Известны анодноструйные аппараты для гальванической обработки изделий, например хромирования коленчатых валов. Эти аппараты состоят из анодноструйного и катодного устройств, сборной и напорной емкостей, нагревательной и охлаждающей аппаратуры и гидравлической системы для перекачки растворов. Изделия, подлежащие обработке, неподвижно укреплены, а растворы и горячий воздух подаются поочередно через полые аноды.
Однако процесс гальванической обработки изделий в таких автоматах весьма трудоемок и вызывает непроизводительные затраты времени для выполнения основных и вспомогательных операций.
Предлагаемый автомат отличается от известных тем, что анодноструйное устройство выполнено в виде нескольких секций, каждая из которых состоит из анодного коллектора, центрирующих патрубков и сменных анодноструйных насадок, выполненных из разъемных частей для охватывания обрабатываемой поверхности изделия. Подачу растворов, промывных вод и горячего воздуха в междуэлектродное пространство, образуемое между изделием и анодом, осуществляют по заданной программе. Такое выполнение позволяет расщирить номенклатуру обрабатываемых изделий и повысить производительность.
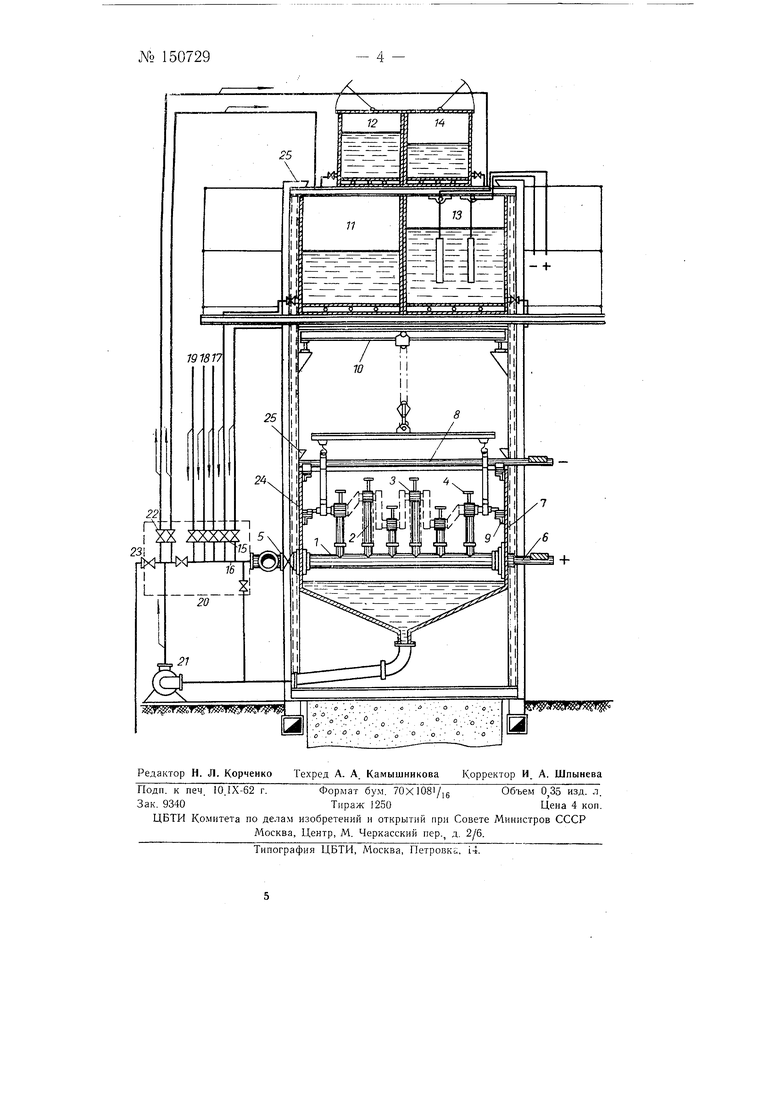
На чертеже изборажен предлагаемый автомат.
Основным узлом автомата является анодноструйное устройство, с помощью которого осуществляются все операции технологического процесса износостойкого хромирования, например электрообезжиривание, хромирование, анодирование, холодные и горячие промывки, сушка деталей горячим воздухом. Устройство представляет собой многосекционную агрегатированную конструкцию, каждая секция которого состоит из анодного коллектора 7, центрирующих па№ 150729-2 трубков 2, защищенных винипластовыми чехлами, и сменных анодноструйных насадок 3.
