(54) ЦАНГОВЫЙ ПАТРОН ДЛЯ ЗАЖИМА КОЛЬЦЕВЫХ
1
Изобретение относится к металлообработке и может быть использовано для зажима кольцевых деталей, например колец подшипников.
Известен Цанговый патрон для зажима кольцевых деталей, содержащий прикрепленный к корпусу ступенчатый упор с упругими лепестками наконце, цангу и нажимной конический элемент 1.
Недостатком устройства является низкая точность зажима кольцевых деталей.
Цель изобретения - повышение точности зажима.
Поставленная цель достигается тем, что торцовая поверхность ступенчатого упора выполнена наклонной, а на наружной поверхности губок цанги выполнен буртик с фасками на обоих торцах, причем наружная поверхность упругих лепестков упора выполнена сферической.
Такое выполнение повышает точность зажима кольцевых деталей.
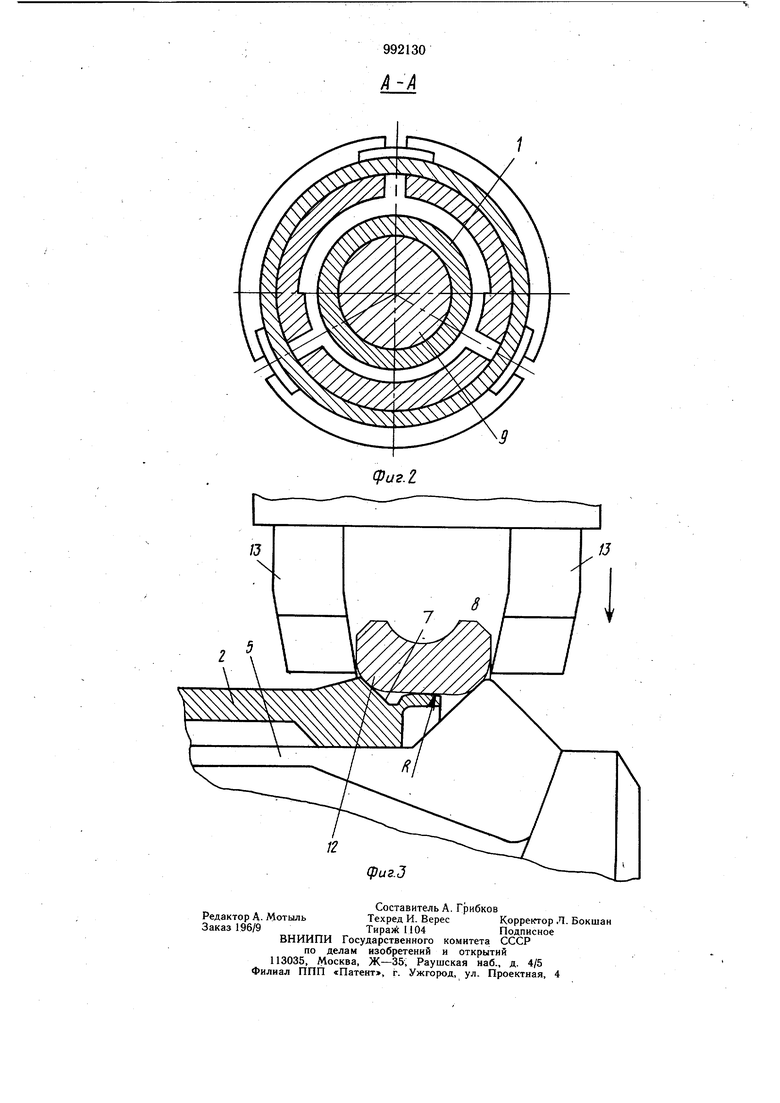
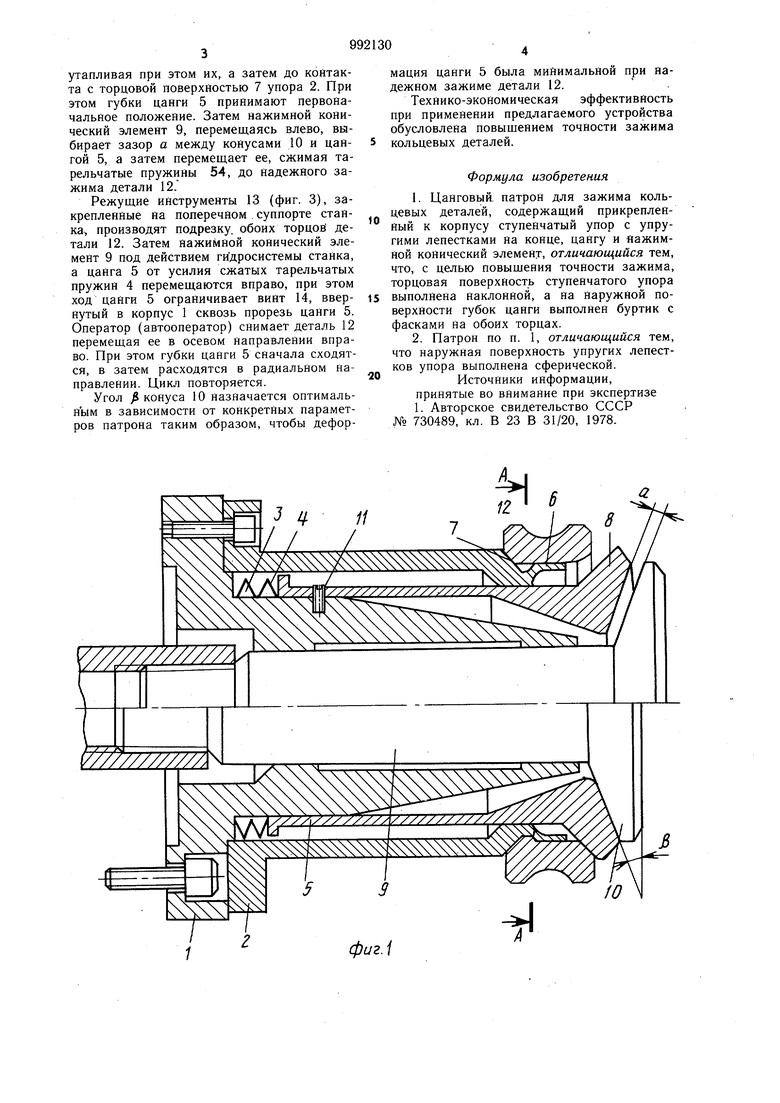
На фиг. 1 представлен патрон, обший вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - патрон с зажатой деталью.
