшие результаты получены при вибрации с частотой, превышающей максимальную частоту коммутации изделий в 5-157 раз (т. е. в диапазоне частот 35-1100 Гц). Для технологического запаса обработки выбирается превышение частоты вибрации над частотой коммутации контактных пар в 5-150 раз. В
Продолжение таблицы
этом диапазоне частот при радиусе кривизны контактной поверхности согласно конструкторской документации 0,8 мм диаметр обработанной поверхности до зеркального блеска находится в пределах 0,1-0,15 мм. На нижних частотах вибрации (20- 30 Гц) диаметр обработанной поверхности до зеркального блеска находится в пределах
0,07-0,08 мм, а в диаметре 0,1-0,15 мм нет четкого контура обработанной зоны до зеркального блеска.
На частотах вибрации, превышающих максимальную частоту коммутации кон- тактных пар изделия в 170-420 раз (т. е. 1200-3000 Гц), обработанную поверхность до зеркального блеска получают меньшего диаметра (т. е. 0,07-0,08 мм). Следовательно, размеры обработанной поверхности на нижних и верхних частотах не обеспечи- вают надежное контактирование реле при эксплуатации его в условиях вибрации в диапазоне частот 35-1100 Гц.
Размеры обработанной поверхности в зоне контактирования при обработке кон- тактов в диапазоне 35-1100 Гц обеспечивают надежное контактирование в широком диапазоне частот вибрационных воздействий на изделие в процессе его эксплуатации.
В результате исследований, приведенных в таблице обработки контактов без пропускания электрического тока с наработкой 1000-1200 срабатываний изделия, зона контактирования не приобретает четко выраженный зеркальный блеск, а при дальней- шем пропускании электрического тока в пределах (0,05-0,13) 3н наблюдаются в отдельных реле нарушения золотого покрытия и схватывание контактных пар.
При обработке с обесточенны.ми контактами в пределах 1400-1600 срабатываний и в пределах 1800-2000 срабатываний четко просматривается зеркальный блеск в зоне контактирования, а размеры обработанной зоны находятся в пределах, указанных в таблице. При пропускании тока через контактные пары в пределах 0,1-0,13 от номинального - (0,1-0,13) 1н - с наработкой 300-350, 450-500 и 700-900 срабатываний изделия нарушения золотого покрытия, схватывания и сваривания контактных пар не наблюдается.
Если пропускать ток через контактные пары после первой стадии обработки в пределах 0,15-0,2 от номинального - (0,15- 0,2)3н - то наблюдаются в отдельных реле наруишния золотого покрытия и схватывания контактных пар.
При увеличении тока через контактные пары, после обработки с величиной тока 0,,13 от номинального, до пределов (0,3-0,35) a«, (0,4-0,45)14 с наработкой 350--300, 450---500 и 700-900 срабатываний изделия наблюдаются вырывы покры- тия и схватывания контактных пар только при пропускании тока в пределах (0,4- 0,45) 3н.
При дальнейшем увеличении тока через контактные пары по 0,3-0,35 от номиналь- ного и доведения его до номинальной величины обрабатывае.мого изделия через каждые 300-350, 450-500 и 700--900 срабатывании имеет место нарушение покрытия в зоне контактирования и схватывание контактных пар при наработке 300-350 срабатываний, и отсутствие этих явлений при наработке по 450-500 и 700-900 срабатываний изделия. Размеры обработанной поверхности в зоне контактирования при наработках 450-500 и 700-900 срабатываний находятся в пределах, указанных в таблице.
При увеличении тока через контактные пары до предела (0,2-0,25) Он после обработки с пропусканием тока (0,1-0,13)н через каждые 300-350, 450-500 и 700-900 срабатываний изделия с доведение.м тока через контактные пары до номинальной величины нарушений золотого покрытия, схватывание контактных пар не наблюдается, а размеры обработанной поверхности находятся в пределах, указанных в таблице. Однако такой режим приводит к увеличению времени обработки, что нежелательно для производственного процесса.
Уменьшение тока через контактные пары до величины (0,05-0,08)1н на перво.м этапе второй стадии не дает должного эффекта при увеличении тока на последующих этапах второй стадии обработки, т. е. при увеличении тока через контактные пары по (0,3-0,35)3н наблюдается схватывание контактных пар.
Следовательно, оптимальные режимы обработки контактов, покрытых золото.м, без пропускания тока через контактные пары следующие: первая стадия 1400-1600 срабатываний (обрабатывают до появления зеркального блеска в зоне контактирования), а на второй стадии пропускают ток через контактные пары в пределах (0,1 - 0,13) 3н в течение 450-500 срабатываний изделия, а затем увеличивают его по (0,3- 0,35) 3н до номинальной величины через каждые 450-500 срабатываний обрабатываемого изделия.
Обработка контактов готовых реле двумя стадиями постепенно размягчает и уплотняет контакт-деталь s зоне контактирования, что повышает э(рфективность и качество обработки, упрощает технологический процесс, повышает износоустойчивость контактной системы, исключает схва ывания и сваривание контактных пар, а также повреждения обработанной зоны контактирования щупом на стадии регулировки и контроля межконтактных зазоров.
В случае пропускания тока через контактные пары в первой стадии обработки усиливается схватывание и сваривание контактных пар. В зоне контактирования наблюдаются вырывы золотого покрытия.
