Изобретение относится к трубопроводной арматуре, в частности к соединениям труб с внутренним эмалевым покрытием сваркой и может быть использовано при сборке трубопроводов, предназначенных для транспортировки коррозионно-активных сред в нефтяной, газовой, химической промышленности, в системе ЖКХ и других отраслях промышленности.
Известно соединение трубопроводов, содержащее набор элементов крепления: подвижный и неподвижный фланцы, эластичное кольцо и втулку, которые монтируются на концах соединяемых труб и стягиваются крепежными элементами (1). Соединение конструктивно и по исполнению сложно, металлоемко и не гарантирует надежности при эксплуатации, так как не предусматривает защиту от коррозии места стыка труб.
Известно устройство для защиты внутреннего сварного шва трубопровода, содержащее втулку с раструбами, несущую на себе установочные выступы, уплотнительные элементы - упругоэластичные манжеты (2). Однако при сварке труб упругоэластичные манжеты нагреваются до значительных температур и в процессе эксплуатации быстро теряют исходные свойства, что приводит к разгерметизации уплотнения и проникновению агрессивной среды в зону сварного шва.
Наиболее близким по технической сущности и достигаемому результату является соединение эмалированных труб, состоящее из двух труб и установленную коаксиально внутри них в зоне стыка втулку с внутренним эмалевых покрытием, с кольцевой проточкой и радиальными упорными выступами. Полость между проточкой втулки и внутренней поверхностью труб заполнена материалом с адгезионными свойствами. Соединение содержит уплотнительные резиновые кольца. После сварки труб над полостью выполняются два технологических отверстия для закачивания во внутрь адгезионного материала, например клея "Циакрил ЭО" (3). Известному соединению присущи отмеченные выше недостатки. Кроме того, для формирования антикоррозионного слоя требуется дополнительное оборудование (нагревательное оборудование, перекачивающие насосы и др.), что осложняет реализацию соединения в полевых условиях, а использование в качестве защитного материала клея, резиновых уплотнителей и наличие концентраторов напряжений в зоне соединения (технологические отверстия) снижают надежность соединения в процессе эксплуатации трубопровода.
Задачей изобретения является устранение существующих недостатков известных решений, а именно повышение надежности, коррозионной стойкости сварного соединения, его прочности при длительной эксплуатации трубопроводов, расширение области применения соединения при транспортировке химически агрессивных сред, снижение энергозатрат и расхода материалов, сокращение времени сборки и сварки соединения.
Поставленная задача решается тем, что в предлагаемом соединении эмалированных труб, наиболее близком к известному (3) по основным конструктивным элементам и достигаемому техническому результату, содержащем две трубы с внутренним эмалевым покрытием, эмалированную втулку с внешним радиальным выступом, установленную коаксиально внутри труб, антикоррозионное покрытие между внутренней поверхностью концов соединяемых труб и внешней поверхностью втулки, но по предлагаемому соединению втулка имеет разрез по ее длине, а радиальный выступ выполнен по всему периметру среднего сечения втулки, при этом ширина (l) и высота (h) выступа, а также длина (L) втулки и толщина (t) ее стенки соотносятся к толщине (S) стенки соединяемых труб соответственно как l/S=(0,1-0,3), h/S=(0,3-0,6), L/S (2-5), t/S=(0,12-0,35), причем втулка имеет наряду с внутренним внешнее эмалевое покрытие такого же марочного состава эмали, что и эмалевое покрытие труб, а в качестве связующего компонента антикоррозионного покрытия эмалевой композиции используют силикатную легкоплавкую эмаль с температурным коэффициентом линейного расширения (ТКЛР), равнозначным (близким) ТКЛР эмали труб и втулки.
Значительную роль в предлагаемом соединении эмалированных труб выполняют конструктивные особенности втулки. Соотношения размеров радиального выступа втулки, длины и толщины ее стенки взаимосвязаны с толщиной стенок соединяемых труб, а пределы указанных соотношений установлены экспериментально с учетом образования изотермического температурного поля в зоне термического влияния, создаваемого при формировании корневого шва в процессе сварки труб с различной толщиной стенок. С учетом указанного фактора используют разрезанную втулку, специальный состав шликера для образования легкоплавкой эмали с ТКЛР, равнозначным ТКЛР эмали труб и втулки. Все отмеченное создает условия формирования прочного антикоррозионного слоя по всей поверхности соприкосновения труб и втулки в виде эмалевой композиции, включая эмалевые покрытия труб и втулки, а процесс осуществляется с использованием тепловой энергии, передаваемой от сварки труб.
