Изобретение относится к строительной индустрии, в частности к вспомогательному оборудованию для закрепления деталей в процессе сварочно- монтажных работ, и может быть исполь зовано при изготовлении пространственных арматурных каркасов из продольных изогнутых стержней, например крупного сечения.
Целью изобретения является повышение производительности и упрощение конструкции.
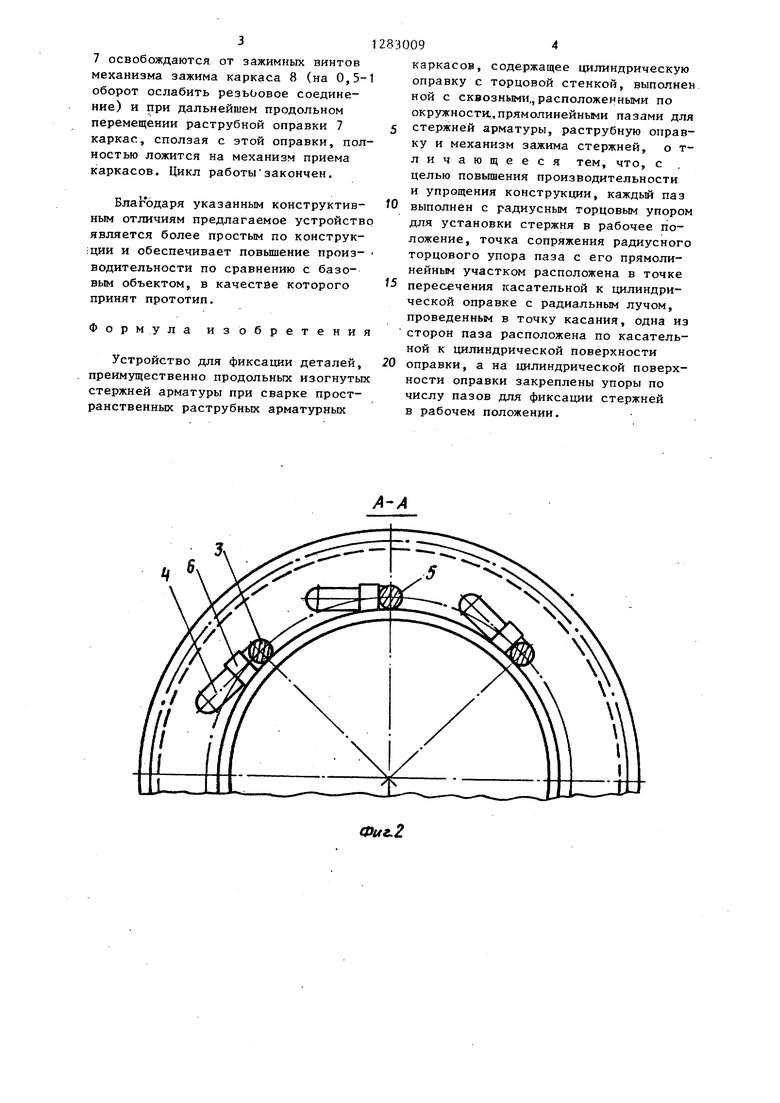
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство содержит цилиндрическую оправку 1 с торцовой стенкой 2, в которой со стороны подачи стержней 3 выполнены сквозные прямолинейные пазы 4. Одна из сторон каждого паза 4 расположена по касательной к цилиндрической поверхности оправки 1. Каждый паз выполнен с радиусным торцовым упором 5 для установки стержня в рабочее положение. Точка сопряжения радиусного торцового упора 5 паза 4 с его прямолинейным участком расположена в точке пересечения касательной к цилиндрической оправке с радиальным лучом, проведенным в точку касания. На цилиндрической поверхности оправки 1 закреплены упоры 6 по числу пазов 4. Каж- дьй упор 6 смещен вдоль соответствующего паза 4 относительно точки сопряжения на половину ширины паза и относительно торцовой стенки оправки не менее, чем на ширину паза.