ДЕТАЛЕЙ
Цанговый патрон состоит из корпуса I, к. которому жестко прикреплен упор 2 (фиг. 1). На цилиндрическом пояске 3 корпуса 1 установлен пакет тарельчатых пружин 4 и цанга 5, имеющая возможность
S осевого перемещения. Упор 2 выполнен ступенчатым с упругими лепестками 6 на конце. Торцовая поверхность 7 ступенчатого упора 2 выполнена наклонной, а на наружной поверхности губок цанги 5 выполнен буртик 8 с фасками на обоих торцах. В отверстии корпуса 1 расположен нажимной конический элемент 9 с кону, сом 10. Ход цанги 5 ограничен винтом 11, Наружная поверхность упругих лепестков 6 упора 2 может быть выполнена сфери15 ческой с радиусом R.
Патрон работает следующим образом.
В исходном положении нажимной конический элемент 9 выдвинут вправо. При этом между поверхностями конуса 10 и 20 губок цанги 5 имеется зазор а (фиг. 1). Обрабатываемая деталь 12 перемещается оператором (или автооператором) в осевом направлении, вначале до контакта с фаской буртика 8 (фиг. 3) губок цанги 5,
утапливая при этом их, а затем до контакта с торцовой поверхностью 7 упора 2. При этом губки цанги 5 принимают первоначальное положение. Затем нажимной конический элемент 9, перемещаясь влево, выбирает зазор а между конусами 10 и цангой 5, а затем перемещает ее, сжимая тарельчатые пружины 54, до надежного зажима детали 12.
Режущие инструменты 13 (фиг. 3), закрепленные на поперечном . суппорте станка, производят подрезку, обоих торцов детали 12. Затем нажимной конический элемент 9 под действием гидросистемы станка, а цанга 5 от усилия сжатых тарельчатых пружин 4 перемещаются вправо, при этом ход цанги 5 ограничивает винт 14, ввернутый в корпус 1 сквозь прорезь цанги 5. Оператор (автооператор) снимает деталь 12 перемещая ее в осевом направлении вправо. При этом губки цанги 5 сначала сходятся, в затем расходятся в радиальном направлении. Цикл повторяется.
Угол конуса 10 назначается оптимальным в зависимости от конкретных параметров патрона таким образом, чтобы деформация цанги 5 была минимальной при надежном зажиме детали 12. . Технико-экономическая эффективность при применении предлагаемого устройства обусловлена повыщением точности зажима кольцевых деталей.
Формула изобретения
1.Цанговый, патрон для зажима кольцевых деталей, содержащий прикрепленный к корпусу ступенчатый упор с упругими лепестками на конце, цангу и нажимной конический элемент, отличающийся тем, что, с целью повышения точности зажима, торцовая поверхность ступенчатого упора
выполнена наклонной, а на наружной поверхности губок цанги выполнен буртик с фасками на обоих торцах.
2.Патрон по п. 1, отличаюш,ийся тем, что наружная поверхность упругих лепестков упора выполнена сферической.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 730489, кл. В 23 В 31/20, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1984 |
|
SU1220874A1 |
| Цанговый патрон | 1985 |
|
SU1284724A1 |
| Цанговый патрон | 1973 |
|
SU499058A1 |
| Цанговый патрон | 1990 |
|
SU1773576A1 |
| ЦАНГОВЫЙ ПАТРОН ДЛЯ ЗАЖИМА ФАСОННЫХ ДЕТАЛЕЙ | 1995 |
|
RU2109600C1 |
| Цанговый патрон | 1986 |
|
SU1351713A1 |
| Цанговый патрон | 1980 |
|
SU904906A2 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2003 |
|
RU2265500C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| Зажимной патрон | 1986 |
|
SU1404191A1 |