Изобретение относится к металлообработке и может быть использовано при базировании и зажиме деталей.
Целью изобретения является расширение технологических возможностей посредством увеличения диапазона закрепляемых деталей.
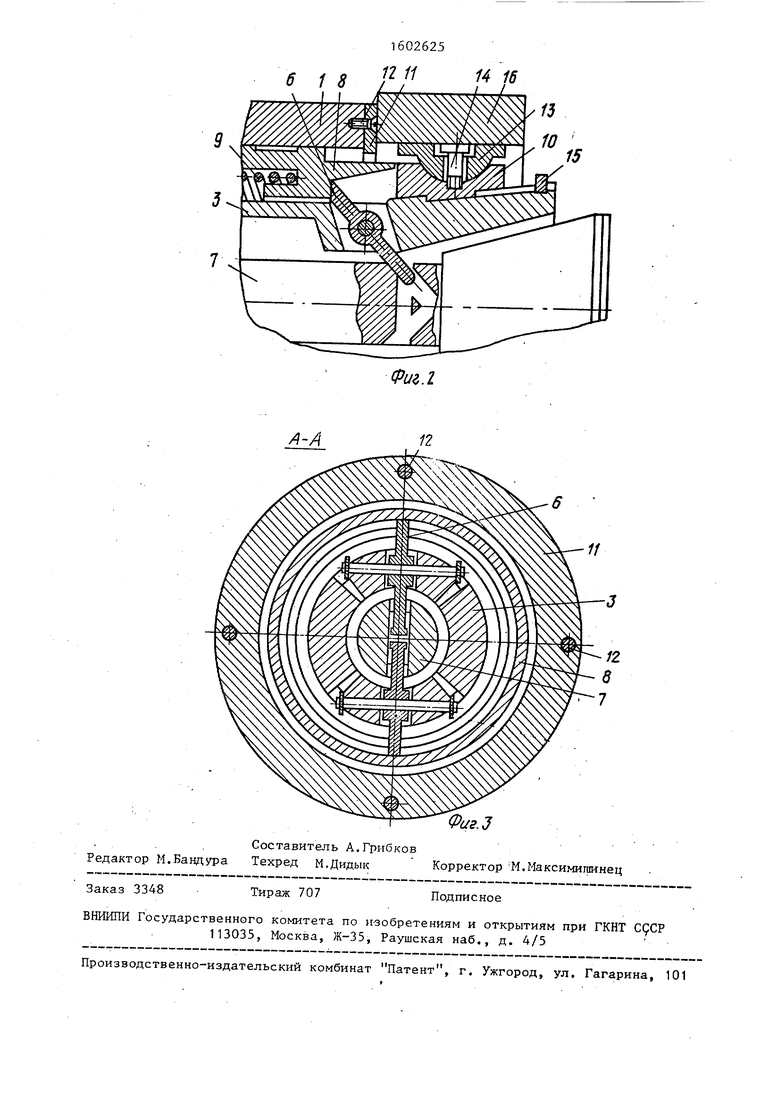
На фиг., 1 представлена оправка в положении зажато, общий вид; на Q фиг. 2 - оправка в положении разжа- ;то, обпщй вид; на фиг. 3 - разрез А-А на фиг. 1. .
Оправка содержит корпус 1 (фиг. 1), который винтами 2 крепится к шпинделю jj станка, разжимную цангу 3, связанную винтом 4 с корпусом 1. В пазах 5 лепестков цанги 3 на осях установлены рычаги 6.Внутренняя коническая поверх ность губок цанги 3 контактирует с 20 конической поверхностью штока 7 с пазами под концы рычагов 6. В корпусе 1 расположена втулка 8 с выточкой под концы рычагов 6, которая под дей-) ствием пружины 9 имеет.возможность 25 перемещаться. Клинья 10 со сферической поверхностью при помощи Т-образ- : ноги паза установлены с возможностью перемещения по наружной конической . поверхности губок цанги 3 в осевом 30 направлении кольцевого упора 11, присоединенного винтами 12 к корпусу 1. Кулачки 13 со сферической поверхно- стью закреплены с возможностью самоустановки на сферической поверхности 5 клиньев 10 за счет зазора между винтами 14 и отверстиями кулачков 13. Кольцевой упор 15 ограничивает произвольный выход клиньев 10 по Т-образным ; пазам губок цанги 3.i 40
Оправка работает следующим образом.