Выбор значений ТКЛР легкоплавкой эмали установлен с учетом приведения комплекса эксплуатационных свойств антикоррозионного слоя к свойствам эмалевого покрытия труб и втулки.
Радиальный бурт по всему периметру втулки кроме выполнения функции, обеспечивающей симметричную геометрическую фиксацию труб по отношению друг к другу и втулке, при дуговой сварке частично оплавляется, перемешивается с металлом труб и сварочного электрода, а при охлаждении прочно сцепляется с корневым сварочным швом по всему периметру труб.
Разрез по длине втулки, выполненный по одному из вариантов: по линии, параллельной оси, под углом к оси втулки или по ломаной линии, обеспечивает компенсацию напряжений, возникающих от термических и механических воздействий при сборке соединения, включая сварку. С этой же целью на радиальном выступе выполняют по крайней мере четыре поперечных надреза по его высоте, выполненных попарно в диаметрально противоположных направлениях.
С учетом известных способов соединения труб с внутренним антикоррозионным покрытием из различного материала в настоящей заявке на соединение эмалированных труб разработан способ для его выполнения.
Из источников информации известен способ соединения труб посредством сочленения их с промежуточным элементом (4). В полость между промежуточным элементом, эластичными уплотнениями на его концах и внутренней поверхностью труб после сварки через штуцеры подают горячий воздух и заполняют полость жидким твердеющим материалом. Затем полость продувают горячим воздухом до образования твердой защитной пленки и заполняют ее нетвердеющим антикоррозионным материалом. Недостатки способа: сложное приборное обеспечение, многооперационность, снижение в процессе работы соединения эксплуатационных характеристик (герметичности, цельности покрытия на поверхностях, образующих полость, ослабление прочности соединения), связанное с использованием резиновых уплотнений, типом антикоррозионного материала, с наличием технологических отверстий в зоне сварного соединения.
Известны способы соединения металлических труб с внутренним антикоррозионным покрытием (5), тонких облицованных труб (6) или двусторонне эмалированных труб (7). Перечисленные способы предназначены для соединения труб с использованием двух промежуточных элементов из коррозионно-стойкого металла, их механического обжатия, двойную сварку (5, 6) или соединения эмалированных труб с напрессовкой на них нагретого промежуточного элемента (7).
Кроме перечисленных выше недостатков? рассмотренные способы соединения неприменимы для стыковки труб внешних транспортных трубопроводов, испытывающих продольные и поперечные амплитурные нагрузки. Это инициирует нарушение сплошности соединений, коррозионные процессы, особенно в зоне сварного соединения.
Наиболее близким по технической сущности и достигаемому результату к заявленному является способ соединения труб с внутренним термопластическим покрытием (8), включающий размещение внутри концов труб на участке без термопластического покрытия втулки с внутренним покрытием, с концевой проточкой и двумя кольцевыми канавками, заполнение кольцевой проточки термопластичным и теплоизолирующим материалом, а канавок - уплотнительными кольцами. Трубы соединяют сваркой, при которой концы внутреннего покрытия труб на расстоянии большем, чем ширина кольцевой проточки, и соприкасающуюся с покрытием труб часть термопластического материала втулки сваривают между собой путем их оплавления за счет тепла сварки.
Таким образом, герметизация сварного соединения внутри труб по данному способу осуществляется на небольшом кольцевом участке элементов соединения, а внутренний участок зоны сварного соединения контактирует только с теплоизоляционным материалом и не защищает его от коррозии в случае нарушения сплошности участка оплавления при сварочных работах или в процессе переменных нагрузок, действующих на трубопроводы при их эксплуатации. Поэтому отмеченные выше недостатки характерны для известного способа, выбранного за прототип.
Задачей предлагаемого по изобретению способа соединения труб с внутренним эмалевым покрытием при использовании предлагаемого в настоящей заявке соединения эмалированных труб является устранение недостатков известных решений: повышение надежности, коррозионной стойкости сварного соединения, его прочности при длительной эксплуатации трубопроводов, расширение области применения соединения для трубопроводов при транспортировке агрессивных сред, снижение энергозатрат, расхода материалов, сокращения времени сборки и сварки соединения.
