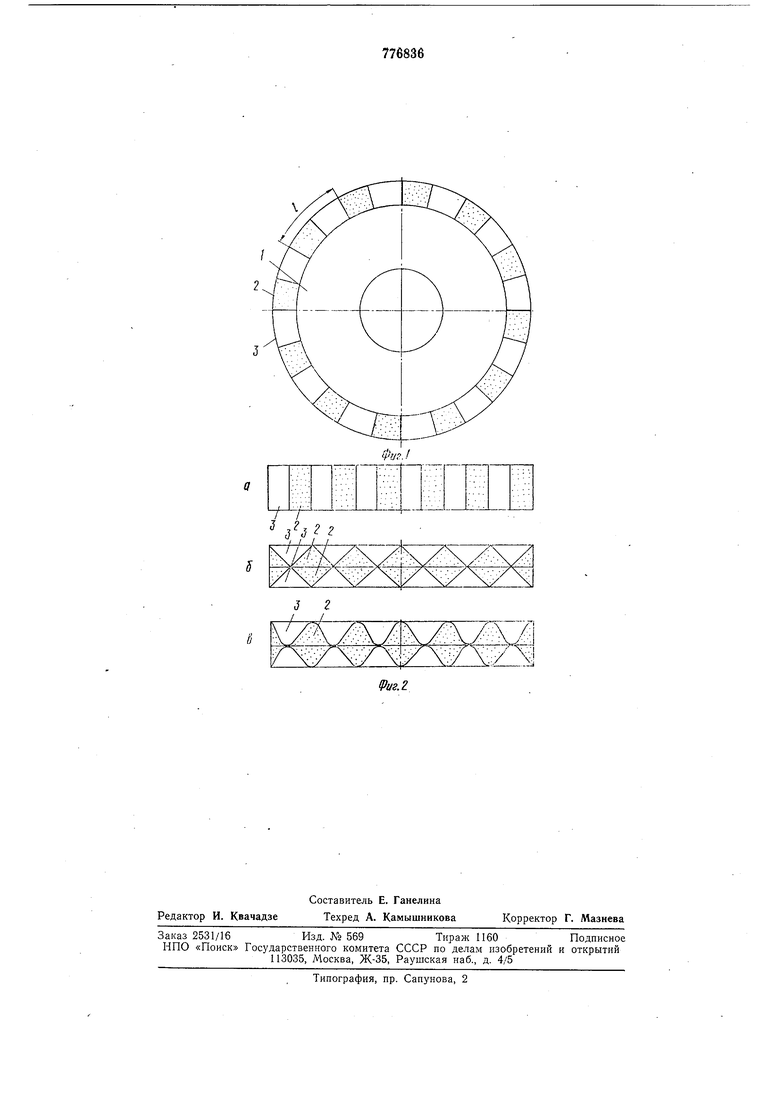
На фиг. 1 показан инструмент для шлифования; на фиг. 2 -BapfiffHTSi ЙьйсЬн ейия его поверхности.
Инструмент для электрбй рЙйвйбтб шлифования выполнен 6 виде токопроводяш,его круга 1 с центральным отверстием для установки на шпиндель станка. Абразйвный слой по периферии инструмента составлен в окруяШоЫ направлёййкг йз ггёриодиЧёски Чередующихся участков 2 и 3 с разными токопроводящими связками, имеющими различную электрохимическую растворимость - токопроводящими свойствами и перепадом их электрохимических эквивалентов, превышающим 0,05 г/А.ч. в диапазоне 0,2-0,7 г/А.ч. Участки 2 и 3 связок расположёны на периферии с периодическим чередованием в окружном направлении с шагом, величина которого меньше в 1,5-2 раза, чем отношение максимально допустимой условиями прочности окружной скорости V инструмента к частоте р свободных колебаний инструмента на шпинделе станка. Чередование участков токопроводящих связок 2 и 3 вь1пЬлнёнЬ на пёрйфёрйй дискретно (фиг. 2а) или с непрерывным и плавным изменением по ширине поперечного сечения абразивного слоя, например, по форме ромба (фиг.2б) или по синусоидальной форме (фиг. 2s).
В момент контакта детали и абразййнИх зерен участка 2 периферии инструмента с токопроводящей связкой, обладающей более высокой электрохимической активностью, интенсифицируются электролитические процессы в межэлёктродйом зазоре и электрохимическое растворение матери алов и снижается сила трения и резания. В момент контакта абразивных зерен участка 3 инструмента, абразивный слой которого вь1полнён на связке с более слабой электрохимической актйвЯбстью и Низкой тбКопроводнбстью, умёньщаётсй электрохимическое pactв6pёнйё мётйлЛа и побышаётсй сила трений и абразйЁнбго резаййй. ПёрйодйЧеciioe изменение силь feblsbiBaet ОтЙбсиФёльныё колебания инструмёита и детали Малой амплйтудь с частотой, прёВЁ}шаЙ51ией до 5 раз частоту свободных изГйбйых колебаний шпинделя с инструментом, и гасят автоколебания. Тем самым повышается виброустойчивость процесса электроабразивноrd ШлифоваййЙ и устранййтсй высойоампЛитуднь1е расКачйвЙЙйй уйругой системы стйййа йа собсфвеййой часФЪтё. Гйшёниё автоколебаний вЫcdkdпpoйЗвoДитeльном электроабразивном шлифовании повыiiia;eT стабиЛБНс(сН гйдрбдй Знй ёских йотЪкой эЛёКтролйтй и мёжэйёйтродного зазсзр а и, teivl с&йЬгй, устрайяйэтся вредные рЬзйЬнныё йвлейий и улучшаетсй каЧесФво
обработанной поверхности. При обработке HHCTp iileilTdiM fc пЛа&ным изменением каждого из участков 2, 3 (фиг. 26, 2в) по шири№ селения по периферии стабилизируется динамика обработки за счет уменьшения переменных сил и уровня возбуждаёмЁ1х кблёбаний, уменьщается износ инструмента, повышается стойкость его кромок, снижается шероховатость обработанной поверхности и повышается точность детали. Низкий уровень колебаний при работе инструментом с плавным чередованием участков 2, 3 токопроводящих связок по ширине поперечного сечения позволяет повышать режимы и производительность без снижения качества обработанной детали.