Устанавливается закрепляемая деталь; 16 (фиг. 2) на оправку до упора 11. После этого включается привод зажима, 45 например, в виде гидроцилиндра (не показан), и шток 7, передвигаясь влево, поворачивает рычаги 6 (фиг. 1) вокруг своей оси по часовой стрелке И тем самым освобождает втулку 8, ко- 50 торая йод действием пружины 9 передвигается вправоjнажимая на клин1(я 10, пере-, мещакщиеся по Т-образным пазам наружной крнической поверхности губок цанги 3 в осевом направлении. При э.том выбираются зазоры между кулачками 13 ; и деталью. 16, т.е. происходит самонастройка цанговой оправки на определенный размер зажима,а самоустанавливающиеся кулачки 13 занимают такое положение, которое соответствует максимальной контактной поверхности между ними и деталью 16. После того, как осуществляется самонастройка клиньев 10 и самоустановка кулачков 1 3 г/ри дальнейшем движении штока 7 влево губки разжимной цанги 3 передают усилия, через клинья 10 и кулачки 13 на де- таль 16, осуществляя ее окончательнь1й зажим.
При переключении привода на разжим шток 7 уходит вправо и лепестки цанги сдвигаются к центру, освобождая деталь 16. Для более надежного разжима, т.е. заклинивания детали 16 при ее снятии, рычаги 6 поворачиваются вокруг оси против часовой стрелки под действием стенок пазов штока 7 и воз- Действуют на стенку выточки, отжимают втулку 8 от клиньев 10. Пос.ле этого происходит свободное снятие обработан ной детали.
Формула изобретения
Оправка, ц корпусе которой установлена цанга, внутренняя котческая поверхность губок которой предназначена для взаимодействияс конической поверхностью штока, на наружной поверхности цанги установлена подпру- лшненная втулка, а на торце корпуса закреплен упор, о т л и ч а ю щ а я- с я тем, что, с целью расширения технологических возможностей посредством увеличения диапазона закрепляе- мьк деталей, оправка снабжена устайов ленными с возможностью перемещения на выполненной на наружной конической поверхности губок цанги клиньями со сф ерической поверхностью, кулачками со сферической поверхностью, за- крепленными с возможностью самоустановки на сферической поверхности клиньев, и рычагами, причем в лепестках цанги и штоке выполнены пазы, а в подпружиненной втулке - выточка, при этом рычаги установлены с возмож-; ностью поворота в пазах лепестков , цанги предназначены для взаимодействия с одной стороны со стенками пазов штока, а с другой - со стенками выточки втулки, а торец подпружиненной втулки - для взаимодействия с торцами клиньев.
618 Л
и 16
/./.