При этом для реализации предлагаемого способа не требуется специального оборудования, дорогостоящих материалов и высокой квалификации персонала.
Поставленная задача решается тем, что в предлагаемом способе соединения эмалированных труб, включающем эмалирование втулки (нанесение покрытия), сочленение труб с втулкой (размещение втулки внутри концов труб), сварку, формирование в процессе сварки антикоррозионного покрытия между концами труб и втулкой в отличии от известного способа используют втулку с разрезом по ее длине и радиальным выступом по всему периметру среднего сечения втулки, при этом ширина (l) и высота (h) выступа, а также длина (L) втулки и толщина (t) ее стенки взаимосвязаны с толщиной (S) стенок соединяемых труб соотношениями: l/S=(0,1-0,3), h/S=(0,3-0,6), L/S=(2-5), t/S=(0,12-0,35), причем втулка имеет наряду с внутренним внешнее эмалевое покрытие такого же марочного состава эмали, что и эмалевое покрытие труб, а в качестве связующего компонентов антикоррозионного покрытия эмалевой композиции используют силикатную легкоплавкую эмаль с ТКЛР, близким ТКЛР эмали труб и втулки, при этом перед эмалированием втулки после разреза по длине осуществляют ее развальцовку по внешнему диаметру до размера внутреннего диаметра эмалированных труб, затем проводят сжатие эмалированной втулки, преимущественно до смыкания стенок в местах ее разреза, после чего наносят на соприкасаемые поверхности элементов соединения (втулка и концы труб) шликер для образования силикатной легкоплавкой эмали, а после размещения втулки внутри труб поверхности соприкосновения элементов соединения прижимают друг к другу за счет аккумулированной энергии при разжатии втулки и, используя тепловую энергию сварки и накопленную металлом стенок труб при наведении корневого сварного шва, формируют антикоррозионное покрытие в виде эмалевой композиции (эмали труб, втулки и силикатной легкоплавкой эмали) на длине соединения труб, равной длине втулки, по всей поверхности контакта концов труб с втулкой.
Существенные преимущества конструктивных признаков втулки, использованной в соединении эмалированных труб, подтверждаются в способе его реализации.
Развальцовка разрезанной втулки до размера внутреннего диаметра эмалированных труб позволяет аккумулировать механическую энергию при сжатии втулки, которая затем используется для плотного прилегания поверхностей соприкосновения подготовленной к размещению втулки внутри концов соединяемых труб, что обеспечивает автоматическую компенсацию зазоров между внутренними диаметрами труб и наружным диаметром втулки, возникающих из-за погрешности изготовления, допусков, отклонений по эллипсности, а также колебаний толщины эмалевых покрытий. При разжатии втулки внутри труб происходит принудительное заполнение пустот пастой шликера силикатной легкоплавкой эмали. Таким образом, между эмалевым покрытием из одинаковой марки эмали (на трубах и втулке) формируется слой шликера, силикатной легкоплавкой эмали. Выбор силикатной легкоплавкой эмали связан с использованием тепла от сварки труб на максимально возможном расстоянии от корневого сварного шва. При образовании сварочного шва от тепла аккумулированного металлом труб шликер расплавляется с образованием слоя силикатной эмали. В то же время эмалевое покрытие труб и втулки оплавляется без потери исходного сцепления с металлической поверхностью. В этот период создаются благоприятные термодинамические и кинетические условия для образования прочных химических связей фазовых составляющих компонентов основных эмалевых покрытий с силикатной легкоплавкой эмалью.
При охлаждении одинаковый ТКЛР контактирующих при сварке эмалей является условием формирования плотного, прочного, с хорошей пластичностью антикоррозионного покрытия в виде эмалевой композиции в зоне внутреннего сварного соединения по всей длине и поверхности соприкосновения втулки с концами соединяемых труб.
Вероятность получения качественного антикоррозионного слоя усиливается при размещении втулок в трубах разрезом вниз, а после размещения втулки в одной из труб при наполнении полости разреза пастой шликера силикатной легкоплавкой эмали.
После наварки сварного шва полость разреза перекрывается слоем эмалевой композиции, образовавшейся при охлаждении металла соединения.