Формула изобретения
Способ обработки контактов, покрытых золотом, путем механического воздействия
на контактную поверхность с пропусканием электрического тока через контакты, отличающийся тем, что, с целью повышения эффективности и качества обработки путем исключения схватывания и сваривания контактных пар, готовые изделия обрабатывают в две стадии, на первой из которых коммутируют контактные пары с максимально допустимой частотой и одновременно подвергают их вибрации с частотой, превышающей максимально допустимую частоту коммутации контактных пар в 5-150 раз, до образования в зоне контактирования зеркального блеска, а на второй стадии этот процесс обработки сопровождают пропусканием через контактные пары тока в пределах (0,1-0,13)3н увеличивая его через 450-500 срабатываний по (0,3-0,35) Зн до номинальной величины обрабатываемого изделия.
/ 1 i f 1
п п ппп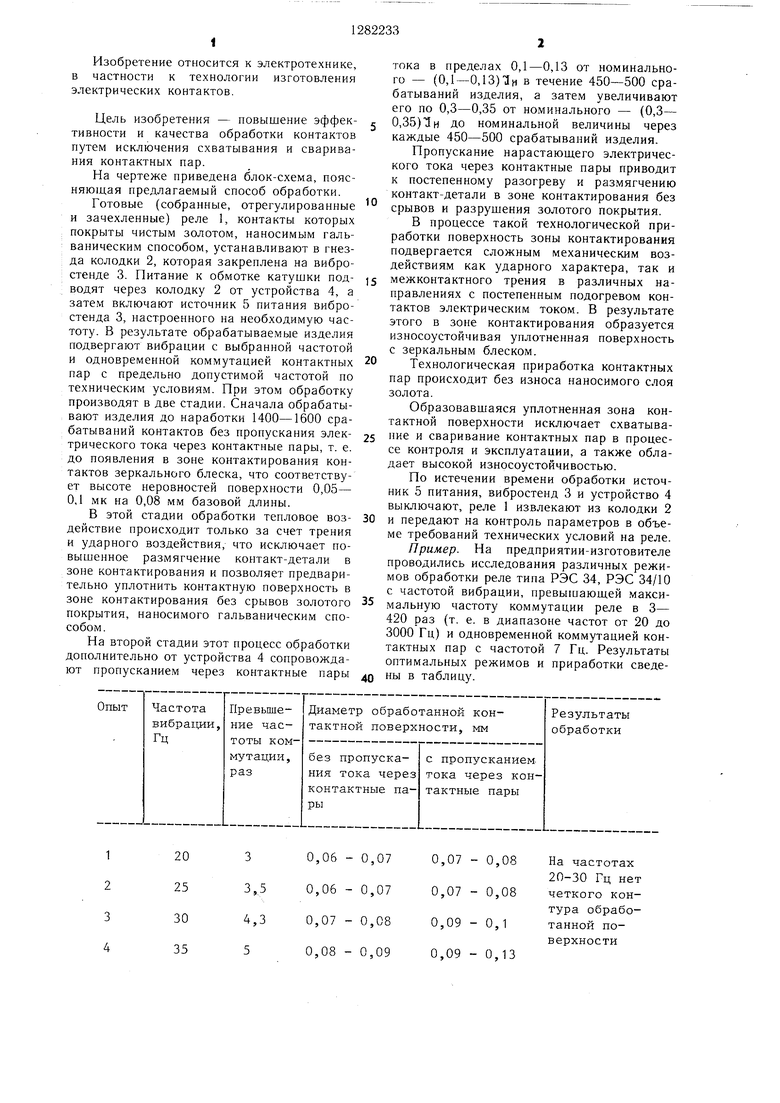

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки контактных пар с родиевым покрытием | 1978 |
|
SU716076A1 |
| Способ термической обработки контакт-деталей герконов | 1989 |
|
SU1690011A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2018 |
|
RU2665689C1 |
| Способ изготовления герконов с родиевым контактным покрытием | 1989 |
|
SU1624550A1 |
| Способ изготовления контактного покрытия магнитоуправляемых герметизированных контактов | 1984 |
|
SU1179447A1 |
| Контактная система для магнитоуправляемых реле | 1981 |
|
SU1096709A1 |
| РАЗНОРОДНАЯ КОНТАКТНАЯ ПАРА | 1984 |
|
SU1210596A1 |
| КОНТАКТ-ДЕТАЛЬ, СПОСОБ И ИНСТРУМЕНТ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2420823C2 |
| СПОСОБ ГРУППОВОГО ИЗГОТОВЛЕНИЯ ГЕРКОНОВ С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2020 |
|
RU2739583C1 |
| КОНТАКТНОЕ ПОКРЫТИЕ ДЛЯ МАГНИТОУПРАВЛЯЕМЫХ КОНТАКТОВ | 1995 |
|
RU2079173C1 |
Изобретение относится к электротехнике, в частности к технологии изготовления электрических контактов. Целью изобретения является повышение эффективности и качества обработки контактов путем исключения схватывания и сваривания контактных пар. Способ обработки осуществляется в две стадии. На первой стадии производят коммутацию контактных пар с максимально допустимой частотой и одновременно подвергают их вибрации с частотой, превышающей максимально допустимую частоту коммутации контактных пар в 5-150 раз, до образования в зоне контактирования зеркального блеска. На второй стадии этот процесс обработки сопровождают пропусканием через контактные пары тока в пределах (0,1-0,13) 3ц, увеличивая его через 450-500 срабатываний по (0,3-0,35)5н до номинальной величины обрабатываемого изделия. 1 ил. to оо го 1С 00 со
| Способ обработки контактов | 1977 |
|
SU640381A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
