Изобретение относится к черной металлургии, в частности к производству листового проката и совершенствует процесс термической обработки холоднокатаных полос, преимущественно из успокоенных алюминием марок сталей, предназначенных для эмалирования.
Известны способы производства холоднокатаной нестареющей стали, включающие холодную прокатку полос, смотку в рулоны и их рекристаллизационный отжиг при 660-700оС с промежуточной выдержкой при 550оС и средней скоростью нагрева 12-17оС.
У эмалированных изделий из холоднокатаной стали, полученной с помощью известного способа, наблюдается растрескивание и скол эмали после их изготовления, так называемый дефект эмалевого покрытия "рыбья чешуя".
Наиболее близким к предлагаемому способу по технической сущности является известный способ производства стали, включающий холодную прокатку полос, смотку в рулоны и их рекристаллизационный отжиг в колпаковых печах осуществляемый следующим образом. Полученные на стане холоднокатаные полосы заданной толщины из горячекатаного подката, смотанные в рулоны, поступают в термический цех для рекристаллизационного отжига в колпаковых печах. Отжиг осуществляют по следующему режиму: нагрев проводят в два этапа, на первом до 330-370оС с нерегламентируемой скоростью, а на втором до температуры промежуточной выдержки 550-590оС с контролируемой изменяемой скоростью. Эту скорость определяют по выражению:
v=  (1± 0,05)
(1± 0,05) (1.1) где N2 содержание азота в стали, мас.
(1.1) где N2 содержание азота в стали, мас.
Al содержание алюминия в стали, мас.
Ткп температура конца горячей прокатки, оС;
Тсм температура смотки, оС
ε степень обжатия при холодной прокатке,
τ1 время нагрева до 330-370оС
τ текущее время, затраченное при нагреве от температуры окружающей среды до первой ступени отжига, ч.
Полученные по этому способу производства полосы поставляют заказчику потребителю, где осуществляют штамповку изделий и покрытие их эмалью.
Основным недостатком известного способа производства холоднокатаной стали является появление на эмалированных изделиях дефекта "рыбья чешуя". Этот дефект проявляется в виде трещин на эмали в течение некоторого времени после ее нанесения на поверхность изделия и последующего их обжига. Появление трещин на поверхности эмали приводит к отбраковке изделий и является следствием выделения водорода (Н2) из металла при вылеживании изделий на складе. Склонность холоднокатаной стали к выделению водорода после покрытия изделий эмалью оценивают по длительности прохождения Н2 через всю толщину листа, одна сторону которого обработана серной кислотой (Н2SO4).
Исследования показывают, что для холоднокатаного листа одной марки стали одного типоразмера, полученного с использованием известного способа, по одинаковым технологическим режимам на соответствующих переделах, длительность времени прохождения Н2 через металл (h 1,5 мм) составляет 10-45 мин. Столь широкий диапазон изменения водородных характеристик холоднокатаной отожженной стали связывают при прочих равных условиях (Тсм, Тк.п и степень обжатия) с текстурой стали. При этом, чем больше степень текстурованности стали, тем сильнее проявляется на эмалированных изделиях дефект "рыбья чешуя". Это связано с тем, что у высокотекстурованных нестареющих сталей зерно вытянутой оладьеобразной формы с протяженными границами, через которые водород легко проходит и диффундирует из стали. Для растекстурованных или низкотекстурованных сталей структура характеризуется равноосными зернами феррита с границами малой протяженности, сдерживающими диффузию Н2, и благоприятствует снижению образования вышеуказанного дефекта на эмалированной поверхности.
В то же время качественно оценить текстуру стали можно с помощью коэффициента нормальной пластической анизотропии  . Для высокотекстурованных сталей на уровне 55-95% коэффициент
. Для высокотекстурованных сталей на уровне 55-95% коэффициент  составляет 1,7-2,2, для низкотекстурованных ниже 1,5-1,4. У холоднокатаных нестареющих сталей, полученных с помощью известного способа,
составляет 1,7-2,2, для низкотекстурованных ниже 1,5-1,4. У холоднокатаных нестареющих сталей, полученных с помощью известного способа,  находится в пределах 1,8-2,1.
