112
Изобретение относится к электрофизической обработке металлов, в частности к электродам-инструментам, и может быть использовано для контактноабразивной резки труднооб- рабатываемых материалов.
Цель изобретения - повышение качества электрода-инструмента,
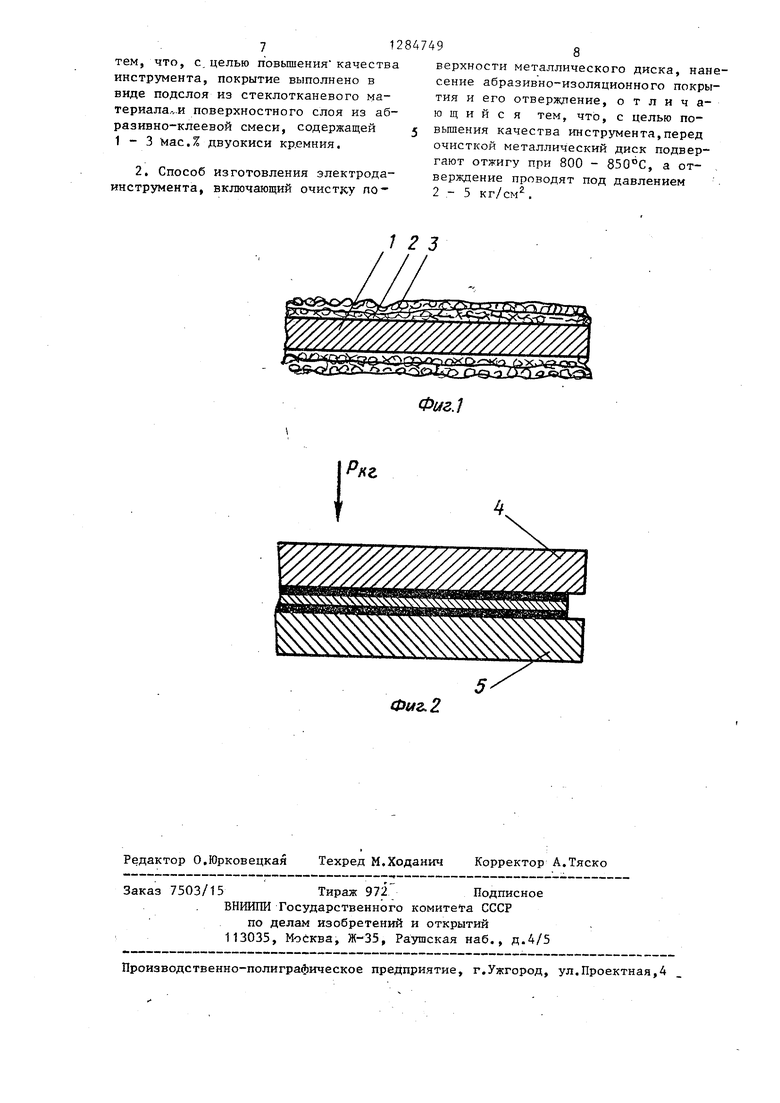
На фиг.1 показана часть электро- да-инструмента, сечение; на фиг.2 - схема сборки электрода-инструмента при отверждении.
Электрод-инструмент содержит .(фиг. 1) металлический диск 1, изготовленный из листового проката, подслой 2 из стеклотканевого материала сетки или разреженной стеклоткани, пропитанной теплостойким клеевым связующим, абразивно-клеевую смесь 3, содержащую нитевидные кристаллы двуокиси кремния в количестве 1-3% от массы связующего. Диск с нанесенным покрытием помещают между плитами 4 и 5 (фиг.2), и к-верхней плите (4 прикладывают давление.
Пример . Металлический диск 0 600 Mf и толщиной 1,5 мм из Ст.З подвергают полному путем нагрева до и выдержки при этой температуре в течение 2 ч. Затем диск охлаждают вместе с печью до 200°С, после чего вынимают из печи и охлаждают на воздухе. Поверхность диска перед нанесением композиции опескосуруивают и обезжиривают бен
. зином калоша с последующей сушкой в течение 30 мин для полного удаления летучих с поверхности диска. Затем на поверхность диска наносят подслой из стеклотканевого материала и абразивно-клеевую смесь с нитевидными кристаллами двуокиси кремния.
В качестве абразивно-клеевой основы берут состав 1, содержащий, мае.ч.: эпоксидная смола ЭД-16 100; малеиновый ангидрид 30; N, N -диме- тил-г-фенилендиамин 0,2; кварцевый песок 15, и состав 2, содержащий, мае.ч.: эпоксидная смола ЭД-20 100; полиамидная смола Л-20 80;карбид крем ния 20.
Абразивно-клеевые смеси готовят непосредственно.перед нанесением на диск путем перемешивания исходных компонентов в течение 10 - 15 мин до получения однородной пастообразной массы. При перемещивании в составы 1 и 2 добавляют необходимое колнчест
во нитевидных кристаллов двуокиси кремния. Смесь наносят шпателем.
