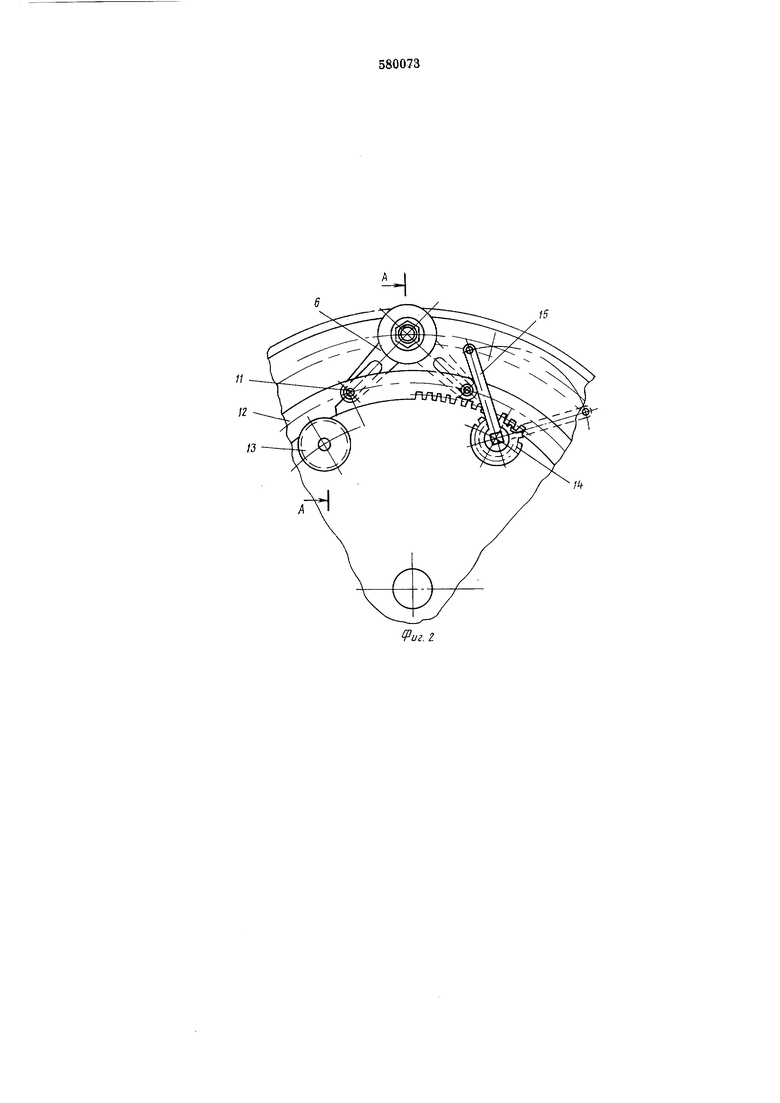
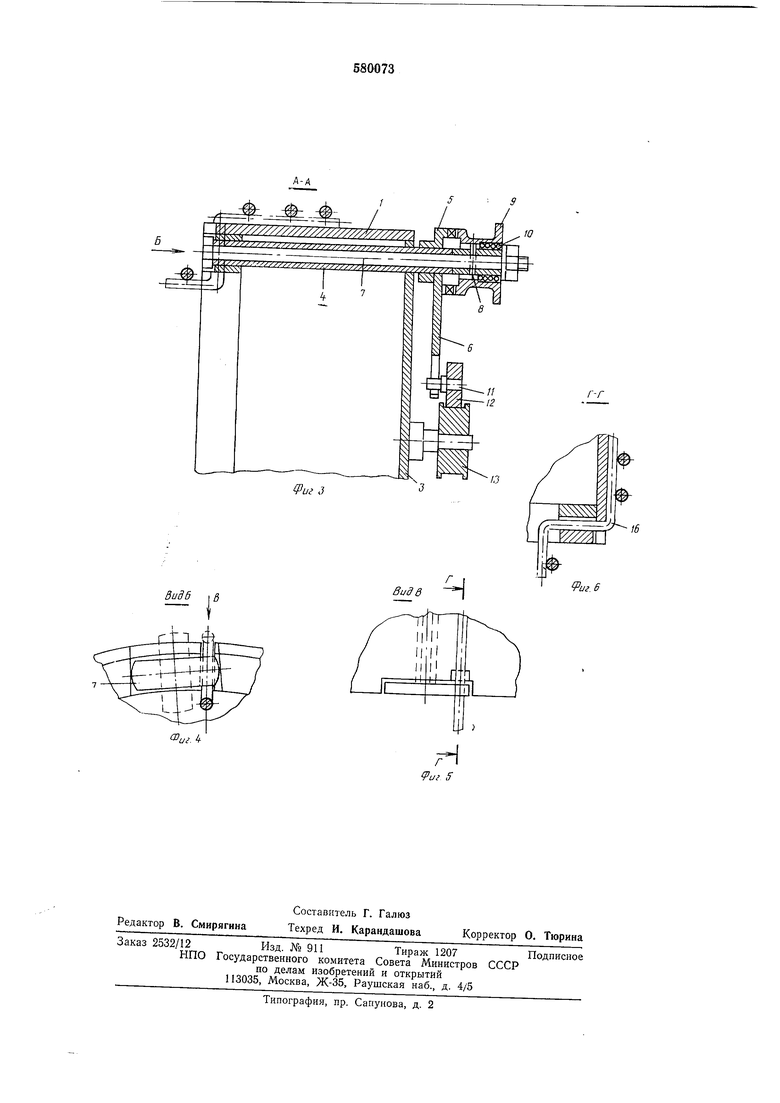
свободно сидят кулачковые полумуфты 5 с рычагами 6. В каждую трубку 4 вставлен Т-образный фиксатор 7, на конце которого установлена и зафиксирована штифтом 8 кулачковая полумуфта 9 с пружиной 