Известр1ые устройства для обвязки рулонов с применением точечно электросварки не находят широкого нрименения в листопрокатных цехах. В результате имеют место большие нотери листового металла, вследствие разматывания рулона, и повреждения его при транспортировании на конвейерах от моталок в цех холодной прокатки и на склад.
Предлагаемое устройство вмонтировано в моталку и обеспечивает обвязку в ней рулонов, что исключает потери металла при транснортировании рулонов.
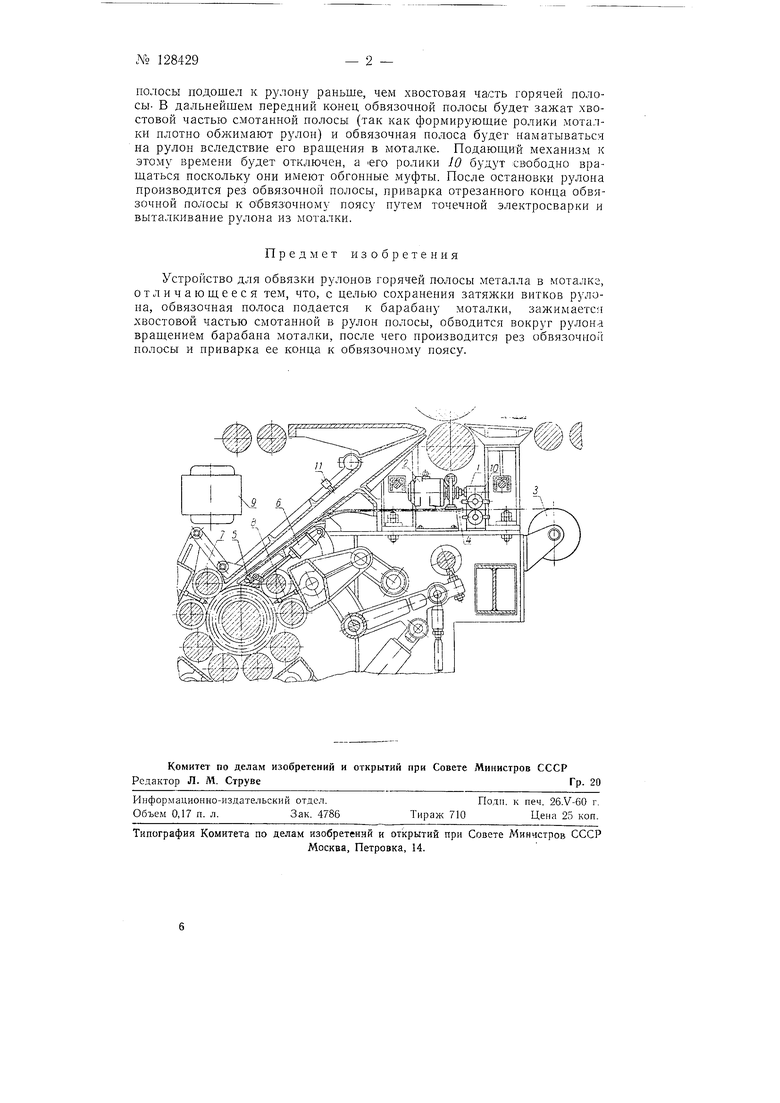
На чертеже показана моталка нижнего вматывания с устройство.м для автоматической обвязки рулонов в разрезе.
Устройство состоит из подаюш,его механизма 1 с приводом от электродвигателя 2, барабана 3 для обвязочной полосы, проводки 4, .механизма 5 реза полосы с приводом от пневмодилиндров 6 и механизма точечной электросварки, состоящего из двух гидравлических сварочных пистолетов 7 и S, сварочного трансформатора и электросварочной аппаратуры 9. Оба ролика 10 подающего механизма приводятся во вращение через обгонные муфты. Проводка 4, по которой движется обвязочная полоса, представляет собой прямоугольную трубу соответствующего сечения.
И1МП|ульс на начало работы обвязочного устройства нодается от фотореле //, которое срабатывает тогда, когда горячая полоса уходит из «поля зрения фотоэлемента. Как только получен импульс от фотореле //, включается подающий механизм 1, при этом обвязочная полоса, находящаяся в проводке 4 и в канавке нижней плиты направляющих моталки, начинает двигаться и конец ее попадает между рулоном, и хвостовой частью горячей полосы, скатываемой в рулон. При этом скорость подачи обвязочной полосы должна быть такой, чтобы конец обвязочнон
полосы подошел к рзлону раньше, чем хвостовая часть горячей полосы- В дальнейшем передний конец обвязочной полосы будет зажат хвостовой частью смотанной полосы (так как формирующие ролики моталки плотно обжимают рулон) и обвязочная полоса будет наматываться на рулон вследствие его вращения в моталке. Подающий механизм к этому времени будет отключен, а его ролики 10 будут свободно вращаться поскольку они имеют обгонные муфты. После остановки рулона производится рез обвязочной полосы, приварка отрезанного конца обвязочной полосы к обвязочпому поясу путем точечной электросварки и выталкивание рулона из моталки.
Предмет изобретения
Устройство для обвязки рулонов горячей полосы металла в моталке, отличающееся тем, что, с целью сохранения затяжки витков рулона, обвязочная полоса подается к барабану моталки, зажимается хвостовой частью смотанной в рулон полосы, обводится вокруг рулона вращением барабана моталки, после чего производится рез обвязочиоГ полосы и приварка ее конца к обвязочному поясу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлическая машина для обвязки листового проката | 1959 |
|
SU128783A1 |
| Машина для упаковки листового проката | 1959 |
|
SU130396A1 |
| Станок для непрерывной абразивной зачистки проката труб и т п заготовок | 1960 |
|
SU139201A1 |
| Устройство для обвязки рулонов проката | 1976 |
|
SU577152A1 |
| УСТРОЙСТВО для ОБВЯЗКИ РУЛОНОВ НА БАРАБАНЕ МОТАЛКИ | 1971 |
|
SU293730A1 |
| Машина для обвязки пачек проката | 1960 |
|
SU136668A1 |
| Способ подачи слитков от нагревательных печей к обжимным станам и перегрузочное устройство для осуществления этого способа | 1959 |
|
SU125511A1 |
| Устройство для обвязки рулонов проката | 1980 |
|
SU939324A1 |
| Устройство для перемещения предметов | 1960 |
|
SU142942A1 |
| Непрерывный агрегат для производства узких полос | 1978 |
|
SU948018A1 |