находится в пределах 1,8-2,1.
Известно из теории, что на конечную текстуру отожженной нестареющей стали помимо содержания алюминия (Al) и азота (N2) определяющее значение оказывает скорость нагрева до температур отжига. Влияние скорости нагрева определяется воздействием на следующие структурные факторы: образования благоприятной (высоким значениям  ) текстуры (III), рост и форму рекристаллизованных зерен феррита и изменение состояния нитридов алюминия (AlN). В известном способе производства предложенная зависимость скорости нагрева (1.1) позволяет получать после отжига металл, имеющий высокую текстурованность и, как следствие, высокие значения
) текстуры (III), рост и форму рекристаллизованных зерен феррита и изменение состояния нитридов алюминия (AlN). В известном способе производства предложенная зависимость скорости нагрева (1.1) позволяет получать после отжига металл, имеющий высокую текстурованность и, как следствие, высокие значения  (1,8-2,1). Это в конечном итоге при высокой штампуемости приводит к довольно высокому, в отдельных случаях до 100% браку изделий, прошедших эмалирование по дефекту "рыбья чешуя". Другим недостатком способа является то, что он применим только при содержании Al в стали в пределах 0,03-0,06% тогда как, например, для стали 08Ю по ГОСТ 9045-80 содержание Al находится в пределах 0,02-0,07%
(1,8-2,1). Это в конечном итоге при высокой штампуемости приводит к довольно высокому, в отдельных случаях до 100% браку изделий, прошедших эмалирование по дефекту "рыбья чешуя". Другим недостатком способа является то, что он применим только при содержании Al в стали в пределах 0,03-0,06% тогда как, например, для стали 08Ю по ГОСТ 9045-80 содержание Al находится в пределах 0,02-0,07%
Для снижения дефекта типа "рыбья чешуя" скорость нагрева рулонов в печах в интервале температур 400-600оС изменяют исходя из выражения
v=(80.100)e (1.2) где 80 100 максимальная скорость нагрева нестареющей стали, оС/ч;
(1.2) где 80 100 максимальная скорость нагрева нестареющей стали, оС/ч;
е 2,7
N2 содержание азота в стали (мас.);
Al содержание алюминия в стали (мас.)
4.5 коэффициент пропорциональности полученный эмпирически.
Предложенный способ производства холоднокатаной нестареющей стали для эмалирования включает холодную прокатку полос, смотку в рулоны и их рекристаллизационный отжиг в колпаковых печах.
Отличается предлагаемый способ от прототипа тем, что скорость нагрева рулонов в печах в интервале температур 400-600оС изменяют исходя из выражения (1.2).
Предложенный способ не известен из уровня техники, следовательно он соответствует критерию "новизна".
Предложенный способ для специалиста явным образом не следует из уровня техники, следовательно он соответствует критерию "изобретательский уровень".
Предложенный способ может быть использован в промышленности, следовательно он соответствует критерию "промышленная применимость".
Предлагаемый способ производства холоднокатаной нестареющей стали для эмалирования осуществляют следующим образом. Прокатываемые на стане холодной прокатки горячекатаные полосы из низкоуглеродистой стали, раскисленной Al, например 08Ю, смотанные в рулоны, поступают на приемный склад рулонов термического отделения. Рекристаллизационный отжиг осуществляют в одностопных колпаковых печах. Нагрев садки ведут по показаниям температуры стендовым термоэлектрическим преобразователем до температур рекристаллизации 660-700оС с последующей изотермической выдержкой при этой температуре. Причем до температуры 400оС нагрев ведут с нерегламентируемой скоростью (любой возможной), а до 600оС с постоянной скоростью, определяемой согласно выражению (1.2) для данной садки по процентному содержанию Al и N2 согласно паспорту плавки. После охлаждения садки под муфелем до температуры распаковки 100-140оС и на складе до температуры 20-40оС и дрессировки полосы, отгружают потребителям для производства эмалированных изделий.
