1
Изобретение относится к изготовлению эмалированных стальных труб с приварными элементами и может быть использовано в машиностроении.
Цель изобретения - предотвращение повреждения эмалевого покрытия.
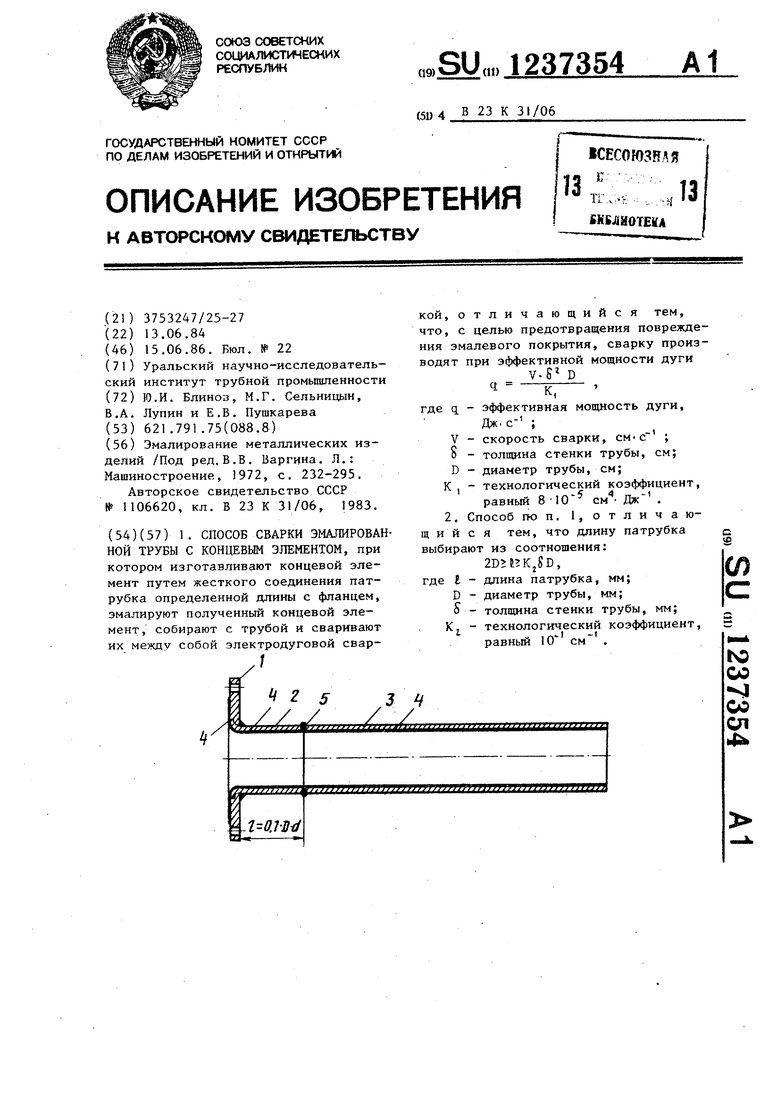
На чертеже представлена схема реализации предлагаемого способа.
К фланцам 1 предварительно приваривают стальные патрубки 2. На внутреннюю поверхность трубы 3, патрубков 2 и на рабочую поверхность фланцев 1 раздельно наносят слой 4 эмалевого покрытия известными способами Эмалированный патрубок 2 приваривают электродуговой сваркой в среде защитного газа, например углекислого, встык к эмалированной трубе 3 кольцевым швом 5 ,
Длину патрубка 2 выбирают равной от е до 2D трубы при ,, где I - длина фланца, мм; D - диаметр трубы, мм; о - толщина стенки трубы, мм, причем сварку эмалированного патрубка с эмалированной трубой осуществляют при эффективной мощности дуги, определяемой из уравнения: V-D-S
q.
к
V Э
S
где q - эффективная мощность электрической дуги, Дж/с; скорость сварки, см/с; диаметр трубы, см; толщина стенки трубы, см; К,8-10 - технологический коэсЬфициент см /дж,
В процессе сварки эмалированных трубы и патрубка под действием тепла электрической дуги эмалевое покрытие расплавляется и закрывает сварной шов 5 образуя качественное покрытие зоны шва внутри трубы.
