Изобретение относится к области изготовления железобетонных изделий и предназначено для образования цилиндрической и раструбной частей арматурного каркаса и их сварки.
Известны устройства для изготовления арматурных каркасов для железобетонных изделий типа труб, включающие корпус, механизм подачи и оправку с приводом.
Однако известные устройства не обеспечивают достаточно высокого качества получаемого каркаса, т. е. переходная часть каркаса, расположенная между двумя цилиндрическими частями, не имеет поперечной арматуры.
С целью улучшения качества арматурного каркаса оправка предлагаемого устройства снабжена кулачками, вмонтированными с возможностью радиального-неремещения к пей и соединенными посредством рычагов с роликами, перемещающимися в пазах копировального диска, вмонтироваппого на одной оси с оправкой. По окружности копировального диска образованы впадины, взаимодействующие с рычагом остапова копировального диска.
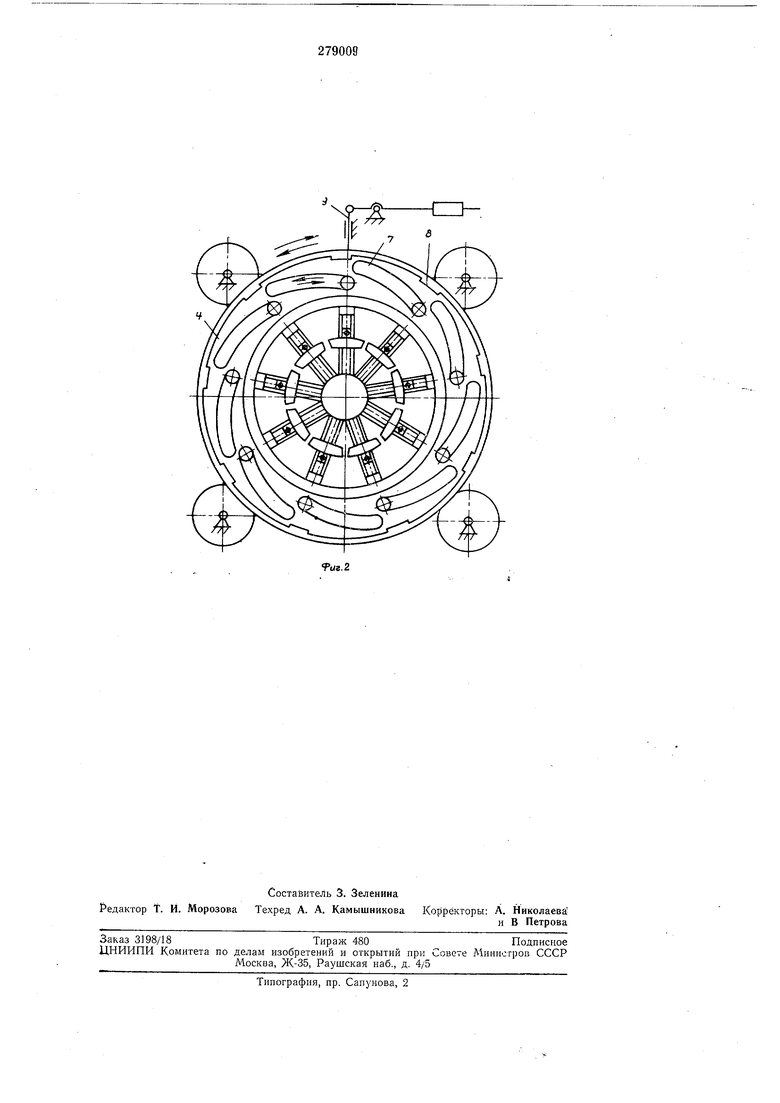
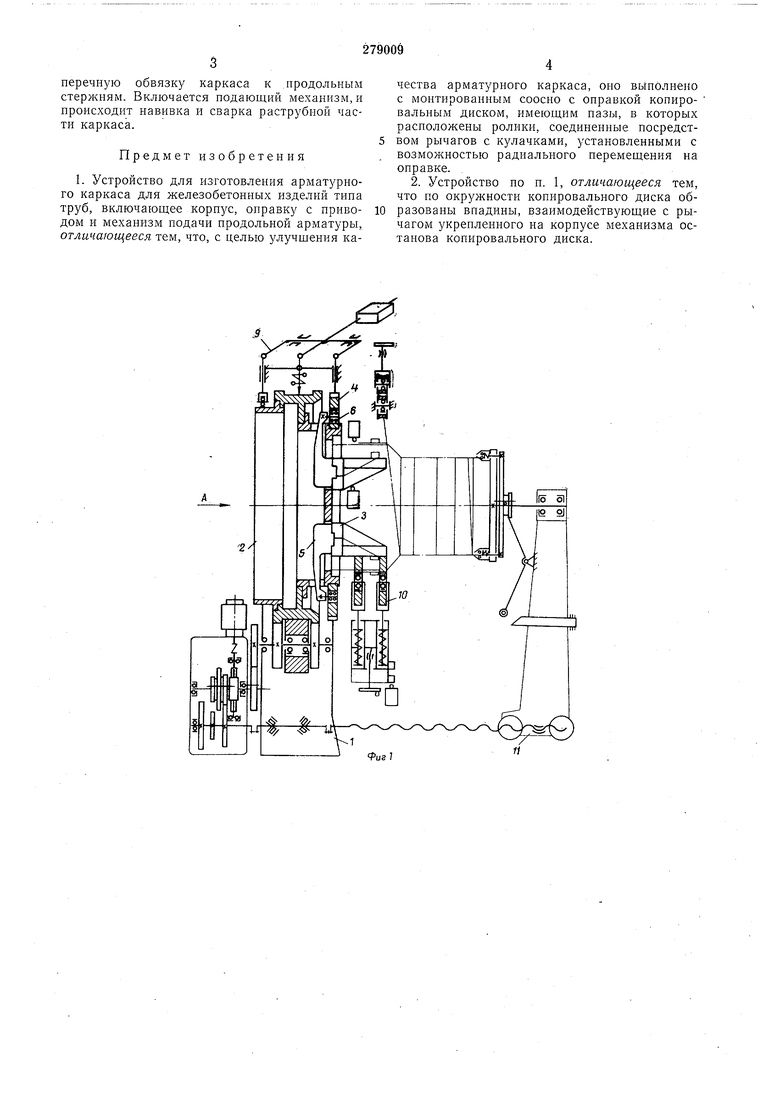
На фиг. 1 изображено устройство, вид сбоку; на фиг. 2 - то же, вид спереди.
ванными в пазах, и имеет возможность радиального перемещения по оправке.
Копировальный диск 4 перемещает кулачки 3 при помощи рычагов 5, которые снабжены роликами 6, входящими в назы 7 диска. По окружности копировального диска образованы впадины 8 для рычага 9 механизма останова, смонтированного на корпусе.
Устройство работает следующим образом.
Цилиндрическую часть каркаса навивают и сваривают, затем каркас перемещается в продольном направлении на величину, необходимую для образования наклонной части раструба, ири этом сварочные ролики 10 отводятся
иа величину разности радиуса раструба и цилиндрической части каркаса.
Далее включается электродвигатель и механнзм вращения оправки, а механизм иодачи 11 каркаса выключается. Рычаг 9 останова