/5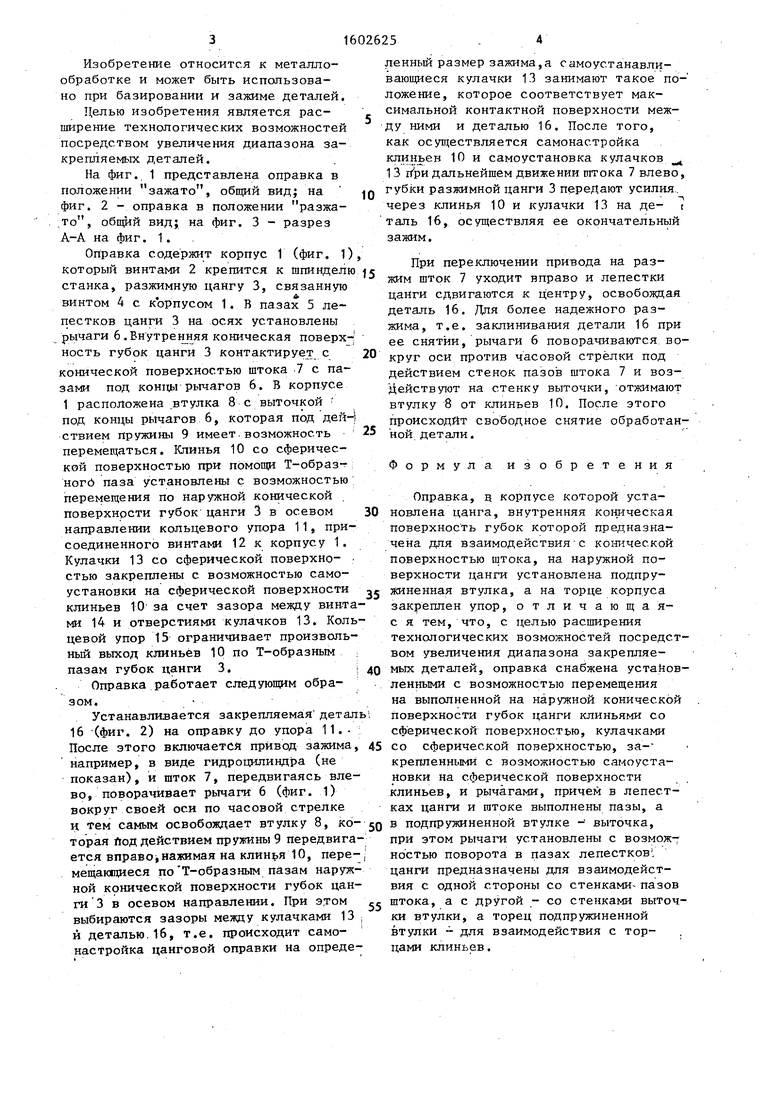
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| Цанговый патрон | 1985 |
|
SU1294494A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| Цанговый патрон | 1981 |
|
SU1009633A1 |
| Цанговая оправка | 1983 |
|
SU1144795A1 |
| Цанговый патрон | 1985 |
|
SU1284724A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Устройство для пробивки отверстий в полых цилиндрических деталях | 1973 |
|
SU454074A1 |
| Цанговый патрон | 1990 |
|
SU1775232A1 |
| Устройство для загрузки | 1980 |
|
SU929393A2 |
Изобретение относится к металлообработке и может быть использовано при базировании и зажиме деталей. Цель изобретения - расширение технологических возможностей посредством увеличения диапазона закрепляемых деталей. В корпусе 1 установлена разжимная цанга 3, связанная с ним винтом 4. В пазах 5 лепестков цанги установлены на осях рычаги 6. Цанга контактирует по конической поверхности со штоком 7. В корпусе расположена втулка 8, которая под действием пружины 9 имеет возможность перемещаться и перемещать клинья 10 со сферической поверхностью по Т-образному пазу наружной конической поверхности губок цанги 3 в осевом направлении - до кольцевого упора 11. Кулачки 13 со сферической поверхностью установлены с возможностью самоустановки на сферической поверхности клиньев 10. Кольцевой упор 15 ограничивает произвольный выход клиньев 10 по Т-образным пазам. После установки детали 16 перемещается лоток 7, поворачивая рычаги 6 и освобождая втулку 8, которая передвигает клинья 10 с кулачками 13, выбирая зазор между поверхностью детали 16. При дальнейшем перемещении штока 7 происходит окончательное закрепление детали 16 губками цанги 3. 3 ил.
-А
Составитель А.Грибков
.fр °рр«« ор м.максимишкнец
Заказ 3348
Тираж 707
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР . 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, гГужгоро ГулГ гагГр нГ ш
.
te.Z
If
Фиг.З
Подписное
| Цанговая оправка | 1980 |
|
SU884881A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| : | |||