После нанесения абразивно-клеевой смеси диск помещают между плитами пресса.
Отверждение составов проводят по следующим режимам. Состав 1 :, температура 120 С; время вьщержки 10 ч,давление 0,4 МПа.Состав 2: температура 20°С , время выдержки 72 ч; давление 0,3 МПа.
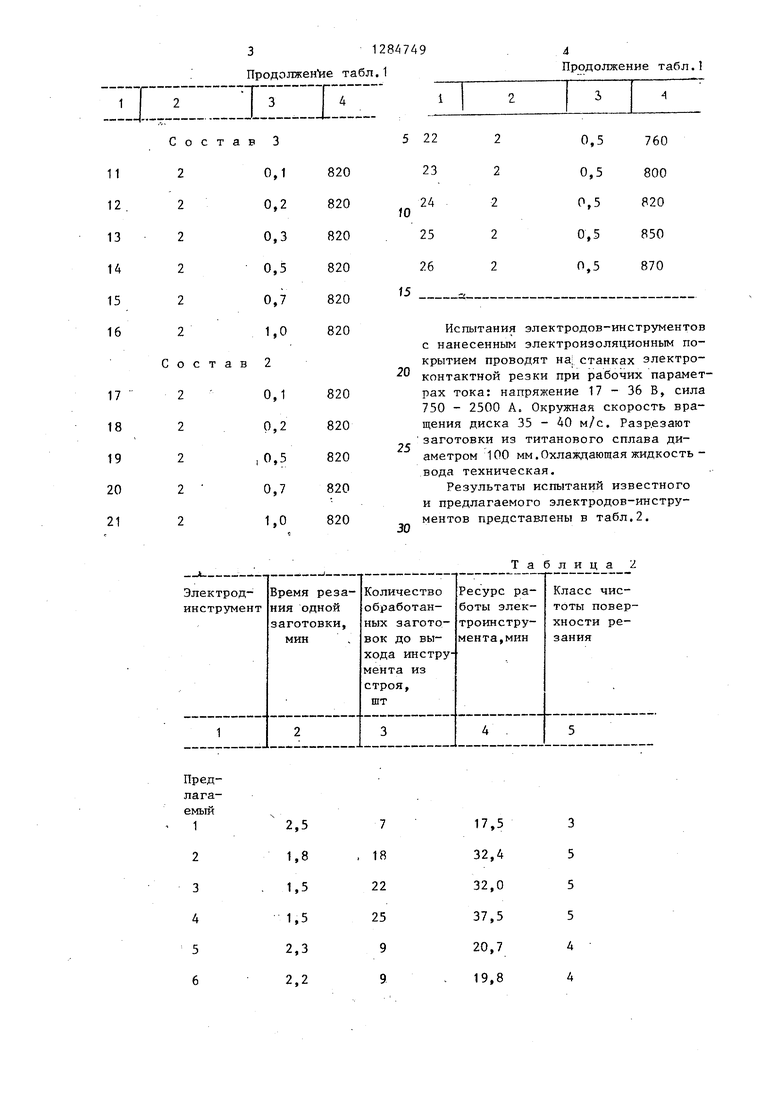
После окончания процесса диск вынимают из пресса и передают на испытания. Остальные электроды-инструменты изготавливают подобным образом. В абразивно-клеевой смеси меняют только содержание нитевидных кристаллов двуокиси кремния, оставляя остальные компоненты в количестве, указанном для составов 1 и 2. Температуру и время отверждения выдерживают постоянными, меняя только давление.
Конкретные параметры процесса изготовления электродов-инструментов .приведены в табл.1.
Таблица 1
31284749
Продолжен ие табл. 1
4
Продолжение табл.1
Таблица 2
Из представленных в табл.2 данныхФормула изобретения видно, что предлагаемый электрод-инструмент обеспечивает увеличение ско- 1. Электрод-инструмент, состоящий
ростк резания в 1,6 - 1,8 раза, ре-из металлического диска, на боковых
сурса работы в 3 раза и улучшениеповерхностях которого выполнено почистоты поверхности резания на 2 -крытие из абразивно-изоляционного
3 класса.материала, отличающийся
тем, что, с.целью повьшения качества инструмента, покрытие выполнено в виде подслоя из стеклотканевого ма- териала.-,.и поверхностного слоя из абразивно-клеевой смеси, содержащей 1 - 3 ыас.% двуокиси кр.емния.
2. Способ изготовления электрода- инструмента, включающий очистку поверхности металлического диска, нанесение абразивно-изоляционного покрытия и его отверждение, отличающийся тем, что, с целью повышения качества инструмента,перед очисткой металлический диск подвергают отжигу при 800 - 850°С, а отверждение проводят под давлением 2-5 кг/см.