Анодноструйная насадка вынолняется из двух составных частей, образующих полый, заглущенный с торцов цилиндр. Внутрен шя стенка цлийдрической насйдки, обращенная к рабочей новерхности обрабатываемой детали, имеет ряд сквозных прорезей или круглых отверстий, по которым подаются рабочие растворы. Верхняя часть цилиндр 1ческой насадки оборудована монтажной рукояткой 4, нижняя имеет клинообразный патрубок, который насаживается в аналогичное отверстие центрирующего приспособления анодного коллектора. Один конец анодного коллектора присоединяется к подводящему трубопроводу 5, другой (заглущенный) контактируется с катодной щиной 6. Оба конца коллектора жестко укреплены к корпусу сточной ванны 7. Изоляция анодного коллектора от корпуса ванны осуществляется с помощью вининластовых шайб и втулок.
Катоднсопорное устройство 8 автомата в зависимости от типа коленчатого вала может быть размещено в верхней части сточной ванны или по ее стенкам 9. Контактирование вала с катодными щтангами обеспечивается весом самой детали. Изоляция катодных щтанг от корпуса ванны производится с помощью винипластовых прокладок. Установка коленчатого вала на катодноопорное устройство автомата производится с по1мощью ручной кранбалки 10, оборудованной передвижной талью.
Подача растворов для обработки коленчатых валов происходит из напорных баков. Напорный бак П служит для обезжиривающего электролита. Бак оборудован нагревательными приборами с автоматическим терморегулятором. Корректировка и пополнение обезжиривающего электролита производятся автоматически с помощью дозатора 12.
Напорный бак 13 предназначается для хромового электролита. Бак оборудован нагревательными приборами и автоматическим терморегулятором. Для проработки хромового электролита, с целью установления в нем нормального содержания солей трехвалентного хрома, бак оборудован ощиновкой постоянного тока и пластинчатыми электродами. Корректировка и пополнение электролита хромовым ангидридом призводится автоматически с помощью корректора 14.
Обезл иривающий и хромовый электролиты из напорных баков посредством кранов 15 поочередно подаются в один общий коллектор 16, а затем через анодноструйное устройство автомата к обрабатываемой детали. Сюда же по трубопроводам 17 и 18 подаются промывные воды, а по трубопроводу 19-горячий воздух для сущки валов. Эти процессы происходят автоматически с помощью командоаппарата 20, который регулирует тепловой, электрический и электролитический режимы технологического процесса.
Отработанные электролиты из межаноднокатодного пространства ноступают в сточную емкость, а затем с помощью центробежного насоса 21 посредством кранов 22 возвращаются в напорные баки. Сброс отработанных вод в канализацию осуществляется с помощью крана 23. Остальные краны предусматриваются для маневренности системы.
Все оборудование автомата смонтировано на одном общем металлическом каркасе из щвеллеров 24, который устанавливается на прочный фундамент. Автомат оборудован специальной системой бортовых отсосов 25.
С целью агрегатирования анодноструйных устройств, маневренности и удобства в эксплуатации автомата, последний собирается из отдельных секций. Количество секций устанавливается в зависимости от программы завода (цеха).
Предмет изобретения
Анодноструйный автомат для гальванической обработки изделий, например хромирования коленчатых валов, состоящий из анодноструйного и катоднооиорного устройства, сборной и напорной емкостей, нагревательной и охлаждающей аппаратуры и гидравлической системы для перекачки растворов, в котором изделия, подлежащие обработке, неподвижно укреплены, а растворы и горячий воздух подаются поочередно через полые аноды, отличающийся тем, что, с целью расширения номенклатуры обрабатываемых изделий и повышения производительности труда, анодноструйное устройство выполнено в виде нескольких секций, каждая из которых состоит из анодного коллектора, центрирующих патрубков и сменных анодноструйных насадок, состоящих из разъемных частей для охватывания обрабатываемой поверхности изделия, при этом подачу растворов, промывных вод и горячего воздуха в междуэлектродное пространство, образуемое между изделием и анодом, осуществляют по заданной программе.
- 3 -Л 150729
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для хромирования внутренней поверхности полых деталей | 1960 |
|
SU135317A1 |
| Автоматическая установка для проточного хромирования | 1960 |
|
SU136994A1 |
| Способ анодноструйного хромирования | 1960 |
|
SU140649A1 |
| СПОСОБ ЛОКАЛЬНОГО ХРОМИРОВАНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2430197C1 |
| Приспособление для пористого и плотного хромирования | 1949 |
|
SU91635A1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275446C2 |
| Устройство для локального хромирования изделий | 2021 |
|
RU2780611C1 |
| СПОСОБ ПОДДЕРЖАНИЯ ТЕМПЕРАТУРЫ НАГРЕВАЕМЫХ ЭЛЕКТРОЛИТОВ ВАНН, РАБОТАЮЩИХ "ПОД ТОКОМ" | 2015 |
|
RU2599314C1 |