Снижение брака эмалированных изделий по дефекту "рыбья чешуя" при использовании предлагаемого способа достигают за счет получения у холоднокатаных отожженных продрессированных полос стабильно низкой степени текстурованности на уровне 30-45% что соответствует значениям коэффициента нормальной пластической анизотропии  не выше 1,4.
не выше 1,4.
При этом длительность прохождения водорода составляет 30-40 мин, что практически исключает появление дефекта "рыбья чешуя".
Оптимальный температурный интервал, изменение скорости нагрева в котором при отжиге нестареющей стали эмалирования приводит к резкому изменению величины  , нашли опытным путем. Исследования проводили на сталях, у которых согласно ГОСТ 9045-80 содержание Al может изменяться от 0,02 до 0,07% и N2 0,002-0,008, т. е. 08Ю (08ПС). С этой целью для плавок стали с отношением N2/Al, равным 0,03; 0,15; 0,3, в трех различных интервалах температур при рекристаллизационном отжиге: 150-400оС; 400-600оС и 600 (660-700)оС варьировали скорость нагрева от 5 до 80оС/ч.
, нашли опытным путем. Исследования проводили на сталях, у которых согласно ГОСТ 9045-80 содержание Al может изменяться от 0,02 до 0,07% и N2 0,002-0,008, т. е. 08Ю (08ПС). С этой целью для плавок стали с отношением N2/Al, равным 0,03; 0,15; 0,3, в трех различных интервалах температур при рекристаллизационном отжиге: 150-400оС; 400-600оС и 600 (660-700)оС варьировали скорость нагрева от 5 до 80оС/ч.
Согласно данным табл. 1 только изменение скорости нагрева (при прочих равных условиях) в интервале температур от 400оС до 600оС приводит к существенному изменению коэффициента анизотропии  . Увеличение скорости нагрева в вышеуказанном интервале приводит к снижению значений
. Увеличение скорости нагрева в вышеуказанном интервале приводит к снижению значений  .
.
Изменение скорости нагрева нестареющих сталей в интервале 150-380оС и 600 (650-700)оС практически не оказывает влияния на величину коэффициента  . Значение
. Значение  , как известно, определяется размером, формой зерен, ориентировкой осей зерен, т.е. текстурой феррита и характером выделений AlN.
, как известно, определяется размером, формой зерен, ориентировкой осей зерен, т.е. текстурой феррита и характером выделений AlN.
В то же время при более высоком содержании Al в металле и низком N2в структуре стали (при прочих равных условиях) следовательно, больше вытянутых (оладьеобразных) зерен, выше диффузия Н2 и выше значения  . При более высоком проценте N2 и снижении содержании Al в плавке, образуется неблагоприятная "рыбья чешуя" текстура металла, ухудшаются пластические свойства полосы.
. При более высоком проценте N2 и снижении содержании Al в плавке, образуется неблагоприятная "рыбья чешуя" текстура металла, ухудшаются пластические свойства полосы.
Именно в интервале 400-600оС при рекристаллизационном отжиге стабилизированных Al нестареющих сталей типа 08Ю происходит выделение нитридов алюминия из зерен феррита. В зависимости от условий (скорости) нагрева выделение нитридов алюминия из пересыщенного азотом феррита происходит до или после того, как произойдет рекристаллизация деформированного феррита. Это, в свою очередь, определяет форму зерна феррита, в первом случае вытянутую "оладьеобразную", благоприятную к высоким значениям  , а во втором равноосную мелкозернистую, неблагоприятствующую высоким значениям
, а во втором равноосную мелкозернистую, неблагоприятствующую высоким значениям  структуру. Кроме того, увеличение скорости нагрева приводит к снижению образования резковыраженной текстуры (III), благоприятствующей высоким значениям коэффициента
структуру. Кроме того, увеличение скорости нагрева приводит к снижению образования резковыраженной текстуры (III), благоприятствующей высоким значениям коэффициента  .