Йа оси вращения цилиндрической оправки 1 установлена с возможностью осевого перемещения раструбная оправка 7, снабженная механизмом зажима 8, выполненным в виде зажимных винтов. Устройство содержит также механизм приема каркасов (не показан)
Устройство работает следуюш 1м образом.
Продольный изогнутый в соответствии с конфигурацией раструба (с коническим участком или без него) стержень 3 заводят в один из пазов 4. При этом изогнутая часть стержня доходит до упора (фиг. 3). Стержень 3 поворачивают вокруг геометрической оси неизогнутой его части, обходя при этом упор 6. Затем стержень 3 проталкивают до укладки на
5
0
5
раструбную оправку 7 (фиг. 1). Конец стержня закрепляют в механизме зажима 8. После установки всех стержней вращают цилиндрическую оправку 1 и сваривают стержни 3 в арматурный каркас. При вращении оправки стержни 3 не могут перемещаться вдоль пазов 4 под действием силы тяжести, так как этому препятствуют упоры 6. Ширина паза 4 соответствует диаметру стержня с допуском, а смещение упора вдоль паза относительно точки сопряжения на половину ширины паза обеспечивает проталкивание стержня через паз до укладки на раструбную оправку 7. При меньшем значении смещения упора 6 стержень 3 не пройдет через оставленный Д.ПЯ этого зазор между радиусным торцовым упором 5 и упором 6. При большем значении смещения упора
6стержень 3 при вращении оправки может перемещаться вдоль паза 4.
Смещение упора 6 относительно торцовой стенки 2 оправки на величину, меньшую ширины паза, не позволяет вьщвинуть изогнутую часть стержня 3 из паза. Этому препятствует упор 6. При смещении упора 6 относительно торцовой стенки на величину, равную ширине паза, можно выдвинуть из паза 4 изогнутую часть стержня 3 только тех каркасов, раструбная часть которых не имеет конического участ- 5 ка. При фиксации стержней 3 каркасов с коническим участком раструбной- части упор 6 должен отстоять от торцовой стенки 2 оправки на расстоянии, несколько превьш1ающем ширину паза 4, что позволяет выдвинуть из паза 4 изогнутую часть стержня 3.
По мере изготовления каркаса обечайка и раструбная оправка 7 синхронно вращаются, а раструбная оправка
7при этом перемещается вдоль оси вращения в направлении изготовления каркаса.
При этом на продольные стержни навивается и приваривается к ним поперечная арматура.
Готовый каркас при дальнейшем продольном перемещении раструбной оправки 7 (после окончания изготовления каркаса вращение цилиндричес- 5 кой оправки 1 и раструбной оправки 7 прекращается) сползает с оправки 1 на механизм приема каркасов. Затем концы стержней на раструбной оправке
0
0
5
0
31
7 освобождаются от зажимных винтов механизма зажима каркаса 8 (на 0,5-1 оборот ослабить резьОовое соединение) и при дальнейшем продольном перемещении раструбной оправки 7 каркас, сползая с этой оправки, полностью ложится на механизм приема каркасов. Цикл работы закончен.
Благодаря указанным конструктивным отличиям предлагаемое устройство является более простым по конструк- ;ции и обеспечивает повьшение произ- водительности по сравнению с базовым объектом, в качестве которого принят прототип.