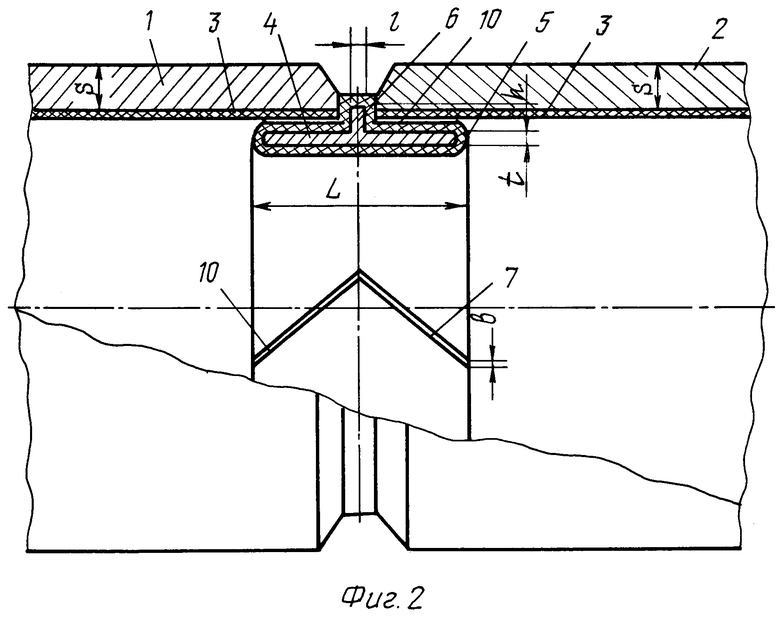
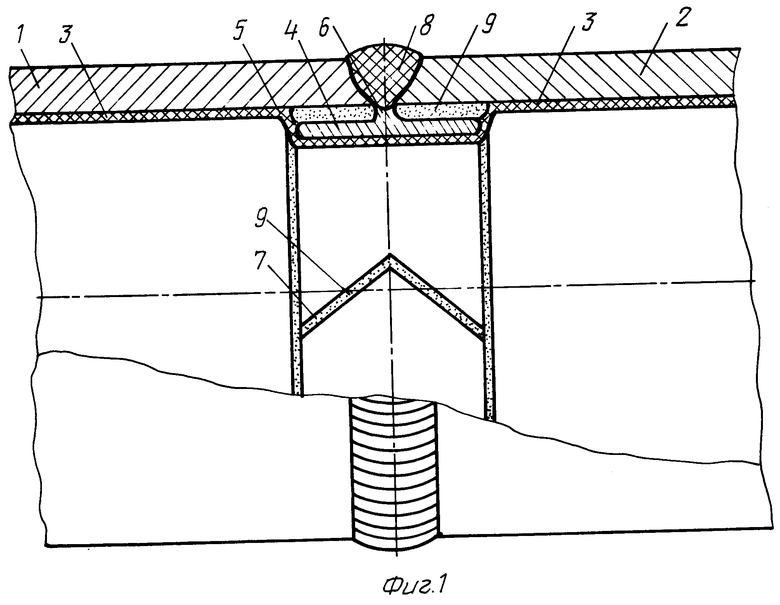
На фиг.1 и 2 изображены в продольном разрезе общий вид соединения эмалированных труб в рабочем состоянии и перед наведением корневого сварного шва.
Соединение (фиг.1) состоит из двух труб 1, 2 с внутренним эмалевым покрытием 3, втулки 4 с внутренним и внешним эмалевым покрытием 5 такого же марочного состава, что и эмалевое покрытие труб, по периметру в среднем сечении втулка имеет радиальный выступ 6, а по длине стенки сквозной разрез 7, выполненный по одному из вариантов: под углом или параллельно к оси втулки, по ломаной линии. Стенки труб соединены корневым сварочным швом 8, на длине соединения труб, равной длине втулки, имеется антикоррозионное покрытие 9 из эмалевой композиции, включающей эмали покрытий труб, втулки и силикатной легкоплавкой эмали.
На фиг.2, кроме того, обозначены: 10 - шликер силикатной легкоплавкой эмали, S - толщина стенок соединяемых труб, t - толщина стенки втулки, L - длина втулки, l - ширина радиального выступа втулки, h - высота радиального выступа втулки, b - ширина разреза втулки.
Параметры размеров втулки взаимосвязаны с толщиной стенок труб: l/S=(0,1-0,3), h/S=(0,3-0,6), L/S=(2-5), t/S=(0,12-0,35), b/S=(0,04-0,1).