10, находящаяся в зацеплении с кулачковой полумуфтой 5.
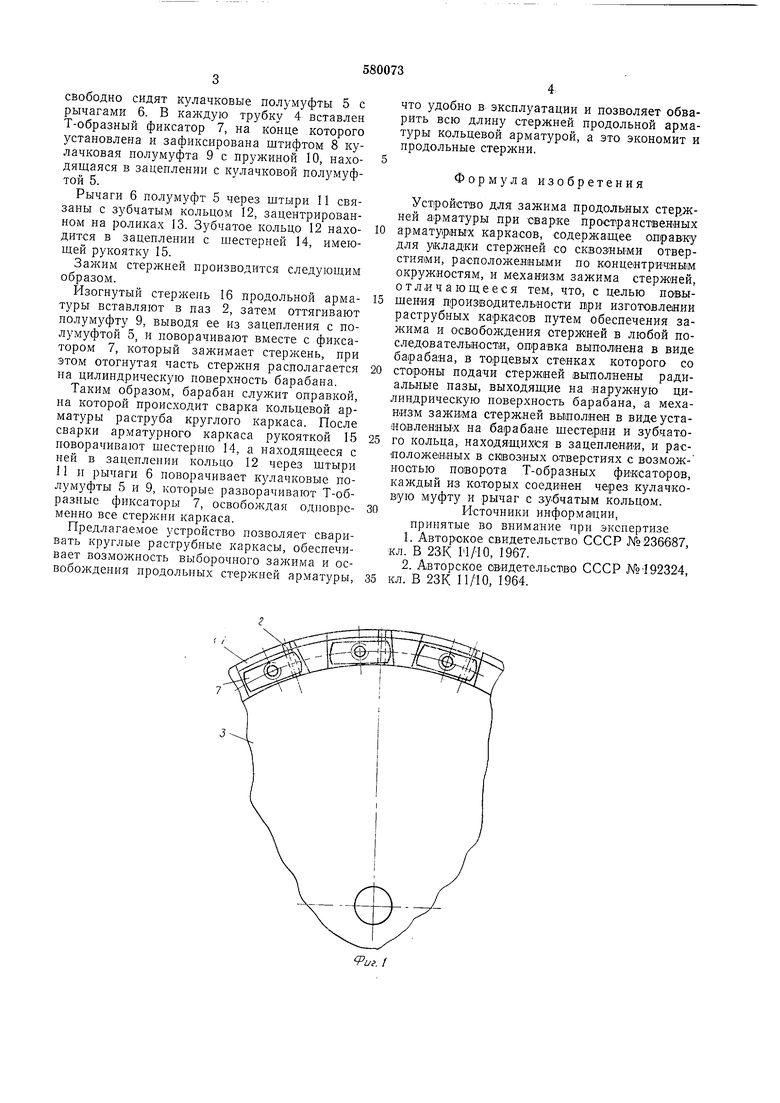
Рычаги 6 полумуфт 5 через штыри 11 связаны с зубчатым кольцом 12, зацентрированном на роликах 13. Зубчатое кольцо 12 находится в зацеплении с шестерней 14, имеющей рукоятку 15.
