Изобретение относится к гальванотехнике и предназначено для электрохимической обработки крупногабаритных цилиндрических деталей различных длин и диаметров, частично погружен- ных в .электролит.
Цель изобретения - расширение номенклатуры обрабатываемых деталей и эконоЬгаи электролита.
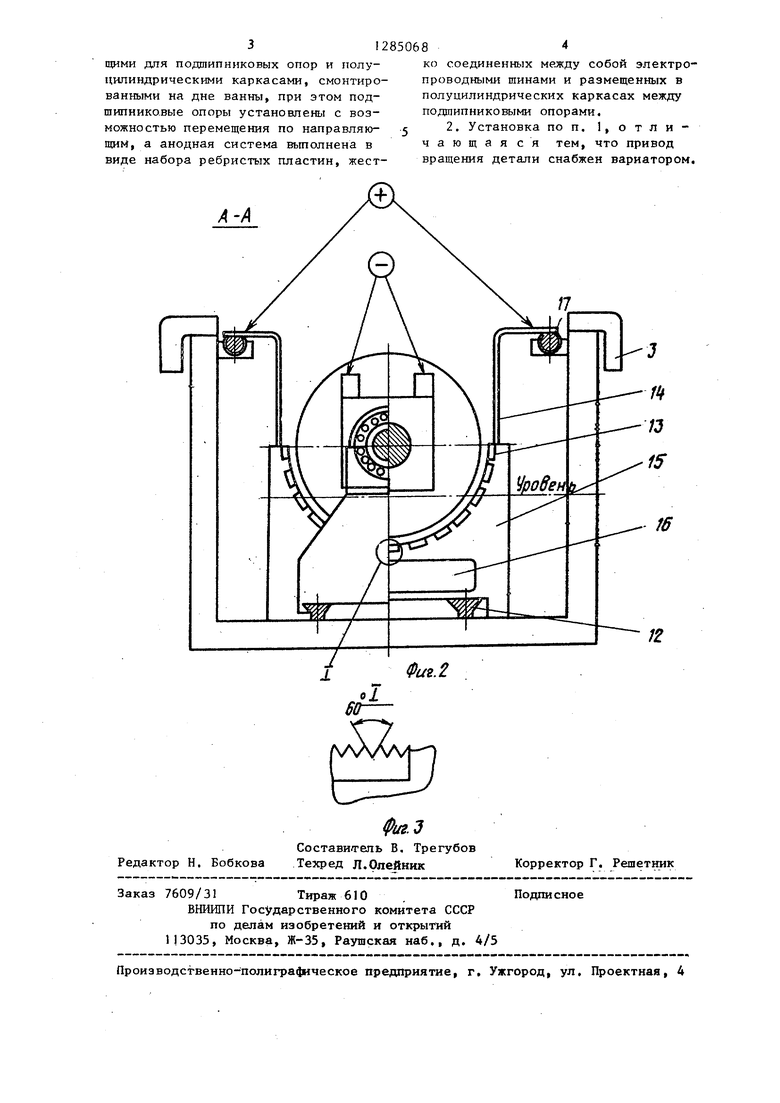
На фиг. 1 схематично изображена установка, обпщй вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2.
Установка содержит ванну 1 для электролита, футерованную внутри ти- таном. На бортах ванны 1 смонтированы крышки 2 с приводом (не показан) и бортовые отсосы 3 системы вентиля- ции (не показана). Источник ЭДС 4, питающий катодную 5 и анодную 6 сие- темы установки, состоит из группы выпрямителей, соединенных параллельно для обеспечения высокой установочной мощности. Привод 7 вращения обрабатываемой детали 8 снабжен редукто- ром (не показан), муфтой 9 сцепления и вариатором 10. Подшипниковые опоры 11 выполнены из титана, изолированы от ванны 1 химически стойким полимером (не показан) и установлены с возможностью перемещения на направляющих 12, смонтированных на дне ванны 1. Анодная система 6 выполнена в виде параллельного набора ребристых пластин 13, уложенных параллельно
продольной оси детали 8, жестко соединенных между собой электропроводными и коррозионностойкими шинами 14, вьшолненными, например, из свинца ипи его сплавов с оловом. При этом ребра пластин 13 выполнены двугранными, а их грани пересекаются между собой под углом 60-120 и изготовлены на основе сплава Pb-Sn-Sb. Пластины 13 размещены в полуцилиндрических каркасах 15, выполненных из диэлектрика и обладающих коррозионностойкими свойствами, например из полиэтилена, В стенках полуцилиндрических каркасов 15 выполнены сквозные отвер стия 16, обеспечивающие циркуляцию электролита при перемешивании вращающейся деталию 8. Вдоль бортов ванны 1 установлены анодные штанги 17 анодной системы 6 для подвода анод- ного потенциала к свинцовым шинам 14
Установка работает следующим образом.