/ 2 3
Фиг.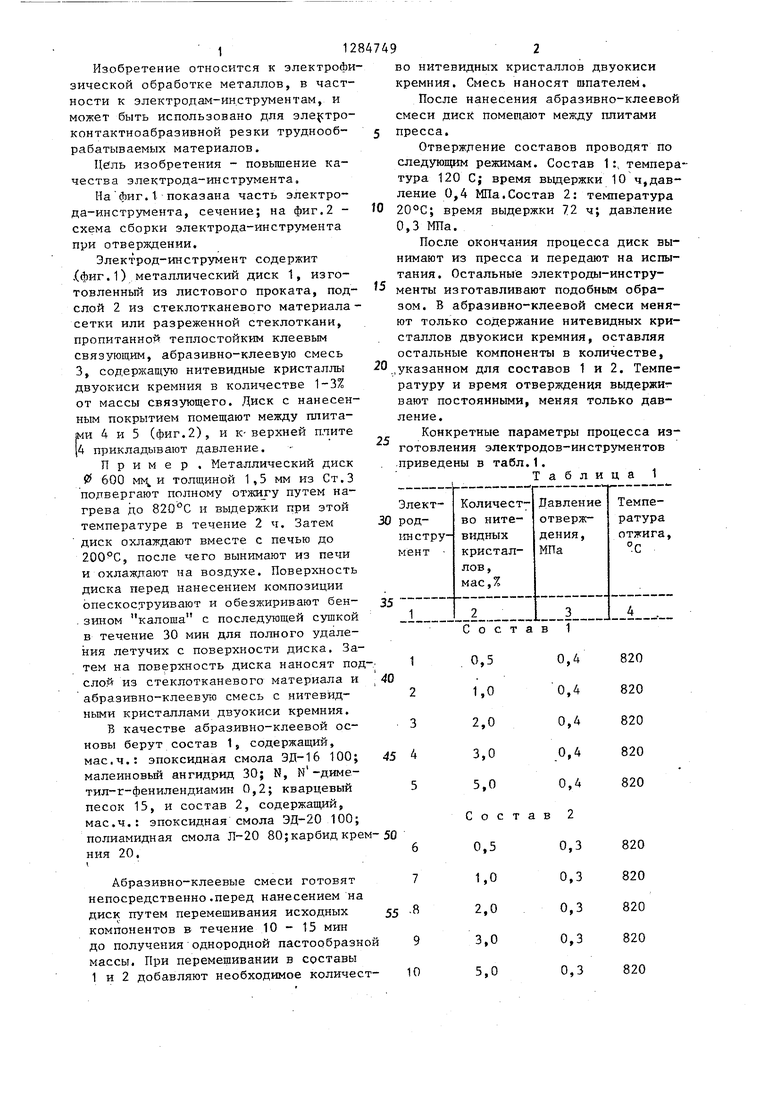

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НЕСКОЛЬЗЯЩЕГО ПОКРЫТИЯ | 2020 |
|
RU2753273C1 |
| СПОСОБ ГУММИРОВАНИЯ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ | 1991 |
|
RU2031466C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ КРЕПЛЕНИЯ РЕЗИН К МЕТАЛЛУ ПРИ ВУЛКАНИЗАЦИИ | 2023 |
|
RU2816354C1 |
| Состав подслоя под хлоропреновые клеи | 1974 |
|
SU503893A1 |
| Абразивный материал | 1983 |
|
SU1255416A1 |
| СПОСОБ ПРОЧНОГО СОЕДИНЕНИЯ ПОЛИУРЕТАНОВОЙ ОБОЛОЧКИ С МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТЬЮ ВАЛА | 2000 |
|
RU2199567C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ГРАФИТИРОВАННОГО ЭЛЕКТРОДА К НАНЕСЕНИЮ ЗАЩИТНОГО ПОКРЫТИЯ | 2024 |
|
RU2823409C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО ЭЛЕКТРОННОГО МОДУЛЯ И КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2469063C1 |
| Способ изготовления окрасочного валика малярного инструмента | 1982 |
|
SU1065459A1 |
| ЭЛЕКТРОПРОВОДНАЯ КОМПОЗИЦИЯ ДЛЯ ГАЛЬВАНОПЛАСТИКИ | 2011 |
|
RU2463389C1 |
Изобретение относится к электродам-инструментам и способам их получения и может быть использовано для электрофизической обработки труднообрабатываемых металлов.Цель изобретения - повышение качества электрода-инструмента. Электрод-инструмент содержит металлический диск, на боковой поверхности которого выполнено двухслойное по.срытие, состоящее из подслоя стеклотканевого материала и абразивно-клеевой смеси, содержаще й 1 - 3 мас.% двуокиси кремния. Способ изготовления элек- . трода-инструмента включает отжиг металлического диска при 800 - 850°С в течение 2 ч, очистку поверхности, нанесение абразивно-изоляционного покрытия и отверждение его под дйв- лением 2-5 кг/см . Электрод-инструмент обе.спечивает увеличение скорости реза. 2 с.п. ф-лы, 2 табл. 2 ил. (Л с iNd 00 4 4 СО
Ф14г.2
| Инструмент для электроабразивного шлифования | 1978 |
|
SU776836A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для воздушно-дуговой резки металла | 1962 |
|
SU493329A2 |
