Изобретение относится к литейному производству, а именно при изготовлении стержней и форм из смесей с термореактивным связующим.
Цель изобретения - уменьшение трудоемкости контроля.
Сущность способа заключается в следующем.
При погружении отрезанной части стержня (формы) в ацетон последний, распространяясь по порам смеси, быстро впитывается, растворяет неотвердевшее связующее, разрушая механическую связь между песчинками. Эти разъединенные песчинки под действием собственного веса осаждаются на дно емкости с ацетоном, в ре- зультате чего в плоскости реза образуется полость, соответствующая по конфигурации неотвержденному ядру стержня (формы). В случае, когда отрезанная часть стержня (формы) лежит на дне емкости с ацетоном, полость в плоскости реза об- разуется при ее извлечении из ацетона: разъединенные песчинки остаются на дне емкости. Сохранение сплошности плоскости реза после обработки ацетоном свидетельствует о полном отверждении стержня (формы) .
Наиболее целесообразно разрезать стержень (форму) на две части по сечению, имеющему максимальный эквивалентный диаметр, так как именно в этом месте наиболее велика опасность неотверждения смеси. Погружать отрезанную часть стержня (формы) в ацетон необходимо плоскостью реза вниз, так как другая ориентация плоскости реза препятствует выпадению разъединенных песчиной из неотвер- жденного объема смеси. В результате об- разовавщаяся в плоскости реза полость не соответствует истинным размерам неотвер- жденного ядра стержня (формы). В частности, при погружении плоскостью реза вверх полость в ней не образуется, хотя песчинки в ее центральной части и разъединены.
Степень отверждения предлагаемого связующего определяется по образцам-восьмеркам с габаритами 75x45x25, при этом определяется прочность смесей на разрыв. Образцы из смеси состава, мае. %: Песок 1КО1695
Термореактивное связующее СФП-011Л5 Затем производят нагрев оснастки до 250°С и в течение 1,2 - 3 мин от- верждают смесь. После охлаждения кон- трольные образцы испытывают на прочность, а для опытных определяют полноту отверждения по изобретению проводят разрез на две равные части по длине образца, погружают плоскостью реза вниз в ацетон на 2-3 мин.
После извлечения из ацетона визуально и изменением габаритов образовавшейся по
лости оценивают степень отверждения смеси (см. таблицу).
65x28x80,5
50x18x31,6
Полость от-3,8 сутствует
То же3,8
5
0
5 0
0
5
5
При полностью отвержденной смеси в образце после обработки его плоскости реза в ацетоне ввиду нерастворимости отвер- жденного связующего песчинки не выпадают и полость не образуется. При этом достигается максимальная прочность. При отверждении около 20% после растворения в ацетоне образуется полость около 80%. При 50% отверждении соответственно образуется полость после обработки в ацетоне плоскости реза образца и достигается максимальная прочность образца.
Реализация изобретения позволяет сократить процесс контроля степени отверждения стержней и форм, так как отпадает необходимость вырезать из плоскости реза образчики, измельчать их, взвешивать и высушивать и взвешивать после обработки ацетоном.