Под конкретный внутренний диаметр и толщину стенки эмалированных труб 1 и 2, подлежащих соединению, изготавливают втулку 4, внешний диаметр которой определяют с учетом норм и требований свободной посадки соединяемых элементов. Остальные размеры конструктивных элементов втулки: толщина стенки (t), длина (L), ширина (l) и высота (h) радиального выступа 6 и ширина разреза (b) выполняются с учетом установленных соотношений в зависимости от толщины стенки труб. Изготовленная втулка разрезается по длине (L) на ширину (b), равную (0,04-0,1)S.
Для регулирования упругопластической деформации, возникающей при подготовке втулки к соединению с трубами, на радиальном выступе 6 выполняют по крайней мере четыре поперечных надреза по высоте попарно в диаметрально противоположных направлениях.
Разрезанную втулку развальцовывают по внешнему диаметру до размера внутреннего диаметра эмалированных труб, затем эмалируют по всей поверхности маркой эмали, использованной для эмалирования труб. Эмалированную втулку сжимают до соприкосновения стенок, фиксируют ее в сжатом состоянии. Готовят шликер состава силикатной эмали, обеспечивающий ее легкоплавкость и ТКЛР, близкий ТКЛР эмалям покрытий труб и втулки. Шликер 10 (в виде пасты или тестообразной массы) по общепринятой технологии эмалирования металлических изделий наносят на внешнюю поверхность втулки 4 и на внутреннюю поверхность концов соединяемых труб на расстоянии половины длины втулки. Втулку размещают сначала в одной из труб до соприкосновения торца трубы и радиального выступа 6 втулки 4 разрезом 7 вниз. Ввиду того, что при сжатии эмалированной втулки при соприкосновении стенок по месту разреза сохраняются полости, то они дополнительно заполняются пастой шликера. После размещения втулки во второй трубе ее разжимают. Стенки втулки за счет упругой деформации с постоянным усилием прижаты к стенкам трубы, а шликер, заполняя все пустоты, распределяется в виде сплошного слоя 10 между стенками труб и втулки. Соединение подготовлено к сварке стыка труб 1 и 2 (фиг.2).
При формировании корневого сварочного шва, кроме торцов стенок труб, происходит расплавление металла верхней части выступа втулки. От тепловой энергии, выделяемой при сварке и передаваемой через выступ и стенки труб, происходит прогрев и размягчение эмалевого покрытия труб и втулки, а также расплавление шликера легкоплавкой эмали. При сварке в результате действия сил поверхностного натяжения и массы жидкого металла, жидкой легкоплавкой эмали и давления сварочной дуги происходит термодинамическое взаимодействие между контактирующими расплавами эмалей. Благодаря близким значениям ТКЛР эмалей, в процессе остывания сварного соединения происходит формирование прочного, плотного с достаточной пластичностью антикоррозионного покрытия из эмалевой композиции 9 по всей длине и поверхности соприкосновения втулки и свариваемых труб. Втулка (через радиальный выступ) и трубы соединены корневым сварочным швом, что усиливает прочность соединения в целом.
Для заявленного соединения труб и способа его выполнения не требуется дополнительного оборудования и энергозатрат (используется только тепловая энергия сварочного процесса с учетом изотермы теплового поля, образуемого в зоне термического влияния на металл от тепла сварки), специальной подготовки и высокой квалификации исполнителей, что очень важно для выполнения соединения в полевых условиях.
Пример выполнения. Для соединения эмалированных труб с внутренним диаметром 245 мм и толщиной стенки 20 мм изготовлена втулка из марки металла, использованной для туб. Параметры втулки: внешний диаметр с учетом допусков на свободную посадку и толщину эмалевого покрытия равен 241 мм, толщина стенки 2,5 мм, длина 56 мм, ширина и высота выступа 2,8 и 9,0 мм соответственно. На диаметрально противоположных сторонах радиального выступа выполнены восемь равноудаленных по периметру выступа надрезов.
Втулка разрезана по длине под углом 15° к ее оси на ширину 2 мм и развальцована на внешний диаметр до размера внутреннего диаметра эмалированной трубы. На поверхность развальцованной втулки по известной технологии нанесено эмалевое покрытие эмалью марки ЭСБТ-9 с ТКЛР 105×10-7, 1/°C, использованной при эмалировании труб.
Эмалированную втулку сжали до смыкания разрезанных стенок и зафиксировали в сжатом состоянии.