Эксплуатационные испытания инструментй на свйзках trfna Н-20 и МЛ-2Ц в процессе электроабразивного шлифования деталей
из жаропрочных сплавов в среде электролита показали, что при увеличении съёма материала до 2-х раз в сравнений с известным инструментом не возникают автоколебания, за счет этого устраняются вредные
эрозйонйью П1 оцёссы и одновременйо с повышением производительности обеспечивается улучшение качества обработанной поверхности.
Ф о р м у л а изобретения
Инструмент для электроабразивного шлифования, выполненный в виде токопроводящего круга с абразивным слоем на рабочей
поверхности его периферии, составленным из связок абразивной смеси, ётлйчаюц; и и с я тем, что, с целью повышейий произвбдИтёлБнбёти обработки и стойкости ййструмента за счет умёнЬи1ёйия автойблебаНИИ сиёте1 1ь1 станка, токЬп{)оводящий абразйвньгй слой выполйён по периферии из нескольких тбкопрбводйцхих сёйзок с перепадом их электрохимических йквйёаЛентбв, превышающим 0,05 г/А.ч. в дйайазбйе 0,2-
0,7 г/А.ч., а протйженйость участков из йёодинаковых связок пёрибдйЧескй йовторйется в Ькружнбй наПравлёййй с Шагом, равЙЁ}М
/
(1,5-3)/;
где V - максймаЛьнЬ допустимая условиями проЧйойтй ййструЫента окружйай скорость; р - частота свободныХ йзгйбных колебаний йнётрумёйта йа .
ЙётОчнйки ийформации, принятые вб бнйманйё при экспертизе
1. АйторскОе сёйдётельство СССР № 448109, кЛ. В 23Р 1/12, 1974.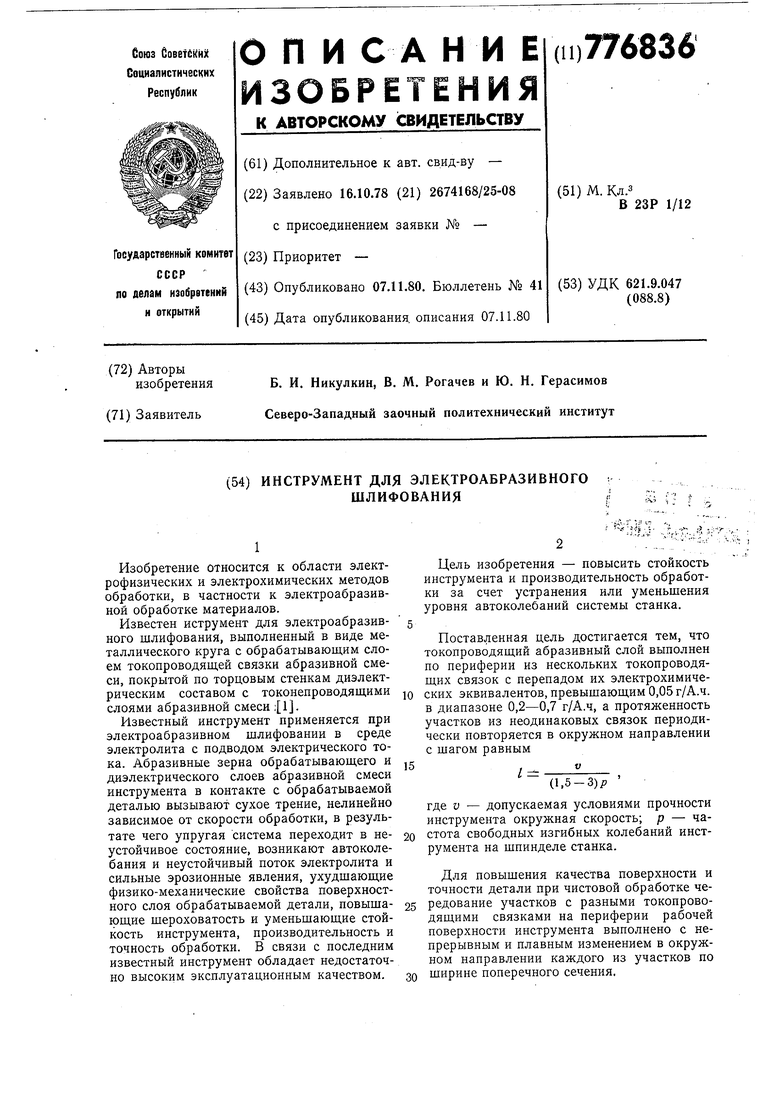
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимического абразивного шлифования | 1985 |
|
SU1323270A1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Способ шлифования | 1983 |
|
SU1087307A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| Способ электроабразивного шлифования | 1987 |
|
SU1437169A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2164852C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146587C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ | 2006 |
|
RU2328369C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |