Изобретение относится к эмалированию металлов и может быть использовано в различных отраслях промышленности при эмалировании длинномерньгх изделий.
Цель изобретения - снижение коробления ,
Для изготовления мешалок использз ют горячекатаные трубы диаметром от 57x6 до 159x20.
В качестве защитного покрытия для мешалок, изготовленных из стали 10, применяют эмаль марки 1513 Цд температура размягчения которой .
Пример 1, В Качестве образца выбрана мешалка якорная ( DxS t08x10 мм). Эмалированную.мешалку проверяют на сплошность дефектоскопом напряжением 20 кВ Нарушений сплошности не обнаружено. На дефектное место одевают нагреватель., а хвостовик мешалки закрепляют в зажимах разрывной машины.
Участок трубы длиною 300 мм кото рый деформирован, нагревают со ско-- ростью 60°С/мин до температуры размягчения эмалевого покрытия -400 С, Скорость деформации 0,2 мм/мин, Охлалодение производят вместе с печью до 20±5°С. Осмотр после исправления коробления якорной мешалки показывает появление разрывов в эмалевом покрытии и нарушение сплошности,
Пример2, В качестве образ-- ца выбрана мешалка лопастная {L 2290 мм, DxS 108xtO) . Опьгг проводят по технологии аналогично примеру t, но с изменением режимов: скорость
изменением режимов: нагрева 80 С/мин до температуры размягчения эмали 600 С, скорость деформации 6 мм/мин.
Осмотр после исправления коробления мешалки показывает, что разрывов в эмалевом покрытии нет, нарушения сплошности не обнаружено,
ПримерЗ, В качестве образца выбрана мешалка импеллерная (L 1700 мм, ) . Опыт проводят по режиму: скорость нагрева 100 С/мин до температуры размягчения эмали 600 С, скорость деформации 8 мм/мин.
Осмотр после исправления коробления показывает, что разрывов в эмалевом покрытии нет, нарушения сплошности не обнаружено.
ПримерА. В качестве образца выбрана мешалка импеллерная (L 1700 мм, ). Опыт проводят по
режиму; скорость нагрева 100°С/мин
до температуры размягчения эмали
600 С, скорость деформации 10 мм/мин.
S
0
Осмотр после исправления коробления показывает наличие разрывов в эмалевом покрытии.
В процессе устранения коробления и постепенного охлаждения мешалок вместе с печью происходит снятие рас- тягиваюш;их напряжений. Продолжитель-г ность отдельных операций (нагрев зон деформации, время продольного растяжения и охлаждения) различна для различного типоразмера мешалок, так как зависит от металлоемкости и степени коробления деформируемого участка.
Пример5. В качестве образца выбрана мешалка мм, DxS 108x10.
Нарушений сплошности не обнаружено, при проверке на сплошность дефектоскопом напряжением 20 кВ.
На дефектное место одевают нагреватель, а хвостовик мешалки закрепляют в зажимах разрывной машины, деформированный участок трубы нагревают со скоростью 60 С/мин до темпера- Муры размягчения 600°С,. Скорость де |5ормации устанавливают 253,4,5 мм/ /мин.
Охлаждение производят вместе с печью« Осмотр после исправления коробления якорной мешалки показывает появление разрывов в эмалевом покрытии и нарушение сплошности.
5 П р и м е р 6. В качестве образца выбрана мешалка лопастная ( мм, 8 108x10)., Опыт проводят по технологии аналогично примеру 1, но с изменением режимов; скорость нагрева
80°С/мин до температуры размягчения эмали 600 С, скорость деформации устанавливают 2,3; I lM/мин, Осмотр После исправления коробления мешалки показывает, что есть разрывы в эма левом покрытии.
П р и м е р 7 о Типоразмер мешалки такой же как в примере 6. Скорость нагрева 100 С/мин до температуры 600°С. Скорость деформации устанавли вагот 2,,3,455. Незначительные волосяные трещины обнаруживаются при осмотре. Дефектоскопом обнаружены пробои покрытия
П р и м е р 8. Типоразмер мешалки
5 аналЬгичен примеру 6. Скорость нагрева бО С/мин до температуры размягчения 600 С, скорость деформации устанавливают 6,7,8 мм/мин.
Осмотр после исправления коробления показывает, что разрывов в- эмалевом покрытии нет, наружений сплошности не обнаружено.
Приме р 9. Размер мешалки L 170U мм, . Скорость нагрева устанавливают 60, 80, 100 fi,o температуры размягчения эмали 600°С, скорость деформации 9 мм/мин. Осмотр после исправления коробления показывает наличие разрывов в эмалевом покрытии .
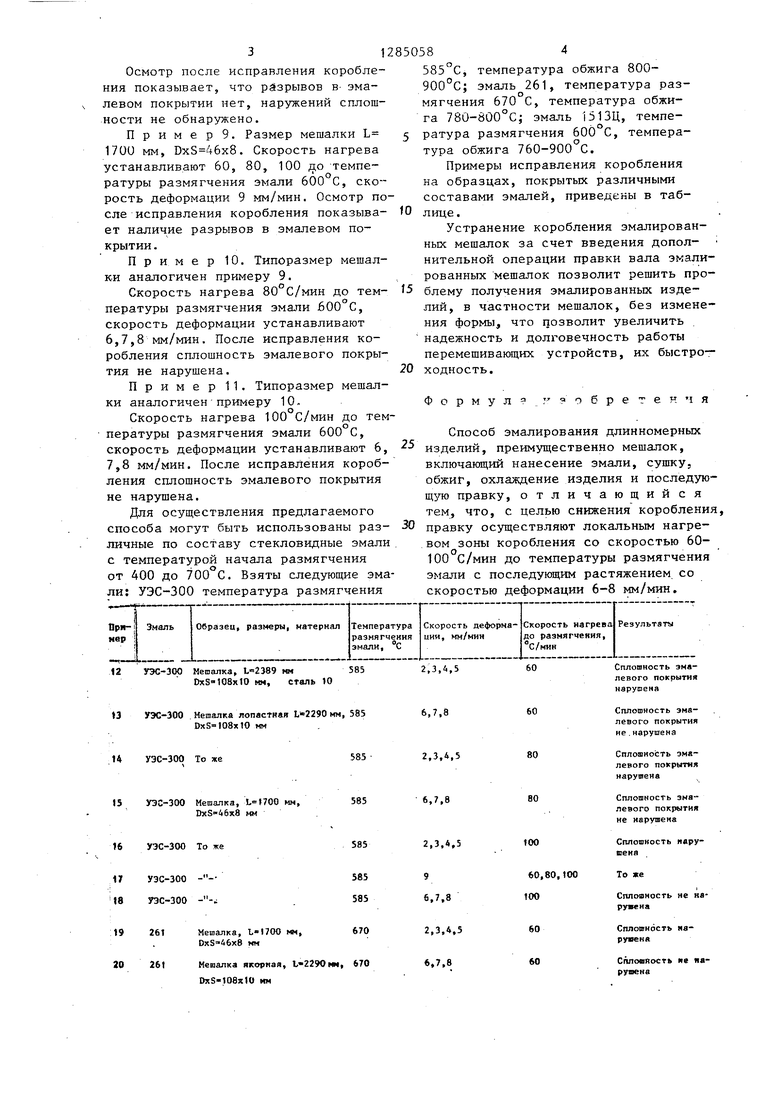
Пример 10. Типоразмер мешалки аналогичен примеру 9.
Скорость нагрева 80°С/мин до температуры размягчения эмали 600°С, скорость деформации устанавливают 6,7,8 мм/мин. После исправления коробления сплошность эмалевого покрытия не нарушена.
Пример 11. Типоразмер мешалки аналогичен примеру 10.
Скорость нагрева 100 С/мин до температуры размягчения эмали 600°С, скорость деформации устанавливают 6, 7,8 мм/мин. После исправления коробления сплошность эмалевого покрытия не нарушена.
Для осуществления предлагаемого способа могут быть использованы различные по составу стекловидные эмали с температурой начала размягчения от 400 до 700 С. Взяты следующие эмали: УЭС-300 температура размягчения
12 УЭС-ЗОр Мешалка, мм 585 0x5-108x10 мм, сталь 10
3 УЭС-300 Мешалка лопастиаи L-2290 мм, 585 )110 мм
14 УЭС-300 То же
15 УЭС-300 Мешалка, 1. 1700 мм, 585 DxS-46x8 Ю1
16 УЭС-300 То же
УЭС-300 УЭС-300 261
Мешалка, к«, DxS -46x8 км
585 585
670
Мепалка якорная, 1.«2290нм, 670 0x8-108x10 им
585°С, температура обжига 800- 900°С; эмаль 261, температура размягчения 670 С, температура обжига 780-800°С эмаль |513Ц, темпе- ратура размягчения 600 С, температура обжига 760-900°С.
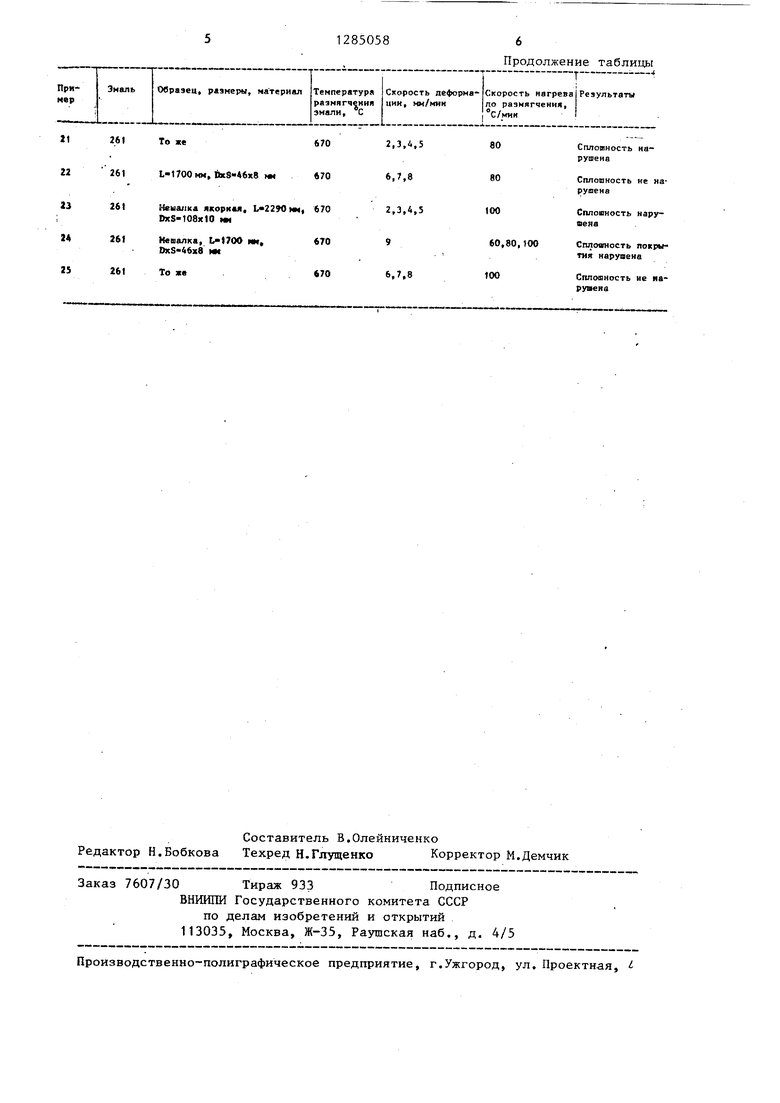
Примеры исправления коробления на образцах, покрытых различными составами эмалей, приведены в таблице.
Устранение коробления эмалированных мешалок за счет введения допол- нительной операции правки вала эмалированных мешалок позволит решить проблему получения эмалированных изделий, в частности мешалок, без изменения формы, что позволит увеличить надежность и долговечность работы перемешивающих устройств, их быстроходность.
Формул
бреге
ч я
Способ эмалирования длинномерных изделий, преимущественно мешалок, включающий нанесение эмали, сушку, обжиг, охлаждение изделия и последую- щз -ю правку, отличающийся тем, что, с целью снижения коробления, правку осуществляют локальным нагревом зоны коробления со скоростью 60- 100 С/мин до температуры размягчения эмали с последующим растяжением, со скоростью деформации 6-8 мм/мин.
2,3,4,5 6,7,8 2,3,4,5 6,7,8
2,3,4,5
9
6,7,8
2,3,4,5 6,7,8
60 60 80 80
100
60,80,100 100
60 60
Сплошность эмв- левого покрытия нарушена
Сплошность эмалевого покрытия не.нарушена
Сплошность эмалевого покрытия нарушена
Сплошность эмалевого покрытия не нарушена
Сплошность иару- тена
То же
Сплошность не ка- рутсна
Сплошность иа- рувена
Сппошяость ке яа- руоена
261 26 i
261
14еыш1ка якоркш, , 670 DxS-t08x10 m
Неоалка, L-1700 им,670
DxS-46x8 Mt
To же670
Продолжение таблицы
100 60,80,too
too
рупенв
Сплоиность нару- оеяа
Сплоогиость покрытия наруоема
Сплошность не иа- рувеяа
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ШЕРОХОВАТОГО СТЕКЛОЭМАЛЕВОГО ПОКРЫТИЯ | 1997 |
|
RU2123541C1 |
| Способ эмалирования внутренней поверхности металлической трубы | 1985 |
|
SU1289911A1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИЗГОТОВЛЕНИЯ И МОНТАЖА ТРУБОПРОВОДОВ С ПОМОЩЬЮ СВАРКИ | 1991 |
|
RU2053313C1 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2056988C1 |
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2003 |
|
RU2227241C1 |
| СПОСОБ СОЕДИНЕНИЯ ЭМАЛИРОВАННЫХ ТРУБ | 1996 |
|
RU2109197C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НЕСТАРЕЮЩЕЙ СТАЛИ ДЛЯ ЭМАЛИРОВАНИЯ | 1992 |
|
RU2039839C1 |
| СТАЛЬНОЙ ЛИСТ С ФАРФОРОВО-ЭМАЛЕВЫМ ПОКРЫТИЕМ И ФРИТТЫ ДЛЯ ЭМАЛИРОВАНИЯ | 1998 |
|
RU2198244C2 |
| Способ сварки эмалированной трубы с концевым элементом | 1984 |
|
SU1237354A1 |
| Способ подготовки поверхности стали перед эмалированием | 1986 |
|
SU1381197A1 |
Изобретение относится к эмалированию длинномерных металлических изделий, может быть использовано в производстве мешалок. Цель изобретения - снижение коробления изделий. На мешалку металлическую наносят фритту эмали, температура размягчения которой в зависимости от состава в пределах 400 - 700 С. Были использованы фритты различных по составу эмалей. После обжига одной из эмалей 1513 Ц, УЭС-300, 261 на мешалках наблюдается коробление. Для снятия коробления осуществляют правку путем локального нагрева зоны коробления со скоростью 60 100 град/мин до температуры размягчения эмали, что составляет соответственно 600, 585 и 670°С, с последующим растягиванием изделия со скоростью деформации 6 - 8 мм/мин. Осуществление изобретенного способа позволяет устранить коробление эмалированных мешалок, что обеспечивает надежность и долговечность работы. 1 табл. с (Л С
| Эмалирование металлических изделий./Под ред | |||
| В.В.Варгина | |||
| Л.: Маншностроенйе, 1972, с | |||
| УСТРОЙСТВО ПАРОПЕРЕГРЕВАТЕЛЯ | 1920 |
|
SU295A1 |