стержней производится следуюш,им образом.
Изогнутый стержень 16 продольной арматуры вставляют в паз 2, затем оттягивают полумуфту 9, выводя ее из зацепления с полумуфтой 5, и поворачивают вместе с фиксатором 7, который зажимает стержень, при этом отогнутая часть стержня располагается на цилиндрическую поверхность барабана.
Таким образом, барабан служит оправкой, иа которой происходит сварка кольцевой арматуры раструба круглого каркаса. После сварки арматурного каркаса рукояткой 15 поворачивают шестерню 14, а находящееся с ней в зацеплении кольцо 12 через штыри 11 и рычаги 6 поворачивает кулачковые полумуфты 5 и 9, которые разворачивают Т-образные фиксаторы 7, освобождая одповременно все стержни каркаса.
Предлагаемое устройство позволяет сваривать круглые раструбные каркасы, обеспечивает возможность выборочного зажима и освобождения продольных стержней арматуры,
что удобно в эксплуатации и позволяет обварить всю длину стержней продольной арматуры кольцевой арматурой, а это экономит и продольные стержни.
Формула изобретения
YcTipo cTBo для зажима продольных стеджней арматуры при сварке пространстведных арматурных каркасов, Содержащее оправку для укладки стержней со сквозными отверстиями, расположенными по конце«трич:ны(м окружностям, и механизм зажима стержней, отличающееся тем, что, с целью повышеПИя П|роиз1водитель«ости дри изготовлении раструбных каркасов путем обеспечения зажима и освобождения стержней в любой последовательности, оправка выполнена в виде барабана, в торцевых стенках которого со стороны подачи стержней выполнены радиальные пазы, выходящие на наружную цилиндрическую поверхность барабана, а механизм зажима стержней выполнен в видеустаиовленнЫХ на барабане шесте,рни и зубчатого кольца, находящихся в зацеплении, и расположенных в СК1ВОЗНЫХ о тверстиях с возможноотью поворота Т-образных фиксаторов, каждый из которых соединен через кулачковую муфту и рычаг с зубчатым кольцом.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №236687, кл. В 23К l1/IO, 1967.
2.Авторское свидетельство СССР №192324, кл. В 23К 11/10, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1974 |
|
SU595043A1 |
| Установка для изготовления арматурных каркасов труб | 1985 |
|
SU1298324A1 |
| Устройство для сварки арматурных пространственных каркасов | 1983 |
|
SU1174210A1 |
| Устройство для контактной точечной сварки арматурных каркасов | 1976 |
|
SU590054A1 |
| Ротор станка для изготовления арматурных каркасов железобетонных труб | 1989 |
|
SU1706767A1 |
| Устройство для фиксации деталей | 1985 |
|
SU1283009A1 |
| Автоматическая линия для производства арматурных каркасов | 1987 |
|
SU1579686A1 |
| Станок для изготовления пространственныхАРМАТуРНыХ KAPKACOB | 1979 |
|
SU797829A1 |
| ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ НАЛОЖЕНИЯ СКОБОК, ВКЛЮЧАЮЩИЙ МЕХАНИЗМ ЗАПУСКА МНОЖЕСТВЕННЫМИ ПУСКОВЫМИ НАЖАТИЯМИ, ИМЕЮЩИЙ РОТОРНУЮ ПЕРЕДАЧУ С ПРЕДОХРАНИТЕЛЬНОЙ ФРИКЦИОННОЙ МУФТОЙ | 2005 |
|
RU2408306C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
13
15
tk
.i