входит во впадину копировального диска, останавливая его вращение. Вращение же оправки с кулачками продолжается, и ролики, перемещаясь по пазам диска, перемещают кулачки в верхнее положение, т. е. до размера диаметра раструба. Вращаясь, кулачки изгибают концы продольных стержней, образуя раструбную часть каркаса.
перечную обвязку каркаса к .продольным стержпям. Включается подаюпдий механизм, и происходит навивка п сварка раструбной части каркаса.
Предмет изобретения
1. Устройство для изготовлеиия арматурного каркаса для железобетонных изделий тпна труб, включаюндее корпус, оправку с приводом и механизм подачи продольной арматуры, отличающееся тем, что, с целью улучшения качества арматурного каркаса, оно выполнено с монтированным соосно с оправкой копировальным диском, имеющим пазы, в которых расположены ролики, соединенные посредством рычагов с кулачками, установленными с возможностью радиального перемещения на оправке.
2. Устройство по п. 1, отличающееся тем, что по окружности копировального диска образованы впадины, взаимодействующие с рычагом укрепленного на корпусе механизма останова копировального диска.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛОПЛАСТИКОБЕТОННАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2457387C2 |
| Устройство для фиксации деталей | 1985 |
|
SU1283009A1 |
| Устройство для зажима продольных стержней арматуры при сварке пространственных арматурных каркасов | 1976 |
|
SU580073A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ | 1965 |
|
SU170140A1 |
| Устройство для изготовления арматурных каркасов железобетонных трубчатых изделий с коническими участками | 1973 |
|
SU707723A1 |
| Устройство для сварки арматурных каркасов | 1986 |
|
SU1461606A1 |
| Установка для изготовления арматурных каркасов труб | 1985 |
|
SU1298324A1 |
| Устройство для изготовления и надевания чехлов на конденсаторы | 1985 |
|
SU1372394A1 |
| ТРУБА ЖЕЛЕЗОБЕТОННАЯ НИЗКОНАПОРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2770507C2 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU315554A1 |