Предлагаемый способ позволяет выборочно проводить экспресс-контроля отверждения стержней в процессе их изготовления вне лаборатории без испытания на прочность. Это особенно эффективно при непрерывном производстве стержней и форм.
Формула изобретения
Способ контроля полноты отверждения литейных стержней и форм из смесей с термореактивным связующим, включающий разрезку каждого стержня и формы на части, последующую обработку их ацетоном и оценку полноты отверждения смоляного связующего, отличающийся тем, что, с целью уменьшения трудоемкости контроля, отрезанную часть стержня и формы погружают в ацетон плоскостью реза вниз, затем извлекают из ацетона, а оценку полноты отверждения осуществляют по сплошности плоскости среза.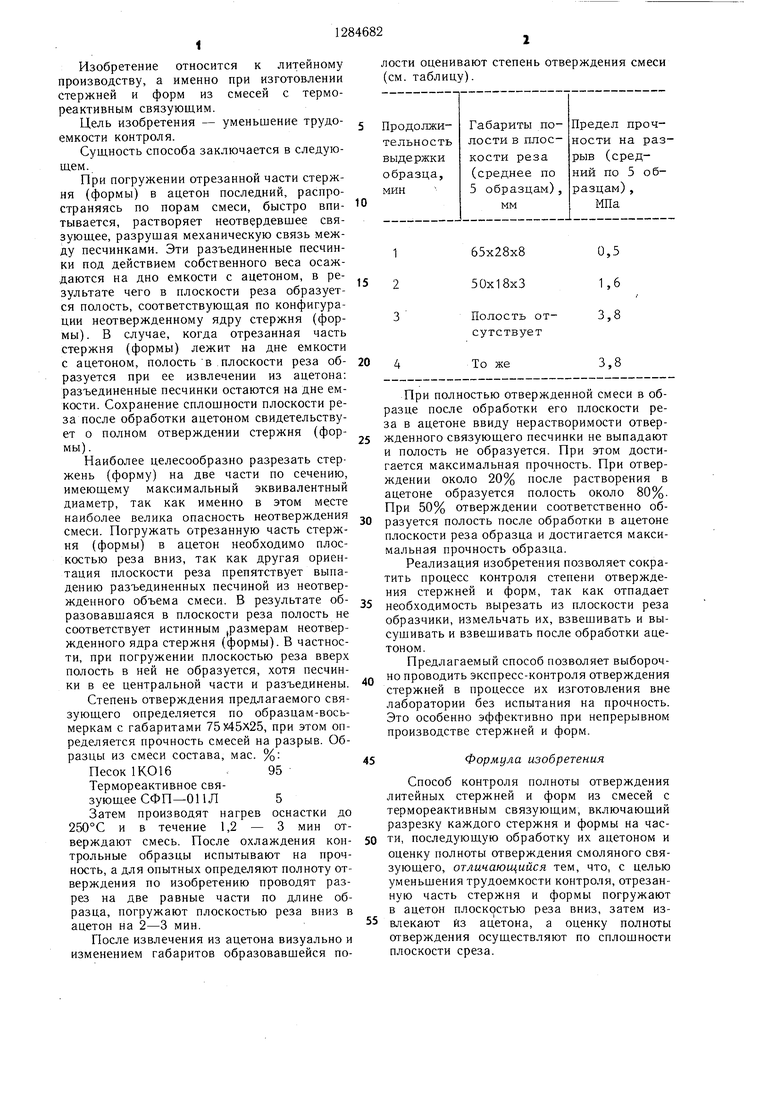
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неразъемного таврового соединения деталей | 1988 |
|
SU1692856A1 |
| Способ изготовления испытательных образцов из стержневой и формовочной смесей и устройство для его осуществления | 1990 |
|
SU1752484A1 |
| Прибор для испытания образца термореактивных смесей | 1988 |
|
SU1532842A1 |
| Способ изготовления литейных цилиндрических стержней | 1981 |
|
SU984634A1 |
| МОДИФИЦИРОВАННЫЕ БЕНТОНИТЫ ДЛЯ СОВРЕМЕННЫХ ЛИТЕЙНЫХ ПРИЛОЖЕНИЙ | 2010 |
|
RU2526336C2 |
| ТЕРМОРЕАКТИВНАЯ СМОЛА, СОДЕРЖАЩАЯ ОБЛУЧЕННЫЙ ТЕРМОПЛАСТИЧЕСКИЙ АГЕНТ ДЛЯ ПОВЫШЕНИЯ УДАРНОЙ ПРОЧНОСТИ | 2008 |
|
RU2455317C1 |
| Устройство для определения длительности отверждения литейных стержней | 1979 |
|
SU1004807A1 |
| СТОЙКАЯ К ДЕЙСТВИЮ РАСТВОРИТЕЛЕЙ ЭПОКСИДНАЯ СМОЛА С УДАРНОЙ ВЯЗКОСТЬЮ, ПОВЫШЕННОЙ С ПОМОЩЬЮ ТЕРМОПЛАСТОВ | 2011 |
|
RU2575127C2 |
| Способ изготовления литейных форм | 1986 |
|
SU1359054A1 |
| Смесь для изготовления литейных стержней и форм | 1978 |
|
SU721979A1 |
Изобретение относится к литейному производству, а именно к изготовлению стержней и форм из смесей с термореактивным связующим. Цель изобретения - уменьшение трудоемкости контроля полноты отверждения. Это достигается за счет того, что в способе контроля полноты отверждения литейных стержней и форм из смесей с термореактивным связуюшим, включающем разрезку каждого стержня и формы на части, погружают отрезанную часть в ацетон плоскостью реза вниз. Затем извлекают из ацетона, после чего по сплошности плоскости реза оценивают полноту отверждения стержня или формы. При полностью отвержденной смеси не образуется папость, что свидетельствует о том, что в этом случае достигается максимальная прочность. Следовательно, такой способ контроля полноты отверждения сокращает сам процесс контроля и позволяет выборочно производить экспресс-контроль отверждения стержней в процессе их изготовления без испытания на прочность. 1 табл. i (Л Is3 оо 4 05 00 ю
| Медведев Я | |||
| И., Валисовский И | |||
| В | |||
| Технологические испытания формовочных материалов | |||
| - М.: Машиностроение, 1973, с | |||
| Реверсивный дисковый культиватор для тросовой тяги | 1923 |
|
SU130A1 |
| Соколов Н | |||
| А | |||
| Литье в оболочковые формы | |||
| - М.: Машиностроение, 1969 | |||
| с | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