Для осуществления электролиза, например хромирования крупногабаритного щлиндра, используют группу источников ЭДС 4 с установочной мощностью 460 кВА, Предварительно на дне ванны 1 устанавливают необходимое количество полуцилиндрических каркасов 15 между подшипниковыми опорами 1I и регулируют установочную базу подшипниковых опор 11 их относительным перемещением по направляющим 12 в зависимости от номенклатуры обрабатываемых деталей. Для установки детали 8 в подшипниковые опоры 11, на ее оси напрессовывают токоприемники катодной системы 5 и подвшпники качения. Монтаж завершают подключением катодной системы 5 и анодной системы 6 к соответствующим шинам источника ЭДС 4 и соединением оси детали 8 с приводом 7 вращения посредством муфты 9 сцепления. Перед осуществлением процесса вариатором 10 устанавливают заданное значение окружной скорости вращения детали 8, заполняют ванну 1 электролитом до заданного уровня, в зависимости от габаритов исходной детали 8, и, включив источник ЭДС 4 и привод 7 вращения, осуществляют хромирование.
Конструктивнь1е особенности установки обеспечивают обработку деталей различной номенклатуры как по длине, так и по диаметру. При этом высокая производительность достигается повышением КПД анодной системы, позволяющей увеличить соотношение между площадями анода и катода. Кроме того, подвижность опор качения и гибкость анодной системы обеспечивает оптимальность ориентирования детали, что способствует лучщему выходу хрома по току и увеличению производительности, а размещение подшипниковых опор и анодной системы на дне ванны снижает расход электролита.
Формула изобретения
1. Установка дпя электрохимическо обработки цилиндрических деталей, содержащая ванну для электролита, привод вращения- детали, подшипниковые опоры дпя установки детали, катодную .и анодиую системы с токоподводяшими шинами, отличающаяся тем что, с целью расширения номенклатуры обрабатываемых деталей и экономии электролита, она снабжена направляющими для подшипниковых опор и полу- цилиндрическими каркасами, смонтированными на дне ванны, при этом под- шипникавые опоры установлеге, с возможностью перемещения по направляющим, а анодная система вьтолнена в виде набора ребристых пластин, жестко соединенных между собой электропроводными шинами и разме1ценш,1х в полуцилиндрических каркасах между подшипниковыми опорами.
2. Установка по п. 1, о т л и - чающая с я тем, что привод вращения детали снабжен вариатором.
X-XI
12
Редактор Н. Бобкова
Фиг.3
Состави/гель В. Трегубов Техред Л.Олейник
Заказ 7609/31Тираж 610
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий J13035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Г. Решетник
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1991 |
|
RU2022063C1 |
| Устройство для электрохимической обработки деталей | 1981 |
|
SU996526A1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| Устройство для электрохимической обработки крупногабаритных деталей | 1990 |
|
SU1754799A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ | 1996 |
|
RU2106213C1 |
| СПОСОБ ЛОКАЛЬНОГО ХРОМИРОВАНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2430197C1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| Токоподводящее устройство для гальванических ванн | 1981 |
|
SU1015000A1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |
| Анодноструйный автомат для гальванической обработки изделий | 1961 |
|
SU150729A1 |
Изобретение относится к гальванотехнике и предназначено для электрохимической обработки крупногабаритных цилиндрических деталей различной дпины и диаметра, частично погруженГ1 ных в электролит. Цель изобретения - расширение номенклатуры обрабатываемых деталей и экономия электролита. На дне ванны 1 устанавливают необходимое количество полуципиндрических каркасов 15 между подиипниковыми опорами 11 и регулируют их установочную базу перемещением по направляющим 12. Устанавливают обрабатываемую деталь 8 и подключают катодную систему 5 и анодную систему 6 к соответствующим шинам источника ЭДС 4. Вариатором 10 устанавливают заданное значение окружной скорости вращения детали 8. Заполняют ванну 1 электро- литом и, включив источник ЭДС 4 и 8 привод 7 вращения, осуществляют хромирование. Высокая производительность установки достигается повыше- нием КПД анодной системы, позволяющей увеличить соотношение между пло- щадями анода и катода. 1 з.п. ф-лы, 3 ил. (Л f 5 00 СП 00 
| Устройство для электрохимической обработки деталей | 1975 |
|
SU511393A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Токоподводящее устройство для гальванических ванн | 1981 |
|
SU1015000A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для электрохимической обработки деталей | 1981 |
|
SU996526A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