С учетом результатов изучения распределения при сварке температурного поля по металлу в зависимости от толщины стенок сварного соединения подобран специальный состав шликера с минимальной температурой плавления для образования легкоплавкой эмали с ТКЛР 05×10-7, 1/°C т.е. равнозначным ТКЛР эмали труб и втулки, на всем участке сварного соединения на длину втулки. Близкие значения ТКЛР эмалей - важное условие образования качественного покрытия с высокими характеристиками эмалевой композиции, лимитирующим показателем которой является стойкость против растягивающих нагрузок.
После нанесения шликера на поверхности элементов соединения втулку разместили в трубах и разжали.
Сварку труб производили известным способом: ручной дуговой сваркой покрытием электродом в соответствии с требованиями СНиП-Ш-42-80.
Сварное соединение выдержало испытание по существующим методикам на прочность сварного соединения, плотность и герметичность эмалевой композиции и высокую стойкость к коррозии сварного соединения в различных средах, транспортируемых по трубопроводам.
В настоящее время предлагаемое соединение эмалированных труб использовано при соединении 400 м нефтепроводов в ОАО "Нефтегазстой" г. Волгоград.
Источники использованной информации
1. Патент РФ № 2158872.
2. Свидетельство на полезную модель № 20360.
3. Патент РФ № 2080510.
4. Патент РФ № 2080509.
5. Патент РФ № 2202457.
6. Патент РФ № 2153120.
7. Патент РФ № 2158871.
8. Патент РФ № 2157479.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2015 |
|
RU2602715C1 |
| ЭМАЛЕВЫЙ ШЛИКЕР ГРУНТОВОГО ПОКРЫТИЯ, СПОСОБ ЭМАЛИРОВАНИЯ И ЭМАЛЕВОЕ ПОКРЫТИЕ МЕТАЛЛОИЗДЕЛИЯ, ВЫПОЛНЕННОЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2004 |
|
RU2264359C1 |
| ЭМАЛЕВЫЙ ШЛИКЕР (ВАРИАНТЫ) | 2010 |
|
RU2440935C1 |
| СПОСОБ СОЕДИНЕНИЯ ЭМАЛИРОВАННЫХ ТРУБ | 1996 |
|
RU2104438C1 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2056988C1 |
| Способ соединения металлических деталей | 1979 |
|
SU1084338A1 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2201854C1 |
| Способ сварки трубчатых деталей с внутренним эмалевым покрытием | 1983 |
|
SU1106620A1 |
| МАССА ДЛЯ ПОЛУЧЕНИЯ СИЛИКАТНОГО ЭМАЛЕВОГО ПОКРЫТИЯ НА СТАЛИ | 2008 |
|
RU2368573C1 |
| Способ изготовления труб с внутренним эмалевым покрытием | 1990 |
|
SU1773646A1 |
Изобретение относится к строительству и используется при сооружении трубопроводов, транспортирующих коррозионно-активные среды. Соединение содержит две трубы с эмалевым покрытием, установленную коаксиально внутри труб эмалированную втулку с внешним радиальным выступом. выполненным по всему периметру среднего сечения втулки, которая имеет разрез по длине. Перед эмалированием втулки после ее разреза по длине для регулирования упругопластической деформации втулки по внешнему диаметру до размера внутреннего диаметра эмалированных труб выполняют на радиальном выступе попарно диаметральные надрезы. Сжимают эмалированную втулку, наносят на соприкасаемые поверхности элементов соединения шликер силикатной легкоплавкой эмали. После размещения втулки внутри концов соединяемых труб и ее разжатии поверхности соприкосновения элементов соединения прижимаются друг к другу за счет аккумулированной при сжатии втулки энергии. Формируют антикоррозионное покрытие в виде эмалевой композиции на длине соединения, равной длине втулки по всей поверхности контакта концов труб с втулкой, используя тепловую энергию сварки при формировании корневого сварного шва. Даны рекомендации по выбору геометрических параметров втулки и подбору антикоррозионного покрытия. Повышает надежность соединения. 2 с. и 7 з.п. ф-лы, 2 ил.
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ | 1995 |
|
RU2080510C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТОБАКТЕРИНА | 0 |
|
SU370193A1 |
| 1971 |
|
SU413494A1 | |
| Грузовой компенсатор контактной сети | 1974 |
|
SU499153A1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1998 |
|
RU2137976C1 |