Формула изобретения
Устройство для фиксации деталей, преимущественно продольных изогнутых стержней арматуры при сварке пространственных раструбных арматурных
830094
каркасов, содержащее цилиндрическую оправку с торцовой стенкой, выполнен ной с сквозньнии,, расположенными по окружности,,прямолинейными пазами для
5 стержней арматуры, раструбную оправку и механизм зажима стержней, о т- личающееся тем, что, с целью повышения производительности и упрощения конструкции, каждый паз
О выполнен с радиусным торцовым упором для установки стержня в рабочее положение, точка сопряжения радиусного торцового упора паза с его прямоли- нейньм участком расположена в точке
5 пересечения касательной к цилиндрической оправке с радиальным лучом, проведенным в точку касания, одна из сторон паза расположена по касательной к цилиндрической поверхности
20 оправки, а на цилиндрической поверхности оправки закреплены упоры по числу пазов для фиксации стержней в рабочем положении.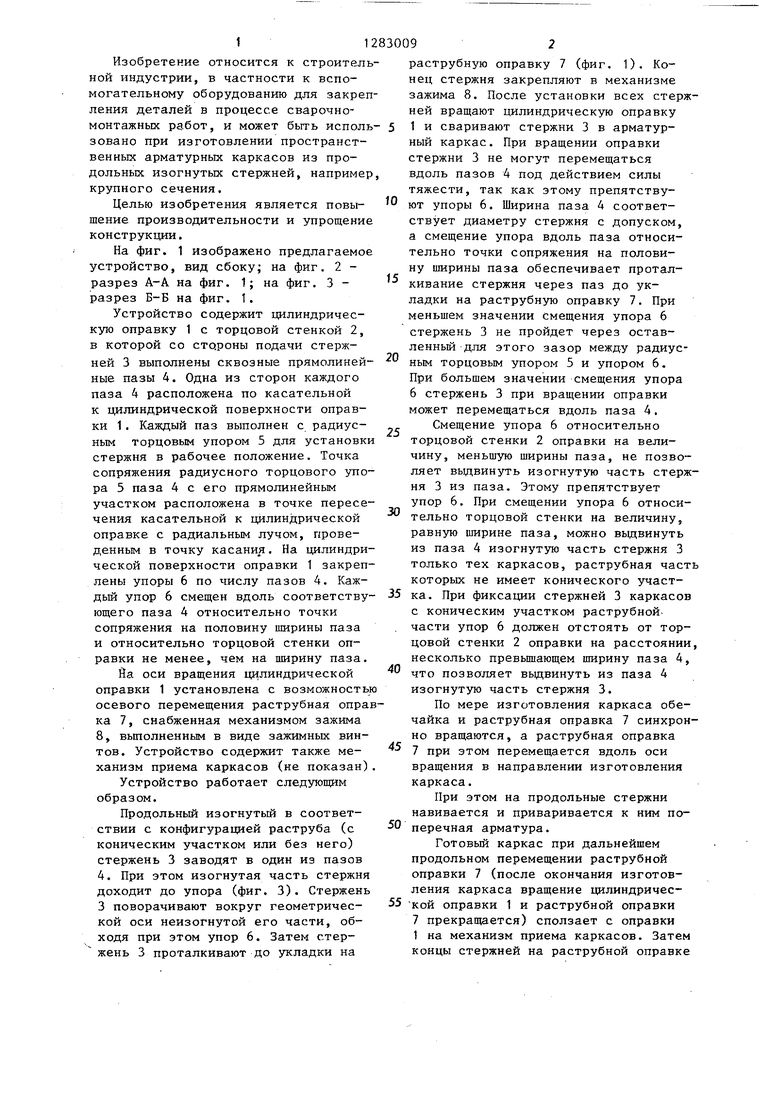
Изобретение относится к сварке, в частности к устройствам для изготовления пространственных раструбных арматурных каркасов из продольных изогнутых стержней круглого сечения. Цель изобретения - упрощение конструкции и повышение производительности. Устройство содержит цилиндрическую оправку 1 с торцовой стенкой 2, в которой выполнены сквозные прямолинейные пазы с радиусными торцовьми упорами для стержней 3 арматуры, раструбную оправку 7 и механизм 8 зажима стержней. На цилиндрической поверхности оправки закреплены упоры 6 для фиксации стержней в рабочем положении. Изогнутый конец каждого стержня заводят в паз до упора на цилиндрической поверхности оправки, разворачивают, обходя при этсм упор 6, проталкивают до укладки его на раструбную оправку 7 и закрепляют при псмопщ механизма зажима. Таким образом стержень в рабочем положении зафиксирован между радиусным торцовым упором паза и упором для цилиндрической поверхности оправки. 3 ил. § (Л
Фиг. 2
Редактор Т.Парфенова Заказ 7337/10
Составитель Е.Крюкова Техред и.Попович
Корректор
Тираж 972Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ФигЗ
Корректор А.Обручар
| Устройство для зажима продольных стержней арматуры при сварке пространственных арматурных каркасов | 1976 |
|
SU580073A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