.
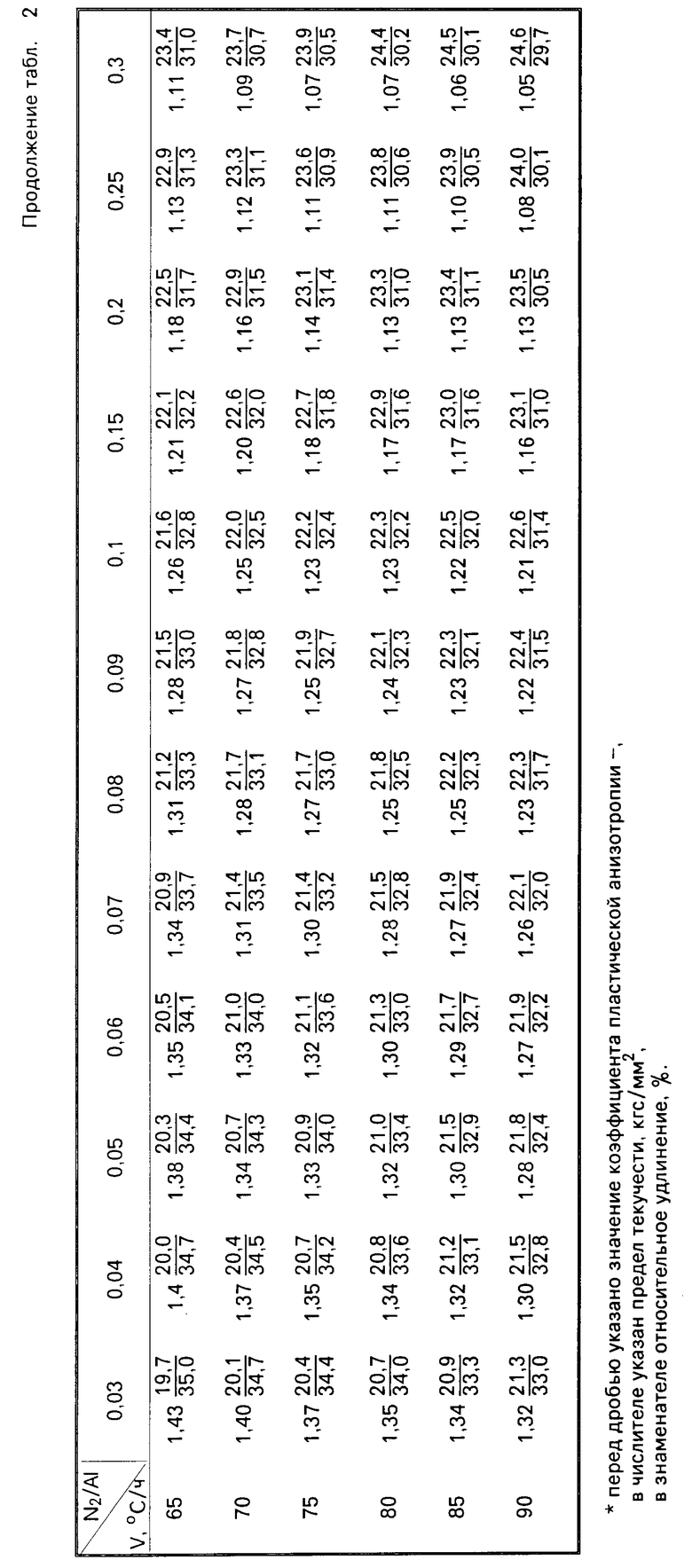
При выборе оптимальной скорости нагрева в интервале 400-600оС исходили из условия, чтобы  не был более 1,4, предел текучести σ тне превышал 21 кгс/мм2 и σ 4 не менее 34-38% т.к. механические свойства листа соответствовали значениям категории вытяжки СВ ГОСТ 9045-80. В табл. 4 приведены результаты исследований по определению оптимальной скорости нагрева холоднокатаных полос в диапазоне температур 400-600оС.