Расчеты температурных напряжений и Деформаций показывают, что при нагреве до температуры выше 600°С в стальных изделиях возникают сварочны напряжения, величина которых превышает значение предела текучести. Это вызывает пластическую деформацию металла и приводит к короблению издели и, как следствие, к повреждению эмалевого покрытия.
Для исключения в процессе сварки эмалированной трубы с эмалированным фланцем растрескивания эмалевого покрытия на криволинейных участках фланцев необходимо осуществлять сварку так, чтобы фланец нагревался до
, 23735А1
температуры не выше . Это может быть достигнуто путем смещения места сварки от фланца на расстояние t 0,1D 0 , мм, и выбором соответствуюS щих параметров режима сварки, обеспечивающих ширину зоны нагрева изделия до температуры не вьщ1е 600°С меньшей, чем длина патрубка 2 концевого элемента .
0 При осуществлении сварки эмалированного патрубка с эмалированной трубой на расстоянии от фланца большем, чем О, IDS , мм, при эффективной мощности электрической дуги, выбранной из.уравнения:
V -D S 1 -iTTTTT-T- э Дж/С,
15
840эмалированный фланец нагревается до температуры ниже 600 С, а возникаю
г I и щие в нем сварочные напряжения не превышают предела текучести стали и не вызывают остаточной деформации металла, так как эффективная мощность электрической дуги в зависимости от параметров режима сварки может быть выражена уравнением: .U2 ,
где q - эффективная мощность электрической дуги, Дж/с; КПД электрической дуги ( - 0.8);
сила тока, aj напряжение дуги, В. Используя вычисленные значения эффективной мощности электрической дуги для различных типоразмеров труб можно определить параметры режимов сварки эмалированных патрубков с эмалированными трубами.
5
0
5
На эмалированных трубах с прива- ренньсми предлагаемым способом фланцами испытывали качество эмалевого покрытия в зоне сварного шва и на криволинейных участках фланцев на сплошность (наличие трещин в покрытии) . Сплошность покрытия проверяли электролитическим методом на дефекто- .скопе ЛКД-1-М. Полученные результаты показали, что при сварке эмалированных патрубков с эмалированной трубой на расстоянии от фланца ,l-D S эмалевое покрытие в зоне сварного шва и на криволинейных участках фланцев сплошное (без трещин), в то время как эмалевое покрытие на криволиней- с.ых участках фланцев при меньшей длине патрубков на сплошное и имеет
трещины, что снижает качество эмалированных труб.
При сварке эмалированной трубы с патрубком на расстоянии от фланца,. равном более 2D трубы, эмалевое покрытие в зоне шва и на криволинейных участках фланцев сплошное (без трещин) . Однако в этом случае вследствие малого диаметра труб затруднены визуальный контроль качества эмалевого покрытия в зоне сварного шва внутри трубы и ремонт эмалевого покрытия в случае его необходимости.
При сварке эмалированных патрубка и трубы на расстоянии от фланца ,lD-S, мм, но на эффективной мощности электрической дуги, выбранной вьпне значений, определяемых из урав- .нения:
Редактор А. Огар
Составитель М. Буянов
Техред .г,Гербер Корректор Г, Решетник
Заказ 3230/13 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
V-D-S
Дж/с,
8.10- происходит растрескивание эмалевого покрытия в зоне сварного шва и на криволиненых участках фланцев, что снижает качество эмалированных труб.
При сварке эмалированных труб и патрубков на заниженной эффективной мощности электрической дуги происходит непровар металла сварного шва, что также снижает качество эмалированных труб.