не был более 1,4, предел текучести σ тне превышал 21 кгс/мм2 и σ 4 не менее 34-38% т.к. механические свойства листа соответствовали значениям категории вытяжки СВ ГОСТ 9045-80. В табл. 4 приведены результаты исследований по определению оптимальной скорости нагрева холоднокатаных полос в диапазоне температур 400-600оС.
Из данных, представленных в табл. 2, следует: чтобы получить у нестареющей стали свойства, исключающие на эмалированных изделиях дефект "рыбья чешуя", т.е.  < 1,4, при сохранении пластических свойств при различном содержании азота и алюминия в стали, необходима определенная контролируемая скорость нагрева. При рекристаллизационном отжиге нестареющих сталей в интервале температур 400-600оС, если скорость нагрева больше оптимальной, коэффициент R снижается (< 1,4), но ухудшаются пластические свойства стали. При скоростях нагрева, меньших оптимального значения, не обеспечивается требуемое значение коэффициента нормальной пластической анизотропии,
< 1,4, при сохранении пластических свойств при различном содержании азота и алюминия в стали, необходима определенная контролируемая скорость нагрева. При рекристаллизационном отжиге нестареющих сталей в интервале температур 400-600оС, если скорость нагрева больше оптимальной, коэффициент R снижается (< 1,4), но ухудшаются пластические свойства стали. При скоростях нагрева, меньших оптимального значения, не обеспечивается требуемое значение коэффициента нормальной пластической анизотропии,  т.е. требуемая текстура. Применив к полученным результатам методы математической обработки данных, получили выражение для определения скорости нагрева при рекристаллизационном отжиге в колпаковых печах в интервале температур 400-600оС нестареющей стали для эмалирования
т.е. требуемая текстура. Применив к полученным результатам методы математической обработки данных, получили выражение для определения скорости нагрева при рекристаллизационном отжиге в колпаковых печах в интервале температур 400-600оС нестареющей стали для эмалирования
v=(80.100)e
Предлагаемый способ производства холоднокатаной нестареющей стали для эмалирования опробовали в промышленных условиях. С этой целью выбрали две плавки стали 08Ю по 6 горячекатаных рулонов в каждой с Тк.п.= 860оС и Тем. 600оС размером 4,2 х 1350 мм и 3,5 х 1420 мм и прокатали их на стане холодной прокатки на конечный размер соответственно 1,5 мм и 1,25 мм. Степень деформации ε составила 64% Содержание основных химических элементов приведено в табл. 3.
В термическом отделении сформировали по одной садке от каждой плавки и отожгли их по существующему режиму. При этом скорость нагрева садки из трех рулонов по существующему режиму в интервале температур (330-370) (550-590)оС при τ1=4,04 и τ= 17 ч изменялась согласно (1.1):
v (1± 0,05)
(1± 0,05) e°=30,0°C/ч
e°=30,0°C/ч
v (± 0,05)
(± 0,05) e°=26,9°C/ч
e°=26,9°C/ч
v (1± 0,05)
(1± 0,05) e
e =13,3°C/ч
=13,3°C/ч
v (1± 0,05)
(1± 0,05) e
e 12
12 0C/ч
0C/ч
Оставшиеся 3 рулона каждой плавки отожгли с использованием предлагаемого способа, где величину скорости нагрева в интервале 400-600оС поддерживали постоянной и нашли из выражения (1.2) подставив исходные значения:
v
v
Продрессированный металл отгрузили заводу-потребителю, где осуществили штамповку и эмалирование изделий. В табл. 4 приведены данные испытаний холоднокатаного листа, обработанного по известному и предлагаемому способам.