П| едлагаемый способ сварки эмали- рованных труб с концевыми элементами позволяет повысить качество эмалевого покрытия в зоне сварного шва и на криволинейных участках фланцев после сварки.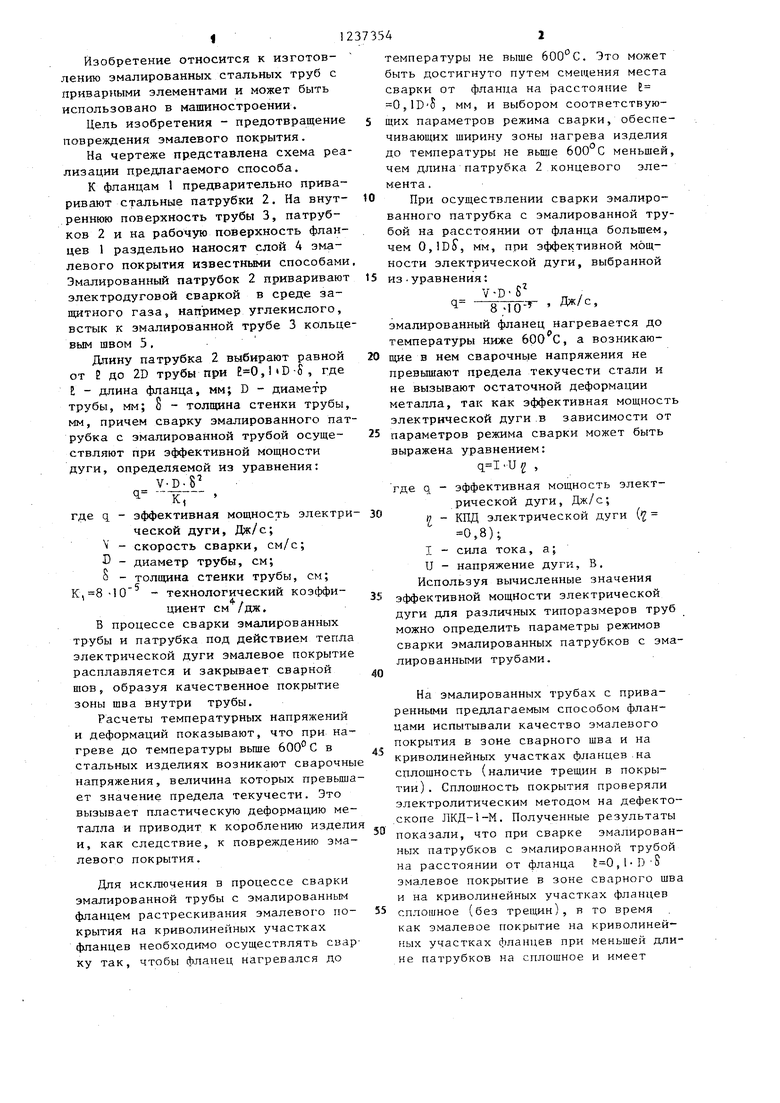
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трубчатых деталей с внутренним эмалевым покрытием | 1983 |
|
SU1106620A1 |
| СПОСОБ СОЕДИНЕНИЯ ЭМАЛИРОВАННЫХ ТРУБ | 1996 |
|
RU2109197C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1992 |
|
RU2037731C1 |
| СПОСОБ СВАРКИ ЭМАЛИРОВАННЫХ ТРУБ | 2001 |
|
RU2202457C1 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2015 |
|
RU2602715C1 |
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2003 |
|
RU2227241C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИЗГОТОВЛЕНИЯ И МОНТАЖА ТРУБОПРОВОДОВ С ПОМОЩЬЮ СВАРКИ | 1991 |
|
RU2053313C1 |
| Способ изготовления трубопроводов из эмалированных труб | 1985 |
|
SU1268348A2 |
| СПОСОБ СВАРКИ ТРУБ С ВНУТРЕННИМ ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1991 |
|
RU2009822C1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С ЗАЩИТНЫМ ПОКРЫТИЕМ | 1994 |
|
RU2088834C1 |
| Эмалирование металлических изделий /Под ред,В.В | |||
| Варгина | |||
| Л.: Машиностроение, 1972, с | |||
| Крутильно-намоточный аппарат | 1922 |
|
SU232A1 |
| Способ сварки трубчатых деталей с внутренним эмалевым покрытием | 1983 |
|
SU1106620A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