Анализ данных табл. 4 показывает, что использование предлагаемого способа позволяет при сохранении пластических свойств на уровне не ниже категории вытяжки СВ ГОСТ 9045-80 существенно понизить текстурованность стали, т.е. снизить величину коэффициента нормальной пластической анизотропии  . В результате чего показатель
. В результате чего показатель  металла полосы из стали 08Ю составляет 1,35-1,38, тогда как при использовании известного способа 2,01-2,07. В соответствии с этим отбраковка эмалированных изделий по дефекту "рыбья чешуя" снижается с 38-35,5% до 3,4-3,7% т.е. на 34,3-31,8%
металла полосы из стали 08Ю составляет 1,35-1,38, тогда как при использовании известного способа 2,01-2,07. В соответствии с этим отбраковка эмалированных изделий по дефекту "рыбья чешуя" снижается с 38-35,5% до 3,4-3,7% т.е. на 34,3-31,8%
Таким образом, использование предлагаемого способа производства стали для эмалирования из нестареющей холоднокатаной полосы в сравнении с прототипом, позволяет снизить брак эмалированных изделий по дефекту "рыбья чешуя". В результате чего выход годного эмалированных изделий повышается на 34,3-31,8%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОС ХОЛОДНОКАТАНОГО ЛИСТОВОГО ПРОКАТА ДЛЯ ЭМАЛИРОВАНИЯ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ТИПА 08, ЛЕГИРОВАННОЙ ФОСФОРОМ (0,04 - 0,10 МАС.%) И АЛЮМИНИЕМ (0,02 - 0,08 МАС.%) | 1992 |
|
RU2010634C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ ЭМАЛИРОВАНИЯ | 2008 |
|
RU2379361C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ШТАМПОВКИ И ПОСЛЕДУЮЩЕГО ЭМАЛИРОВАНИЯ | 2000 |
|
RU2159820C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС ДЛЯ ЭМАЛИРОВАНИЯ | 2008 |
|
RU2392072C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ШТАМПОВКИ И ПОСЛЕДУЮЩЕГО ЭМАЛИРОВАНИЯ | 2010 |
|
RU2424328C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ ДЛЯ ЭМАЛИРОВАНИЯ | 1996 |
|
RU2101368C1 |
| СПОСОБ ПРОИЗВОДСТВА СВЕРХНИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ И ПОСЛЕДУЮЩЕГО ОДНОСЛОЙНОГО ЭМАЛИРОВАНИЯ | 2014 |
|
RU2547976C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ЛИСТА ДЛЯ ЭМАЛИРОВАНИЯ | 1999 |
|
RU2165809C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПОДКАТА СТАЛЬНОЙ ПОЛОСЫ ТОЛЩИНОЙ 1,8-2,0 мм ДЛЯ ЭМАЛИРОВАНИЯ | 2009 |
|
RU2392335C1 |
| РУЛОННЫЙ ПРОКАТ ИЗ ХОЛОДНОКАТАНОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2023 |
|
RU2821636C1 |



Использование: в черной металлургии, в частности, в производстве листового проката. Сущность изобретения: после холодной прокатки и смотки полос в рулоны их отжигают в колпаковых печах. Нагрев под отжиг в интервале температур 400 600°С ведут со скоростью, определяемой по эмпирической зависимости с учетом содержания алюминия и азота в стали. Способ предназначен для повышения качества эмалированных изделий за счет снижения дефекта эмалевого покрытия "рыбья чешуя". 4 табл.
СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НЕСТАРЕЮЩЕЙ СТАЛИ ДЛЯ ЭМАЛИРОВАНИЯ, включающий холодную прокатку полос, смотку в рулоны и их рекристаллизационный отжиг в колпаковых печах, отличающийся тем, что нагрев под отжиг в интервале температур 400 600oС ведут со скоростью, определяемой из выражения
где 80 100 максимально допустимая скорость нагрева нестареющей стали, oС/ч;
4,5 коэффициент;
N2 содержание азота в стали,
Al содержание алюминия в стали,
| Способ производства полос | 1987 |
|
SU1475942A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

